
Acier inoxydable 304 peut être usiné en diverses formes et pièces pour répondre à un large éventail de besoins industriels. Les ingénieurs comptent sur l'usinabilité de l'acier inoxydable 304 pour des applications dans les appareils de cuisine, les équipements de transformation des aliments et les réservoirs de stockage. La polyvalence de ce matériau signifie que l'acier inoxydable 304 peut être usiné dans des dispositifs médicaux, des pièces de garniture automobile et des systèmes d'échappement. Il peut également être utilisé dans les pièces d'avion, les équipements de traitement chimique et les plates-formes marines.
Principaux enseignements
- L'acier inoxydable 304 a un large éventail d'applications. Il peut être usiné pour fabriquer des produits tels que des appareils de cuisine et des dispositifs médicaux.
- Des facteurs tels que la dureté, la résistance à la traction et la résistance à la chaleur du matériau influencent la facilité d'usinage de l'acier inoxydable 304.
- L'utilisation d'outils et de paramètres de coupe corrects est essentielle pour un bon usinage. Cela permet de prolonger la durée de vie des outils et d'obtenir des surfaces usinées plus lisses.
- L'écrouissage est un problème lors de l'usinage de l'acier inoxydable 304. Les travailleurs doivent utiliser des outils tranchants et les garder froids pour atténuer ce problème.
- Le choix du bon liquide de refroidissement et du bon lubrifiant peut améliorer les résultats de l'usinage et prolonger la durée de vie de l'outil.
Pourquoi l'acier inoxydable 304 peut-il être usiné ?
Facteurs d'usinabilité
Plusieurs facteurs influencent la usinabilité de l'acier inoxydable 304. Les ingénieurs vérifient ces facteurs avant de commencer l'usinage. L'un d'entre eux est la dureté du matériau. Si le matériau est très dur, l'outil s'usera plus rapidement. Les matériaux plus durs nécessitent également des machines-outils plus puissantes. Un autre facteur est la résistance à la traction. Si la résistance à la traction est élevée, le matériau est plus difficile à couper. Il est moins susceptible de se briser, mais il augmente la difficulté de la coupe. La conductivité thermique est également importante. Elle indique l'efficacité avec laquelle la chaleur est dissipée à partir du point de coupe. Si la conductivité thermique est faible, la chaleur se concentre en un seul endroit. Cela peut endommager l'outil et réduire la qualité du produit fini. L'outil de coupe utilisé est également important. La forme, le revêtement et le type de l'outil ont tous une incidence sur la facilité d'usinage. La douceur de la surface influe également sur la facilité d'usinage. Si le projet nécessite une surface très lisse, il faudra plus de temps et des étapes d'usinage spéciales.
- Dureté du matériau
- Résistance à la traction
- Conductivité thermique
- Sélection des outils
- Exigences en matière de finition de surface
Les indices d'usinabilité permettent de comparer les différents aciers inoxydables. Le tableau ci-dessous montre les différences entre le 304 et les autres types d'acier inoxydable :
| Acier inoxydable | Cote d'usinabilité | Caractéristiques |
|---|---|---|
| 304 | 45% | Plus dur, fait de longs copeaux, peut devenir plus dur lorsqu'il est travaillé |
| 303 | 78% | Plus facile à usiner, les copeaux sont plus courts, les outils durent plus longtemps. |
| 316 | 40% | Comme le 304, mais plus difficile à usiner en raison des éléments supplémentaires. |
Propriétés des matériaux
L'acier inoxydable 304 possède plusieurs propriétés qui le rendent facile à usiner. Il possède une excellente ductilité, ce qui lui permet d'être plié et étiré sans se rompre. Sa dureté modérée lui permet d'être usiné par la plupart des machines-outils. L'acier inoxydable 304 recuit est non magnétique. Sa structure austénitique confère à l'acier inoxydable 304 une ténacité et une ductilité élevées. Cette structure entraîne également un durcissement rapide du matériau pendant l'usinage, ce qui accélère l'usure de l'outil. Pendant l'usinage, la dureté superficielle de l'acier inoxydable 304 augmente de 50% à 60% en raison de la déformation plastique. Ce phénomène est encore plus prononcé si l'outil s'émousse. Ce matériau produit généralement des copeaux longs et fins. Les opérateurs utilisent généralement des brise-copeaux pour contrôler ces copeaux.
Les éléments de l'acier inoxydable 304 affectent la formation des copeaux. L'acier inoxydable 304 produit généralement de longs copeaux, ce qui oblige les opérateurs à redoubler de prudence. L'acier inoxydable 303 produit des copeaux plus courts, ce qui les rend plus faciles à manipuler. L'usinage de l'acier inoxydable 304 nécessite davantage de précautions. En raison de sa faible conductivité thermique, la chaleur se concentre près de la zone de coupe. Cela ramollit l'outil et modifie les propriétés du matériau. Il arrive que des arêtes se forment à la surface de l'outil. Cela rend la surface rugueuse et accélère l'usure de l'outil.
Défis d'usinage de l'acier inoxydable 304

Durcissement au travail
L'écrouissage est un problème majeur lors de l'usinage de l'acier inoxydable 304. Pendant la coupe, le matériau se durcit progressivement. En raison de la déformation plastique, la surface se modifie. Les grains de surface deviennent plus fins, ce qui entraîne une augmentation de la dureté. Cela finit par former une couche de durcissement, ce qui accroît encore la difficulté de l'usinage. Le tableau ci-dessous énumère les principales raisons :
| Mécanisme | Description |
|---|---|
| Déformation plastique | Le matériau change de forme, ce qui le rend plus dur. |
| Affinage du grain de surface | Les grains à la surface deviennent plus petits et rendent le produit plus dur. |
| Formation d'une couche durcie | Une couche dure se forme et rend la coupe plus difficile. Elle use également les outils plus rapidement. |
Les opérateurs ont besoin d'outils bien affûtés et de vitesses de coupe appropriées pour éviter l'écrouissage. Coming utilise des outils de pointe Usinage CNC pour contrôler les trajectoires d'outils, réduisant ainsi les problèmes d'écrouissage.
Usure des outils et production de chaleur
L'usure des outils est rapide lors de l'usinage de l'acier inoxydable 304. Ce matériau est très ductile et dissipe mal la chaleur, qui s'accumule donc près du point de coupe. Environ 70-80% de la chaleur reste dans la zone de coupe. Sans refroidissement, la température de la pointe de l'outil peut dépasser 800°C. Cette température élevée accélère l'usure de l'outil et peut provoquer la fissuration des plaquettes en carbure. Le tableau suivant énumère les problèmes les plus courants :
| Défi | Description |
|---|---|
| Usure des outils | Les outils s'usent rapidement à cause de la chaleur et de la dureté du matériau. |
| Formation de bords construits | Le matériau adhère à l'outil et nuit à l'état de surface et à la précision. |
Par rapport à l'acier à faible teneur en carbone, les outils en acier inoxydable 304 ont une durée de vie plus courte de 30% à 40%. Ils subissent une usure plus importante des flancs et sont plus sujets à la formation d'arêtes rapportées. Komin utilise un liquide de refroidissement à haute pression et un contrôle strict du processus pour garantir le refroidissement de l'outil et prolonger sa durée de vie.
L'acier inoxydable 304 est-il difficile à usiner ?
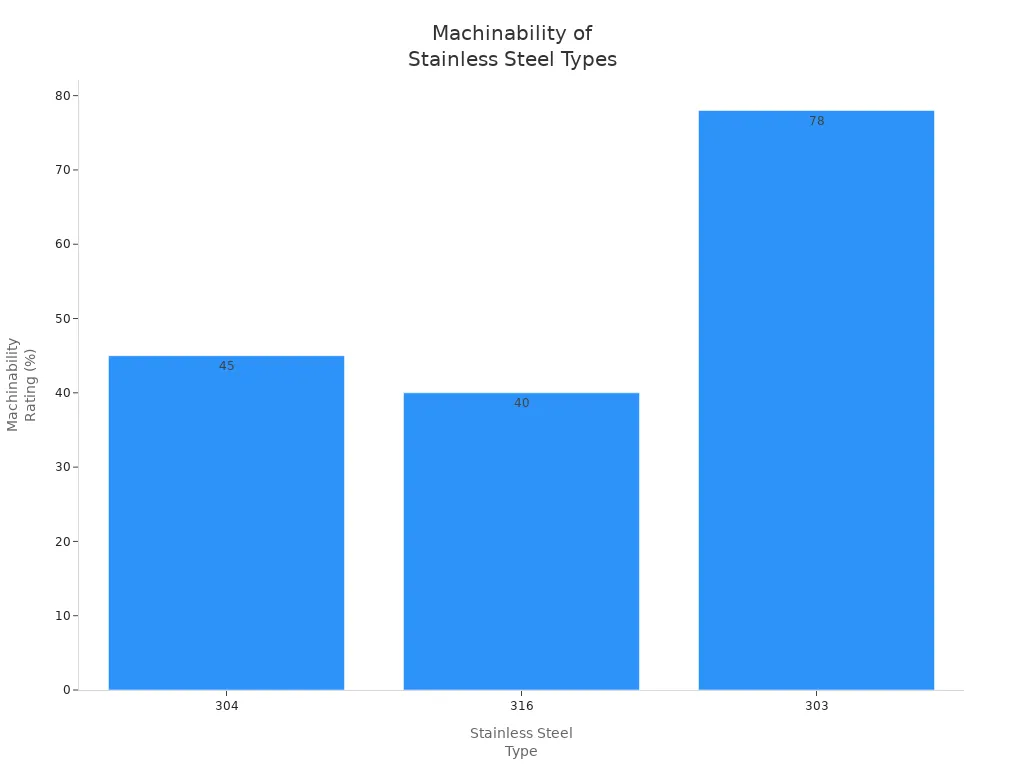
L'acier inoxydable 304 est plus difficile à usiner que de nombreux autres types d'acier inoxydable. L'indice d'usinabilité de l'acier 304 est de 45%. L'indice d'usinabilité de 316 est de 40%. Le 304L a presque la même usinabilité que le 304. Le 303 a une bien meilleure usinabilité, avec un indice de 78%. Le tableau ci-dessous présente ces indices :
Guide d'usinage en acier inoxydable 304
Sélection des outils
Le choix du bon outil est crucial pour l'usinage de l'acier inoxydable 304. De nombreux machinistes choisissent des outils en carbure avec des revêtements spéciaux (tels que TiAlN ou TiCN). Ces revêtements prolongent la durée de vie de l'outil et le protègent des températures élevées. Les machinistes utilisent généralement des rainures de brise-copeaux pour contrôler la formation des copeaux. Les rainures brise-copeaux divisent les longs copeaux en petits morceaux, ce qui facilite la coupe et maintient la zone d'usinage propre. En outre, les rainures de brise-copeaux contribuent également à prolonger la durée de vie de l'outil.
| Type de revêtement | Avantages | Meilleures applications |
|---|---|---|
| AlTiN | Tient bien la chaleur, très dur | Usinage à grande vitesse |
| TiCN | S'use lentement, moins de frottement | Travaux de moyenne envergure |
| ZrN | Reste stable, arrête l'accumulation des bords | Travaux de finition |
| TiAlN | Résiste très bien à l'oxydation | Ebauche lourde |
KEMING utilise des machines CNC avancées et choisit les meilleurs outils pour chaque travail. Cela leur permet de fabriquer des pièces de haute qualité.
Paramètres de coupe
Le choix de la vitesse de coupe et de l'avance appropriées est crucial. Ces paramètres permettent d'enlever efficacement de la matière et de prolonger la durée de vie de l'outil. Lors de l'ébauche, l'opérateur utilise une vitesse de coupe plus faible et une vitesse d'avance plus élevée pour enlever plus de métal ; lors de la finition, une vitesse de coupe plus élevée et une vitesse d'avance plus faible sont utilisées pour obtenir une surface lisse.
| Type d'usinage | Vitesse de coupe (m/min) | Vitesse d'avance (mm/tour) |
|---|---|---|
| Dégrossissage | 120-150 | Jusqu'à 0,3 |
| Finition | 160-180 | 0.1-0.2 |
Le guide de KEMING indique qu'il faut changer les paramètres de coupe pour chaque travail. Leurs machines CNC peuvent très bien contrôler ces paramètres. Cela permet d'enlever le métal plus rapidement et de conserver une belle surface.
Liquide de refroidissement et lubrification
L'arrosage et la lubrification sont essentiels lors de l'usinage de l'acier inoxydable 304. Les systèmes de refroidissement à haute pression acheminent le liquide de refroidissement directement au point de coupe, refroidissant l'outil et la pièce, brisant les copeaux et empêchant l'adhérence des copeaux. Les lubrifiants à base d'huile permettent d'augmenter les vitesses de coupe et de prolonger la durée de vie des outils. Les lubrifiants à base d'eau facilitent la dissipation de la chaleur et permettent d'obtenir un bon état de surface. Les lubrifiants synthétiques et semi-synthétiques combinent les avantages des deux types de lubrifiants.
Si le niveau de liquide de refroidissement est trop bas ou si la direction du jet est incorrecte, les copeaux adhèrent à l'outil, ce qui accélère l'usure de l'outil et la formation d'arêtes. Le système de refroidissement à haute pression de Komin empêche efficacement l'adhésion des copeaux, protégeant ainsi l'outil et la pièce à usiner.
Réduction de l'écrouissage
L'écrouissage rend l'usinage de l'acier inoxydable 304 plus difficile. Les machinistes emploient diverses méthodes pour éviter ce problème. Ils maintiennent des forces de coupe stables et utilisent des outils avec un angle de coupe positif. Un bon refroidissement et des vitesses de coupe modérées permettent d'éviter un durcissement superficiel excessif. La coupe continue et le fraisage trochoïdal maintiennent l'outil en mouvement, ce qui réduit la température.
| Grade | Teneur en carbone | Caractéristiques de l'écrouissage | Impact sur l'usinabilité |
|---|---|---|---|
| 304 | Plus élevé | Il se durcit rapidement | Les outils s'usent plus rapidement |
| 304L | Plus bas | Le durcissement est plus lent | Plus facile à usiner |
| 304H | Plus élevé | Plus fort, plus fragile | Plus difficile à usiner |
Le guide de KEMING utilise ces conseils. L'équipe utilise le fraisage à haut rendement pour contrôler la chaleur et prolonger la durée de vie des outils. En suivant ces étapes, ils obtiennent de bons taux d'enlèvement et de belles finitions sur chaque pièce en acier inoxydable.
Erreurs et solutions pour l'usinage de l'acier inoxydable 304
Erreurs fréquentes
Les machinistes commettent parfois des erreurs avec l'acier inoxydable 304. Ces erreurs peuvent briser les outils et entraîner des pertes de matériau. Elles donnent également un mauvais aspect aux surfaces. Les erreurs les plus courantes sont les suivantes :
- Certaines personnes copient les réglages d'autres personnes. De mauvais réglages peuvent ébrécher les outils et rendre les surfaces rugueuses.
- Couper trop profondément sans penser à la durée de vie de l'outil. Les coupes profondes produisent plus de chaleur et usent rapidement les outils.
- La quantité de liquide de refroidissement utilisée est insuffisante. Sans refroidissement, les outils deviennent trop chauds et cessent de fonctionner.
- La pièce n'est pas serrée fermement. Si la pièce bouge, elle perd de sa précision ou est endommagée.
Conseil : Une planification et un réglage minutieux permettent d'éviter ces problèmes avant le début de l'usinage.
Comment les éviter
Les opérateurs peuvent éviter ces erreurs en utilisant de bonnes méthodes. Le tableau ci-dessous énumère les moyens d'améliorer l'usinage de l'acier inoxydable 304 :
| Stratégie | Description |
|---|---|
| Optimisation de la géométrie des outils | Modifier les angles de coupe et de dépouille pour réduire les efforts de coupe et arrêter l'écrouissage. |
| Sélection des paramètres de coupe | Choisissez la bonne vitesse, la bonne avance et la bonne profondeur pour maintenir les forces de coupe constantes et éviter l'écrouissage. |
| Mise en œuvre de la stratégie de refroidissement | Utiliser un liquide de refroidissement à haute pression ou un refroidissement à travers l'outil pour contrôler la chaleur et éliminer les copeaux. |
| Sélection du revêtement des outils | Choisissez des revêtements tels que AlTiN ou TiCN pour réduire les frottements et prolonger la durée de vie des outils. |
| Surveillance et ajustement des processus | Vérifiez souvent l'état de surface, l'usure de l'outil et l'utilisation de la puissance afin de détecter rapidement les problèmes. |
Les machinistes qui suivent ces étapes peuvent économiser de l'argent sur les outils. Ils peuvent également améliorer l'aspect des pièces en acier inoxydable.
Usinabilité de l'acier inoxydable 304 par rapport à l'acier inoxydable 303
De nombreux ingénieurs utilisent l'acier inoxydable 304 et 303 pour fabriquer des pièces. Ces deux types d'acier appartiennent à la même famille, mais ils agissent différemment lorsqu'ils sont usinés. La raison principale est leur composition chimique.
L'acier inoxydable 303 contient plus de soufre que l'acier inoxydable 304. Le soufre supplémentaire modifie le comportement de l'acier lorsqu'il est coupé. Le soufre contenu dans l'acier 303 aide les copeaux à se briser en petits morceaux. Ces copeaux courts s'éloignent rapidement de l'outil. Cela rend l'usinage plus doux et permet aux ouvriers de couper plus rapidement. Les outils durent plus longtemps et les surfaces sont plus belles avec le 303.
L'acier inoxydable 304 contient moins de soufre. Il ne casse pas les copeaux aussi facilement. Les copeaux sont longs et peuvent s'enrouler autour de l'outil. Cela rend l'usinage plus difficile et peut ralentir les choses. L'acier 304 durcit également plus rapidement lorsqu'il est coupé. Cela peut user les outils rapidement.
Voici un tableau simple qui montre les principales différences :
| Fonctionnalité | Acier inoxydable 303 | Acier inoxydable 304 |
|---|---|---|
| Teneur en soufre | Plus élevé | Plus bas |
| Formation des copeaux | Chips courts et cassants | Copeaux longs et filandreux |
| Cote d'usinabilité | Plus élevé (plus facile à usiner) | Plus bas (plus difficile à usiner) |
| Durcissement au travail | Moins | Plus d'informations |
| Finition de la surface | Plus lisse | Peut nécessiter des étapes supplémentaires |
Note : Le 303 est plus facile à usiner car il contient plus de soufre, mais il ne résiste pas aussi bien à la rouille que le 304.
Lorsqu'ils choisissent l'un ou l'autre, les ingénieurs réfléchissent à l'utilité de la pièce. S'ils veulent un usinage facile et une belle finition, ils choisissent le 303. S'ils ont besoin d'une meilleure résistance à la rouille, ils choisissent le 304, même s'il est plus difficile à usiner.
Amélioration de l'état de surface de l'acier inoxydable 304

Techniques de finition des surfaces
Les machinistes peuvent obtenir une surface très lisse sur l'acier inoxydable 304 en suivant plusieurs étapes clés. Tout d'abord, ils enlèvent la plus grande partie du métal, laissant une fine couche pour la découpe finale. Cette fine couche a généralement une épaisseur de 0,2 à 0,5 mm. Elle permet de protéger la surface lors des processus de finition ultérieurs. Ensuite, ils utilisent le meulage pour améliorer encore le lissage de la surface. La rectification permet d'obtenir une rugosité de surface Ra de 0,4 à 0,8 micromètre. Si une finition miroir est requise, un polissage avec un disque de polissage en tissu doux est nécessaire. Le polissage permet d'obtenir une rugosité de surface Ra de 0,05 micromètre.
De nombreuses usines d'usinage utilisent des méthodes spéciales de finition des surfaces pour améliorer les résultats de l'usinage. Le tableau ci-dessous énumère quelques méthodes couramment utilisées :
| Traitement de surface | Description |
|---|---|
| Polissage | Il rend la surface brillante et lisse. Il contribue également à la propreté et à l'esthétique. |
| Passivation | Il élimine la saleté et forme une couche qui empêche la rouille. |
| Sablage | Donne à la surface un aspect terne. C'est un bon moyen d'éviter les reflets et de décorer. |
| Placage électrolytique | Ajoute une fine couche de métal comme le chrome ou le nickel. Cela permet à la pièce d'avoir un meilleur aspect et de durer plus longtemps. |
| Sablage de perles | Nettoie et rend la surface rugueuse pour un aspect satiné ou mat. Il aide également la pièce à résister à l'usure. |
Conseil : utilisez le polissage mécanique pour les pièces brillantes. Utilisez des traitements chimiques comme l'électropolissage ou le décapage pour stopper la rouille.
Efficacité de l'usinage CNC
Les machines à commande numérique aident les ouvriers à obtenir la même finition lisse à chaque fois sur l'acier inoxydable 304. Avec les bons réglages, ils peuvent obtenir une finition standard de Ra 1,6 micromètre (63 µin). Pour une meilleure finition, les machines CNC peuvent atteindre un Ra 0,8 micromètre (32 µin) si elles effectuent davantage d'étapes. Il est possible d'obtenir une finition plus lisse que Ra 0,8 micromètre, mais cela coûte plus cher.
| Type de finition | Valeur Ra (µin) | Description |
|---|---|---|
| Standard | 63 (Ra 1.6) | Il est possible d'obtenir ce résultat avec un usinage normal. |
| Prime | 32 (Ra 0.8) | Des étapes supplémentaires sont nécessaires pour cette finition. |
| Inférieur à Ra 0,8 | N/A | Vous pouvez l'obtenir, mais c'est beaucoup plus cher. |
Les ouvriers modifient la vitesse, l'avance et la trajectoire de l'outil pour obtenir la meilleure finition. Ils utilisent également de bons outils et des liquides de refroidissement. Ces étapes contribuent à rendre la surface lisse et à prolonger la durée de vie des outils. L'usinage CNC permet aux entreprises de fabriquer chaque pièce en acier inoxydable de la même manière à chaque fois.
L'acier inoxydable 304 peut être usiné si les travailleurs utilisent de bons outils et de bonnes étapes. Ils doivent connaître les problèmes liés à ce matériau. L'utilisation d'un guide d'usinage simple les aide à faire un meilleur travail. De nombreuses industries utilisent l'acier inoxydable parce qu'il permet de fabriquer des pièces solides et fiables. Pour obtenir les meilleurs résultats, ils peuvent s'adresser à des experts comme KEMING. KEMING offre une aide avancée pour les projets d'usinage de l'acier inoxydable.
FAQ
Quelles sont les principales utilisations de l'acier inoxydable 304 ?
Les ingénieurs utilisent l'acier inoxydable 304 pour fabriquer des ustensiles de cuisine, des équipements de transformation des aliments et des appareils médicaux. Ce matériau est résistant à la rouille et durable.
L'acier inoxydable 304 est-il facile à souder ?
Oui. Les ouvriers peuvent souder l'acier inoxydable 304 en utilisant les méthodes de soudage les plus courantes. Après le soudage, le matériau conserve sa résistance.
Pourquoi l'acier inoxydable 304 produit-il de longs copeaux lors de l'usinage ?
Ce matériau présente une grande ductilité. Il a tendance à se plier plutôt qu'à se casser. Il en résulte de longs copeaux en forme de bande lors de la coupe.
Quelle est la différence entre l'acier inoxydable 304 et l'acier inoxydable 316 ?
L'acier inoxydable 304 est moins cher et convient à la plupart des besoins d'usinage. L'acier inoxydable 316 contient plus de nickel et de molybdène. Il présente une meilleure résistance chimique mais est plus difficile à usiner.
Quels sont les facteurs qui contribuent à un meilleur état de surface des pièces en acier inoxydable 304 ?
Les ouvriers utilisent des outils tranchants, travaillent à faible vitesse et utilisent un bon liquide de refroidissement. Ces mesures peuvent rendre la surface des pièces plus lisse.



