
Aço inoxidável 304 pode ser maquinado em várias formas e peças para satisfazer uma vasta gama de necessidades da indústria. Os engenheiros confiam na maquinabilidade do aço inoxidável 304 para aplicações em aparelhos de cozinha, equipamento de processamento de alimentos e tanques de armazenamento. A versatilidade deste material significa que o aço inoxidável 304 pode ser maquinado em dispositivos médicos, peças de acabamento para automóveis e sistemas de escape. Também pode ser utilizado em peças de aeronaves, equipamento de processamento químico e plataformas marítimas.
Principais conclusões
- O aço inoxidável 304 tem uma vasta gama de aplicações. Pode ser maquinado em produtos como electrodomésticos de cozinha e dispositivos médicos.
- Factores como a dureza do material, a resistência à tração e a resistência ao calor afectam a facilidade de maquinação do aço inoxidável 304.
- Utilizar as ferramentas de corte e os parâmetros de corte corretos é crucial para uma boa maquinação. Isto ajuda a prolongar a vida útil da ferramenta e resulta em superfícies maquinadas mais suaves.
- O endurecimento por trabalho é um problema quando se maquina o aço inoxidável 304. Os trabalhadores devem utilizar ferramentas afiadas e mantê-las frias para mitigar este problema.
- A escolha do líquido de refrigeração e do lubrificante corretos pode melhorar os resultados da maquinagem e prolongar a vida útil da ferramenta.
Porque é que o aço inoxidável 304 pode ser maquinado?
Factores de maquinabilidade
Vários factores afectam a maquinabilidade do aço inoxidável 304. Os engenheiros verificam estes factores antes de iniciar a maquinagem. Um deles é a dureza do material. Se o material for muito duro, a ferramenta desgastar-se-á mais rapidamente. Os materiais mais duros também requerem máquinas-ferramentas mais potentes. Outro fator é a resistência à tração. Se a resistência à tração for elevada, o material é mais difícil de cortar. É menos provável que se parta, mas aumenta a dificuldade de corte. A condutividade térmica também é importante. Indica-nos a eficiência com que o calor é dissipado do ponto de corte. Se a condutividade térmica for baixa, o calor concentrar-se-á num único local. Isto pode danificar a ferramenta e reduzir a qualidade do produto acabado. A ferramenta de corte utilizada também é importante. A forma, o revestimento e o tipo da ferramenta afectam a facilidade de maquinação. A suavidade da superfície também afecta a facilidade de maquinação. Se o projeto exigir uma superfície muito lisa, é necessário mais tempo e passos especiais de maquinagem.
- Dureza do material
- Resistência à tração
- Condutividade térmica
- Seleção de ferramentas
- Requisitos de acabamento da superfície
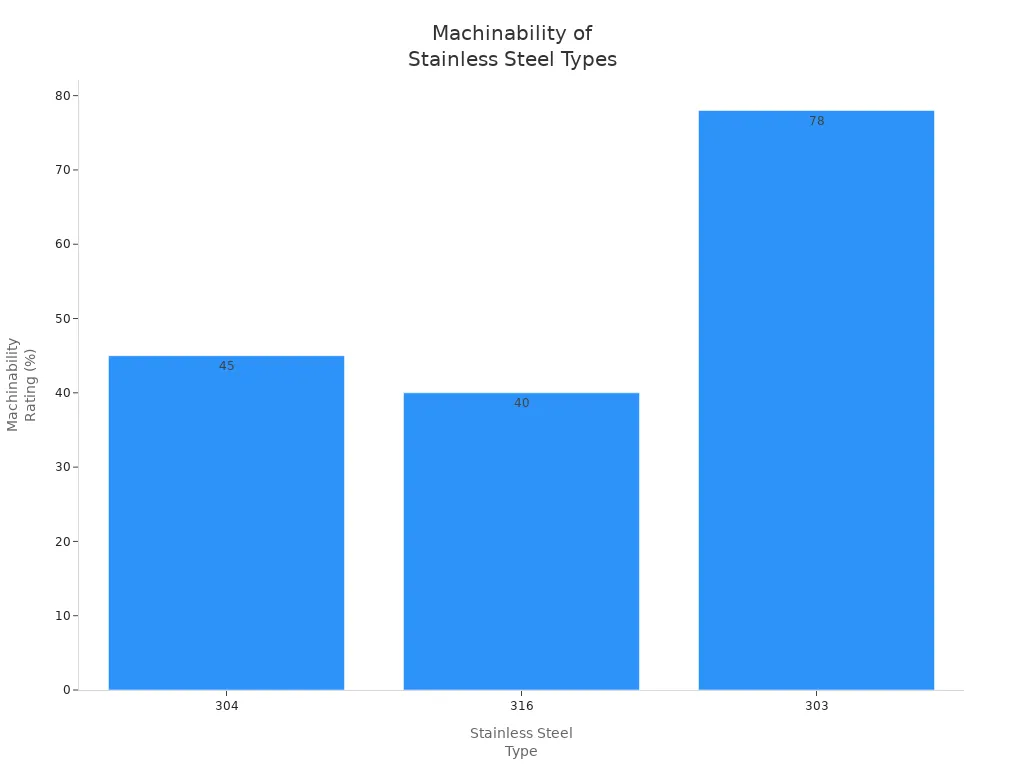
As classificações de maquinabilidade ajudam as pessoas a comparar os diferentes aços inoxidáveis. A tabela abaixo mostra como o 304 é diferente dos outros tipos:
| Aço inoxidável | Classificação de maquinabilidade | Caraterísticas |
|---|---|---|
| 304 | 45% | Mais duro, produz aparas longas, pode ficar mais duro quando trabalhado |
| 303 | 78% | Mais fácil de maquinar, produz aparas curtas, as ferramentas duram mais tempo |
| 316 | 40% | Como o 304, mas mais difícil de maquinar devido aos elementos extra |
Propriedades do material
O aço inoxidável 304 possui várias propriedades que o tornam fácil de maquinar. Tem uma excelente ductilidade, o que lhe permite ser dobrado e esticado sem se partir. A sua dureza moderada permite-lhe ser maquinado pela maioria das máquinas-ferramentas. O aço inoxidável 304 recozido não é magnético. A sua estrutura austenítica confere ao aço inoxidável 304 uma elevada tenacidade e ductilidade. Esta estrutura também faz com que o material endureça rapidamente durante a maquinagem, acelerando assim o desgaste da ferramenta. Durante a maquinagem, a dureza da superfície do aço inoxidável 304 aumenta de 50% a 60% devido à deformação plástica. Isto é ainda mais acentuado se a ferramenta ficar cega. Este material produz tipicamente limalhas longas e finas. Os operadores utilizam normalmente separadores de aparas para controlar estas aparas.
Os elementos do aço inoxidável 304 afectam a formação de aparas. O aço inoxidável 304 produz tipicamente limalhas longas, pelo que os operadores têm de ser extremamente cuidadosos. O aço inoxidável 303 produz limalhas mais curtas, tornando-as mais fáceis de manusear. A maquinagem do aço inoxidável 304 requer mais cuidado. Devido à sua baixa condutividade térmica, o calor concentra-se perto da área de corte. Isto amolece a ferramenta e altera as propriedades do material. Por vezes, podem formar-se arestas postiças na superfície da ferramenta. Isto torna a superfície áspera e acelera o desgaste da ferramenta.
Desafios da maquinagem do aço inoxidável 304

Endurecimento do trabalho
O endurecimento por trabalho é um problema importante na maquinagem do aço inoxidável 304. Durante o corte, o material endurece gradualmente. Devido à deformação plástica, a superfície altera-se. Os grãos da superfície tornam-se mais finos, levando a um aumento da dureza. Isto acaba por formar uma camada de endurecimento, aumentando ainda mais a dificuldade de maquinagem. O quadro seguinte apresenta as principais razões:
| Mecanismo | Descrição |
|---|---|
| Deformação plástica | O material muda de forma, o que o torna mais duro. |
| Refinamento de grãos de superfície | Os grãos na superfície ficam mais pequenos e tornam-na mais dura. |
| Formação de camada endurecida | Forma-se uma camada dura que torna o corte mais difícil. Também desgasta as ferramentas mais rapidamente. |
Os operadores necessitam de ferramentas afiadas e de velocidades de corte adequadas para evitar o endurecimento do trabalho. A Coming utiliza ferramentas avançadas Maquinação CNC para controlar os percursos das ferramentas, reduzindo assim os problemas de endurecimento por trabalho.
Desgaste da ferramenta e geração de calor
O desgaste da ferramenta é rápido quando se maquina aço inoxidável 304. Este material é altamente dúctil e tem uma fraca dissipação de calor, fazendo com que o calor se acumule perto do ponto de corte. Aproximadamente 70-80% do calor permanece na área de corte. Sem arrefecimento, a temperatura da ponta da ferramenta pode exceder os 800°C. Esta temperatura elevada acelera o desgaste da ferramenta e pode provocar fissuras nas pastilhas de metal duro. A tabela seguinte apresenta uma lista de problemas comuns:
| Desafio | Descrição |
|---|---|
| Desgaste da ferramenta | As ferramentas desgastam-se rapidamente devido ao calor e à dureza do material. |
| Formação de arestas construídas | O material adere à ferramenta e prejudica o acabamento da superfície e a precisão. |
Em comparação com o aço de baixo teor de carbono, as ferramentas de aço inoxidável 304 têm uma vida útil 30% a 40% mais curta. Sofrem um desgaste mais acentuado do flanco e são mais propensas à formação de arestas postiças. A Komin utiliza um líquido de arrefecimento de alta pressão e um controlo rigoroso do processo para garantir o arrefecimento da ferramenta e prolongar a sua vida útil.
O aço inoxidável 304 é difícil de maquinar?
O aço inoxidável 304 é mais difícil de maquinar do que muitos outros tipos de aço inoxidável. O 304 tem uma classificação de maquinabilidade de 45%. O 316 tem uma classificação de maquinabilidade de 40%. O 304L tem quase a mesma maquinabilidade que o 304. O 303 tem uma maquinabilidade muito melhor, com uma classificação de 78%. O quadro seguinte apresenta estas classificações:
Guia de maquinagem em aço inoxidável 304
Seleção de ferramentas
A escolha da ferramenta correta é crucial para maquinar aço inoxidável 304. Muitos maquinistas escolhem ferramentas de metal duro com revestimentos especiais (como TiAlN ou TiCN). Estes revestimentos ajudam a prolongar a vida útil da ferramenta e protegem-na de temperaturas elevadas. Os maquinistas utilizam normalmente ranhuras de quebra-cavacos para controlar a formação de aparas. As ranhuras quebra-cavacos partem as limalhas longas em pedaços mais pequenos, facilitando o corte e mantendo a área de maquinação limpa. Além disso, as ranhuras quebra-cavacos também ajudam a prolongar a vida útil da ferramenta.
| Tipo de revestimento | Benefícios | Melhores aplicações |
|---|---|---|
| AlTiN | Aguenta bem o calor, muito duro | Maquinação a alta velocidade |
| TiCN | Desgaste lento, menos fricção | Trabalhos médios |
| ZrN | Mantém-se estável, impede a acumulação de arestas | Trabalhos de acabamento |
| TiAlN | Resiste muito bem à oxidação | Desbaste pesado |
A KEMING utiliza máquinas CNC avançadas e seleciona as melhores ferramentas para cada trabalho. Isto ajuda-os a fabricar peças de alta qualidade.
Parâmetros de corte
A escolha da velocidade de corte e da taxa de avanço adequadas é crucial. Estes parâmetros ajudam a remover o material de forma eficiente e a prolongar a vida útil da ferramenta. Durante o desbaste, o operador utiliza uma velocidade de corte mais baixa e uma taxa de avanço mais elevada para remover mais metal; durante o acabamento, é utilizada uma velocidade de corte mais elevada e uma taxa de avanço mais baixa para obter uma superfície lisa.
| Tipo de maquinagem | Velocidade de corte (m/min) | Taxa de alimentação (mm/rot) |
|---|---|---|
| Desbaste | 120-150 | Até 0,3 |
| Acabamento | 160-180 | 0.1-0.2 |
O guia da KEMING diz para alterar as definições de corte para cada trabalho. As suas máquinas CNC conseguem controlar muito bem estas definições. Isto ajuda a remover o metal mais rapidamente e mantém a superfície agradável.
Líquido de refrigeração e lubrificação
O líquido de refrigeração e a lubrificação são cruciais na maquinagem de aço inoxidável 304. Os sistemas de arrefecimento de alta pressão fornecem líquido de arrefecimento diretamente ao ponto de corte, arrefecendo a ferramenta e a peça de trabalho, quebrando as aparas e evitando a adesão das aparas. Os lubrificantes à base de óleo ajudam a aumentar as velocidades de corte e a prolongar a vida útil da ferramenta. Os lubrificantes à base de água ajudam a dissipar o calor e a obter um bom acabamento superficial. Os lubrificantes sintéticos e semi-sintéticos combinam as vantagens de ambos.
Se o nível de refrigerante for muito baixo ou a direção de pulverização for incorrecta, as limalhas aderem à ferramenta, levando a um desgaste acelerado da ferramenta e à formação de arestas postiças. O sistema de arrefecimento de alta pressão do Komin evita eficazmente a adesão das limalhas, protegendo a ferramenta e a peça de trabalho.
Reduzir o endurecimento do trabalho
O endurecimento por trabalho torna a maquinagem do aço inoxidável 304 mais difícil. Os maquinistas utilizam vários métodos para evitar esta situação. Mantêm forças de corte estáveis e utilizam ferramentas com um ângulo de inclinação positivo. Um bom arrefecimento e velocidades de corte moderadas ajudam a evitar o endurecimento excessivo da superfície. O corte contínuo e a fresagem trocoidal mantêm a ferramenta em movimento, reduzindo assim a temperatura.
| Grau | Teor de carbono | Caraterísticas de endurecimento por trabalho | Impacto na maquinabilidade |
|---|---|---|---|
| 304 | Mais alto | Fica duro rapidamente | As ferramentas desgastam-se mais rapidamente |
| 304L | Inferior | Torna-se difícil mais lentamente | Mais fácil de maquinar |
| 304H | Mais alto | Mais forte, mais frágil | Mais difícil de maquinar |
O guia da KEMING utiliza estas dicas. A sua equipa utiliza a fresagem de alta eficiência para controlar o calor e ajudar as ferramentas a durar mais tempo. Ao seguir estes passos, obtêm boas taxas de remoção e bons acabamentos em todas as peças de aço inoxidável.
Erros e correcções na maquinagem do aço inoxidável 304
Erros frequentes
Por vezes, os maquinistas cometem erros com o aço inoxidável 304. Estes erros podem partir ferramentas e desperdiçar material. Também dão um mau aspeto às superfícies. Os erros mais comuns são:
- Algumas pessoas copiam as definições de outras. Ajustes errados podem lascar as ferramentas e tornar as superfícies ásperas.
- Cortar demasiado fundo sem pensar na vida útil da ferramenta. Os cortes profundos produzem mais calor e desgastam as ferramentas rapidamente.
- Não é utilizado líquido de refrigeração suficiente. Sem refrigeração, as ferramentas ficam demasiado quentes e deixam de funcionar.
- A peça de trabalho não está bem fixa. Se a peça se mover, perde a precisão ou fica danificada.
Sugestão: O planeamento e a configuração cuidadosos podem impedir estes problemas antes de começar a maquinar.
Como evitá-los
Os operadores podem evitar estes erros utilizando bons métodos. A tabela seguinte apresenta uma lista de formas de maquinar melhor o aço inoxidável 304:
| Estratégia | Descrição |
|---|---|
| Otimização da geometria da ferramenta | Alterar os ângulos de inclinação e de alívio para reduzir as forças de corte e parar o endurecimento do trabalho. |
| Seleção de parâmetros de corte | Escolha a velocidade, o avanço e a profundidade corretos para manter as forças de corte estáveis e evitar o endurecimento. |
| Implementação da estratégia de arrefecimento | Utilize líquido de refrigeração de alta pressão ou refrigeração através da ferramenta para controlar o calor e remover as aparas. |
| Seleção de revestimentos de ferramentas | Escolha revestimentos como AlTiN ou TiCN para reduzir o atrito e ajudar as ferramentas a durar mais tempo. |
| Monitorização e ajustamento do processo | Verifique frequentemente o acabamento da superfície, o desgaste da ferramenta e a utilização da potência para detetar problemas atempadamente. |
Os maquinistas que utilizam estes passos podem poupar dinheiro em ferramentas. Também podem melhorar o aspeto das peças em aço inoxidável.
Maquinabilidade do aço inoxidável 304 vs 303
Muitos engenheiros consideram os aços inoxidáveis 304 e 303 quando fabricam peças. Estes dois tipos pertencem à mesma família, mas actuam de forma diferente quando maquinados. A principal razão é a sua composição química.
O aço inoxidável 303 tem mais enxofre do que o 304. O enxofre extra altera a forma como actua quando é cortado. O enxofre no 303 ajuda as aparas a partirem-se em pequenos pedaços. Estas limalhas curtas afastam-se rapidamente da ferramenta. Isto torna a maquinagem mais suave e permite que os trabalhadores cortem mais depressa. As ferramentas duram mais tempo e as superfícies ficam mais bonitas com o 303.
O aço inoxidável 304 tem menos enxofre. Não parte as limalhas tão facilmente. As limalhas são longas e podem enrolar-se à volta da ferramenta. Isto torna a maquinação mais difícil e pode tornar as coisas mais lentas. O 304 também endurece mais rapidamente quando é cortado. Isto pode desgastar as ferramentas rapidamente.
Segue-se um quadro simples que mostra as principais diferenças:
| Caraterística | Aço inoxidável 303 | Aço inoxidável 304 |
|---|---|---|
| Teor de enxofre | Mais alto | Inferior |
| Formação de aparas | Lascas curtas e quebradiças | Lascas longas e fibrosas |
| Classificação de maquinabilidade | Mais alto (mais fácil de maquinar) | Inferior (mais difícil de maquinar) |
| Endurecimento do trabalho | Menos | Mais |
| Acabamento da superfície | Mais suave | Podem ser necessários passos adicionais |
Nota: O 303 é mais fácil de maquinar devido à presença de mais enxofre, mas não resiste tão bem à ferrugem como o 304.
Ao escolher entre estes dois, os engenheiros pensam no que a peça vai fazer. Se pretenderem uma maquinagem fácil e um bom acabamento, escolhem o 303. Se necessitarem de uma melhor resistência à ferrugem, escolhem o 304, apesar de ser mais difícil de maquinar.
Melhorar o acabamento da superfície em aço inoxidável 304

Técnicas de acabamento de superfícies
Os maquinistas podem obter uma superfície altamente lisa no aço inoxidável 304 através de vários passos fundamentais. Primeiro, removem a maior parte do metal, deixando uma camada fina para o corte final. Esta camada fina tem normalmente uma espessura de 0,2 a 0,5 mm. Ajuda a proteger a superfície durante os processos de acabamento subsequentes. De seguida, recorrem à retificação para melhorar ainda mais a suavidade da superfície. A retificação pode atingir uma rugosidade superficial Ra de 0,4 a 0,8 micrómetros. Se for necessário um acabamento espelhado, é necessário polir com um disco de polimento de pano macio. O polimento pode atingir uma rugosidade de superfície Ra de 0,05 micrómetros.
Muitas fábricas de maquinagem utilizam métodos especiais de acabamento de superfícies para melhorar os resultados da maquinagem. O quadro seguinte apresenta alguns dos métodos mais utilizados:
| Tratamento de superfície | Descrição |
|---|---|
| Polimento | Torna a superfície brilhante e lisa. Também ajuda a manter as coisas limpas e com bom aspeto. |
| Passivação | Elimina a sujidade e cria uma camada que impede a ferrugem. |
| Jato de areia | Dá à superfície um aspeto baço. É bom para parar o brilho e para decoração. |
| Galvanoplastia | Adiciona uma fina camada de metal como o crómio ou o níquel. Isto faz com que a peça tenha um melhor aspeto e dure mais tempo. |
| Jateamento de esferas | Limpa e torna a superfície áspera para obter um aspeto acetinado ou mate. Também ajuda a peça a resistir ao desgaste. |
Sugestão: Utilize o polimento mecânico para peças brilhantes. Utilize tratamentos químicos como o electropolimento ou a decapagem para parar a ferrugem.
Eficiência da maquinagem CNC
As máquinas CNC ajudam os trabalhadores a obter sempre o mesmo acabamento suave em aço inoxidável 304. Com as definições corretas, podem fazer um acabamento padrão de Ra 1,6 micrómetros (63 µin). Para um melhor acabamento, as máquinas CNC podem atingir Ra 0,8 micrómetros (32 µin) se efectuarem mais passos. É possível obter um acabamento mais suave do que Ra 0,8 micrómetros, mas isso custa mais dinheiro.
| Tipo de acabamento | Valor Ra (µin) | Descrição |
|---|---|---|
| Padrão | 63 (Ra 1.6) | Isto consegue-se com uma maquinagem normal. |
| Prémio | 32 (Ra 0,8) | São necessários passos adicionais para este acabamento. |
| Inferior a Ra 0,8 | N/A | É possível obter este produto, mas é muito mais caro. |
Os trabalhadores alteram a velocidade, o avanço e o percurso da ferramenta para obterem o melhor acabamento. Também utilizam boas ferramentas e líquidos de refrigeração. Estes passos ajudam a tornar a superfície lisa e ajudam as ferramentas a durar mais tempo. A maquinagem CNC permite que as empresas façam todas as peças de aço inoxidável da mesma forma de cada vez.
O aço inoxidável 304 pode ser maquinado se os trabalhadores utilizarem boas ferramentas e passos. Os trabalhadores precisam de conhecer os problemas inerentes a este material. A utilização de um guia de maquinagem simples ajuda-os a fazer um trabalho melhor. Muitas indústrias utilizam o aço inoxidável porque produz peças fortes e fiáveis. Para obterem os melhores resultados, podem obter ajuda de especialistas como a KEMING. A KEMING fornece ajuda avançada para projectos de maquinação em aço inoxidável.
FAQ
Quais são as principais utilizações do aço inoxidável 304?
Os engenheiros utilizam o aço inoxidável 304 para fabricar utensílios de cozinha, equipamento de processamento de alimentos e dispositivos médicos. Este material é resistente à ferrugem e duradouro.
O aço inoxidável 304 é fácil de soldar?
Sim. Os trabalhadores podem soldar aço inoxidável 304 utilizando os métodos de soldadura mais comuns. Após a soldadura, o material mantém a sua resistência.
Porque é que o aço inoxidável 304 produz aparas longas durante a maquinagem?
Este material tem uma ductilidade elevada. Tende a dobrar-se em vez de se partir. Isto resulta em aparas longas e em forma de tira aquando do corte.
Como é que o aço inoxidável 304 se compara ao aço inoxidável 316?
O aço inoxidável 304 é menos dispendioso e adequado para a maioria das necessidades de maquinagem. O aço inoxidável 316 contém mais níquel e molibdénio. Tem uma melhor resistência química, mas é mais difícil de maquinar.
Que factores contribuem para um melhor acabamento superficial das peças em aço inoxidável 304?
Os trabalhadores utilizam ferramentas afiadas, trabalham a baixas velocidades e utilizam um bom líquido de refrigeração. Estas medidas podem tornar a superfície das peças mais lisa.



