Moulage en mousse perdue Le moulage à mousse perdue (également appelé moulage à mousse perdue ou moulage par évaporation, communément appelé moulage en styromousse par les petites fonderies) est un procédé de moulage de métal proche de la forme en filet qui utilise de la mousse EPS de polystyrène expansible pour les modèles de moulage à mousse perdue et du sable sec non lié pour produire des composants métalliques complexes et de haute précision. Formalisé pour la première fois dans les années 1950, le procédé de moulage à mousse perdue permet de réduire les déchets de production et d'améliorer la stabilité dimensionnelle. Il est largement utilisé pour la fabrication de blocs moteurs, de logements de pompes, de carters automobiles et de pièces de machines industrielles générales.
Principaux enseignements
- Le moulage en mousse perdue permet de fabriquer efficacement des pièces métalliques de haute précision et de réduire les déchets de production. C'est pourquoi les applications du moulage en mousse perdue couvrent de nombreux secteurs de l'industrie lourde.
- Le processus complet de moulage en mousse perdue se décompose en quatre étapes principales : fabrication du modèle de mousse, préparation du moulage en mousse perdue, coulée du métal en fusion, refroidissement et démoulage des composants finis.
- Cette technologie de formage permet d'obtenir des pièces structurelles complexes avec une finition de surface supérieure, répondant aux exigences de production courantes, de l'automobile à l'aérospatiale.
- Le sable de fonderie recyclable utilisé dans les moules à mousse perdue rend également l'ensemble du moulage par évaporation respectueux de l'environnement et réduit la production de déchets industriels.
Qu'est-ce que le procédé de moulage en mousse perdue ?
Également nommé moulage par évaporation ou moulage par évaporation, le moulage à mousse perdue s'appuie sur une mousse spécialisée pour produire des pièces moulées de dimensions précises avec une finition de surface lisse de première qualité.
Comment fonctionne le procédé de moulage en mousse perdue ?
La plupart des débutants qui cherchent à savoir comment fonctionne le moulage en mousse perdue peuvent apprendre la logique de fonctionnement de base ci-dessous :
La production commence par la fabrication de prototypes à partir de mousse dédiée au moulage à mousse perdue, principalement du polystyrène expansible (EPS), personnalisable par découpage et épissage pour obtenir des produits finis aux contours complexes. Après avoir terminé le modèle de mousse de type styrofoam, les opérateurs fixent la pièce à l'intérieur d'un flacon et remplissent l'espace environnant avec du sable sec non lié pour construire des moules complets en mousse perdue.
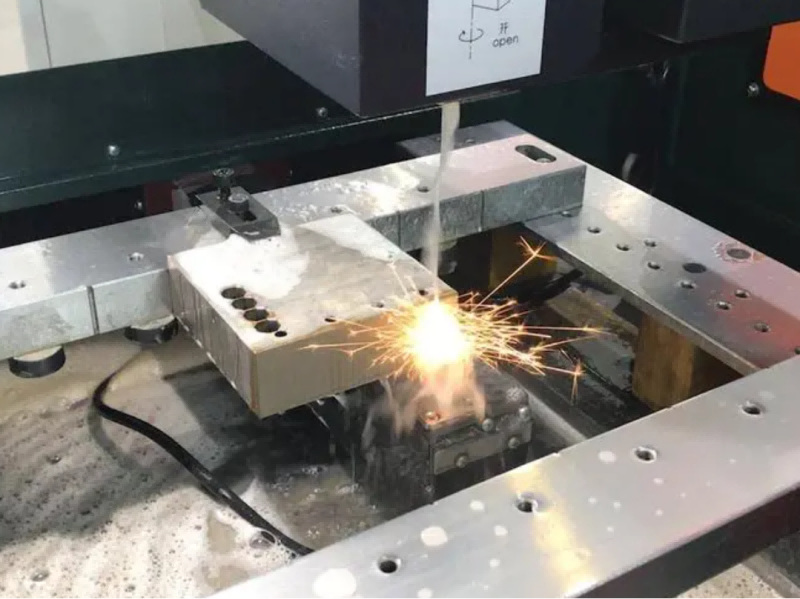
Après compactage du moule, l'alliage en fusion à haute température est versé dans la cavité prédéfinie ; la chaleur extrême de la coulée vaporise instantanément le motif EPS incorporé - c'est le principe fondamental de la coulée par évaporation. Le métal en fusion remplit la cavité laissée vacante par la mousse vaporisée et se solidifie à l'intérieur du sable sec. Les fabricants séparent le sable recyclé des ébauches coulées pour obtenir des pièces finies de moulage en mousse perdue après refroidissement complet.
Procédures de base de la coulée de mousse perdue
- Fabrication de modèles : Fabrication de prototypes en double exemplaire avec de la mousse standard pour le moulage à mousse perdue (polystyrène EPS) ; pré-revêtement des surfaces avec un revêtement spécial pour le moulage à mousse perdue, également appelé revêtement réfractaire pour le moulage à mousse perdue, afin d'éviter les défauts d'adhérence du sable.
- Assemblage du moule : Insérer les modèles en mousse enduite dans les flacons et compacter le sable sec non lié pour terminer l'installation de moulage en mousse perdue.
- Coulée de métal en fusion : L'alliage en fusion à haute température est introduit dans la cavité du moule ; le modèle EPS incorporé se vaporise en même temps que le métal.
- Refroidissement et démoulage : Maintenir l'alliage fondu complètement solidifié avant le retrait du sable par secouage pour les pièces coulées brutes.
Refroidissement et démoulage : Maintenir l'alliage fondu complètement solidifié avant le retrait du sable par secouage pour les pièces coulées brutes.
Le polystyrène expansé reste la mousse brute dominante pour le moulage à mousse perdue, se vaporisant rapidement sous la chaleur du métal fondu pour former des cavités de moulage intactes. Les gaz de pyrolyse non gérés provenant de la décomposition de la mousse provoquent facilement des trous d'épingle et une mauvaise texture de la surface, ce qui nécessite un contrôle strict des paramètres tout au long du processus de moulage par évaporation.
Contrairement au moulage en sable vert conventionnel avec des motifs fendus réutilisables, la mousse vaporisable jetable fait du moulage en mousse perdue l'option préférée pour les composants industriels complexes et irréguliers dans les secteurs de l'automobile, de la marine et des machines agricoles, ce qui explique en grande partie la croissance rapide des applications du moulage en mousse perdue.
Matériaux et outils du moulage en mousse perdue

Motifs en mousse
La plupart des fabricants utilisent des particules de polystyrène expansé ou de copolymère pour fabriquer des modèles de moulage. Les particules brutes sont chauffées et expansées à l'intérieur de moules en aluminium pour former des prototypes solides intégrés avec des détails fins. Pour les pièces surdimensionnées, les ouvriers joignent plusieurs modules de mousse pour former des modèles complets. Tous les modèles en mousse se vaporisent entièrement après la coulée du métal en fusion.
Moules en sable sec
Le sable sec non lié est utilisé pour stabiliser les modèles en mousse pendant la coulée. Le sable en vrac peut s'écouler librement pour remplir chaque coin autour des modèles après le compactage par vibration, sans nécessiter de liants ou d'additifs chimiques supplémentaires. Le moule en sable conserve une résistance suffisante pendant la coulée du métal, et le sable utilisé peut être recyclé à plusieurs reprises après le démoulage pour réduire les coûts de production.
Matériaux métalliques applicables
Le moulage à mousse perdue prend en charge divers alliages bruts, le moulage à mousse perdue de l'aluminium étant l'application commerciale la plus courante :
| Type de métal | Applications |
|---|---|
| Alliages d'aluminium | Blocs moteurs, culasses, supports |
| Fers à repasser | Corps de pompe, corps de vanne, composants de machines |
| Aciers moulés | Pièces automobiles, tuyaux, pièces de machines |
| Alliages spéciaux | Aérospatiale, électronique, composants électriques |
Paramètres du processus de moulage en mousse perdue et mise en service du moule

Conception de modèles
En tant qu'étape initiale de la production, la conception du modèle détermine la précision globale des pièces moulées. Les ingénieurs doivent prendre en considération de nombreux facteurs pratiques : optimiser la structure de la carotte pour assurer un remplissage rapide du moule et éviter l'emprisonnement de l'air ; réserver des canaux d'échappement raisonnables pour évacuer les gaz de décomposition en douceur ; contrôler la vitesse de remplissage du métal pour éviter les défauts de formage ; ajuster le gradient thermique pour garantir un écoulement régulier du métal et un formage complet de la forme.
Mise en service des moules
Une configuration raisonnable du moule est essentielle pour éviter les défauts de coulée. Les spécifications des opérations normalisées sont les suivantes :
| Aspect | Recommandation | Raison d'être |
|---|---|---|
| Conception de la grille | Utiliser le fond de cuve avec des carottes/canons réfractaires | Réduit la charge de gaz, stabilise le débit, conserve la chaleur |
| Température de coulée | Diminution de 20 à 40°C par rapport à la coulée standard | Ralentit la décomposition de la mousse, se synchronise avec l'avancement du métal |
| Pression négative | Gamme modérée (-0,035 à -0,025 MPa) | Prévient les infiltrations excessives de gaz et l'instabilité des moisissures |
| Vitesse d'écoulement | Séquence lent-rapide-lent, sans interruption | Assure la stabilité de la tête métallique et réduit les turbulences |
| Épaisseur du revêtement | 1-1,5 mm, application uniforme | Assure une perméabilité adéquate sans affaiblissement |
Les techniciens doivent réguler avec précision le remplissage du moule et la solidification du métal afin d'éliminer les cavités de retrait, les trous d'air et les défauts de pliage, avec une gestion thermique spécialement optimisée pour les pièces de grande taille et à parois épaisses.
Coulée de métal en fusion
Les différents matériaux correspondent à des températures de coulée adaptées :
| Matériau | Température de coulée (°C) |
|---|---|
| Général | 700 - 1600 |
| Aluminium | 660 |
| Le fer | 1400 |
Le métal est versé régulièrement, ce qui entraîne l'évaporation de la mousse. Le contrôle de la coulée permet de s'assurer que le métal en fusion atteint toutes les zones du moule.
Refroidissement et finition
Le refroidissement et la finition sont les dernières étapes du moulage. Le métal refroidit à l'intérieur du moule en sable. Le temps de refroidissement modifie la qualité et la résistance de la pièce :
Les échantillons refroidis à l'eau sont plus résistants que les échantillons refroidis à l'air.
Un refroidissement plus rapide permet d'obtenir des microstructures plus fines et de meilleures propriétés.
Des taux de solidification plus élevés permettent d'obtenir des grains plus petits et des pièces plus résistantes.
La solidification rapide peut rendre les pièces plus résistantes, mais elle peut entraîner un rétrécissement dans les formes délicates.
Après refroidissement, les ouvriers enlèvent le sable et nettoient la pièce. Ils vérifient la taille et l'état de surface :
| Attribut | Valeur |
|---|---|
| Rugosité de la surface (Ra) | 6,3 - 12,5 µm |
| Tolérance dimensionnelle typique | ± 0,5 - 1,0 mm |
Les étapes de finition peuvent comprendre l'ébarbage, l'usinage ou le polissage. Ces étapes permettent de s'assurer que la pièce moulée répond aux spécifications requises et qu'elle est prête à être utilisée.
Avantages et inconvénients du moulage en mousse perdue
Avantages de la coulée de mousse perdue
Production de pièces complexes, en une seule pièce, sans noyau ni plan de joint Précision dimensionnelle élevée, réduction du travail d'usinage Finition de surface lisse Faibles déchets de matériaux et taux élevé de recyclage du sable Coût d'outillage inférieur à celui du moulage à la cire perdue Cycles de production et délais d'exécution plus courts Convient à l'aluminium, au fer, à l'acier et aux alliages
Inconvénients de la coulée de mousse perdue
Les modèles en mousse sont fragiles et doivent être manipulés avec précaution Coût d'outillage initial élevé (idéal pour les volumes moyens à élevés) Nécessite un contrôle strict de la vitesse et de la température de coulée Le gaz de décomposition de la mousse peut entraîner des défauts mineurs s'il n'est pas contrôlé
| Inconvénient | Description |
|---|---|
| Faible intensité du motif | Les motifs en mousse peuvent se casser ou se plier, les travailleurs doivent donc être prudents. |
| Investissement initial élevé | Les moules en aluminium sont coûteux, c'est pourquoi cette méthode est plus adaptée à la fabrication de nombreuses pièces. |
| Contrôle rigoureux des processus | Les travailleurs doivent bien contrôler le processus pour éviter les trous et les plis. |
| Limites de performance | La mousse qui se transforme en gaz peut produire des trous minuscules et des pièces plus fragiles. |
Moulage en mousse perdue et autres procédés
Le moulage en mousse perdue est différent du moulage en sable et du moulage à la cire perdue. Le moulage en sable coûte moins cher parce qu'il utilise des moules simples et moins d'étapes. Le moulage à mousse perdue est plus coûteux car il nécessite une mousse spéciale et des travailleurs qualifiés. Mais il est moins coûteux lorsqu'il s'agit de fabriquer de nombreuses pièces. Le moulage à la cire perdue coûte encore plus cher en termes d'outillage et n'est donc pas adapté aux gros travaux. Le moulage en mousse perdue utilise moins d'eau et d'énergie que le moulage en sable vert. Elle produit moins de déchets et moins de fumées nocives. Le sable peut être réutilisé et il y a moins de gaz. Le moulage à mousse perdue nécessite moins d'étapes, fait gagner du temps et permet de réaliser des formes difficiles à obtenir avec les anciennes méthodes. Les fonderies professionnelles proposent à la fois le moulage par évaporation et le moulage à la cire perdue afin d'aider les clients à choisir les voies de production optimales pour les composants personnalisés.
Techniques du procédé de moulage en mousse perdue
Sécurité
La sécurité est très importante dans la coulée de mousse perdue. Les travailleurs doivent se protéger et protéger leur zone de travail. Ils font plusieurs choses pour rester en sécurité. Ils portent des vêtements spéciaux, des gants, des écrans faciaux et des chaussures solides lorsqu'ils travaillent avec du métal chaud. Une bonne circulation de l'air et des ventilateurs aident à se débarrasser des mauvaises fumées. Les travailleurs lisent les fiches de sécurité avant d'utiliser les modèles et les matériaux de revêtement. Ils veillent à ce que la pièce soit remplie d'air frais. Lorsqu'ils manipulent du sable sec, les travailleurs portent des masques anti-poussière. Ils utilisent des moyens pour empêcher la poussière de se répandre dans l'air. Les produits inflammables sont conservés dans des endroits sûrs. Les extincteurs sont à proximité. Tout le monde sait comment quitter le bâtiment en cas d'incendie.
Conseil : la formation permet aux travailleurs de connaître les dangers et de savoir comment rester en sécurité.
Erreurs courantes
Le tableau ci-dessous énumère quelques erreurs courantes, leur origine et la manière de les corriger :
| Description de l'erreur | Causes | Contre-mesures |
|---|---|---|
| L'intérieur ne fond pas bien mais a l'air bien | Pas assez de chauffage ou peu de vapeur ; bourrelets trop secs ou trop chauds | Utiliser davantage de vapeur et de chaleur ; surveiller le séchage et le chauffage des perles |
| L'intérieur est mal fixé et ne colle pas bien | Les perles ne sont pas remplies uniformément ; pas assez de chaleur ou de temps | Mieux remplir les bourrelets, utiliser plus de vapeur et chauffer plus longtemps |
| La forme n'est pas complète ou claire | Le moule n'est pas entièrement rempli ; les trous d'air ne sont pas bien placés | Mieux remplir le moule et modifier la pression de l'air ; corriger la conception du moule |
| Le motif fond trop | Trop de vapeur ou chauffage trop long | Utiliser moins de vapeur et chauffer moins longtemps |
| Grandes taches de rétrécissement | Moule chauffé trop longtemps ou trop chaud ; refroidi trop rapidement | Chauffer moins longtemps ou baisser le feu ; refroidir plus lentement |
| Petites taches de rétrécissement | Les perles ne sont pas alimentées uniformément ; le moule n'est pas bien conçu | Alimentation régulière des billes ; amélioration de la conception des moules |
Conseils pour les débutants
Si vous êtes novice en matière de moulage en mousse perdue, ces conseils peuvent vous aider. Choisissez de la mousse EPS parce qu'elle conserve sa forme et qu'elle est simple à utiliser. Enduisez uniformément la mousse d'un revêtement réfractaire pour la fonte à mousse perdue avant de la remplir de sable, un conseil clé pour les débutants qui cherchent à savoir comment utiliser le revêtement pour la fonte à mousse perdue. Ajoutez des évents ou des colonnes montantes pour que le gaz puisse s'échapper lors de la coulée du métal. Nettoyez le modèle de mousse avant de l'utiliser. Choisissez de la mousse EPS qui peut être réutilisée pour préserver l'environnement.
De nouvelles idées dans le domaine du moulage en mousse perdue permettent de fabriquer de meilleures pièces et d'utiliser de meilleurs matériaux. Cette méthode permet de réaliser des formes délicates et de réduire les déchets. C'est pourquoi de nombreuses usines l'utilisent volontiers.
Le moulage en mousse perdue est spécial parce qu'il permet de créer des formes dures. Il n'a pas besoin de noyaux ou de plans de joint. Cette méthode permet d'obtenir des surfaces très lisses et une bonne précision. Les usines peuvent fabriquer des pièces plus rapidement et dépenser moins d'argent. Il y a également moins de déchets. Des fonderies bien équipées, dotées de lignes de production automatisées, produisent des pièces de haute précision grâce à des technologies de moulage par évaporation et de moulage à mousse perdue qui ont fait leurs preuves, pour des acheteurs de tous les secteurs.
| Bénéfice | Résultat |
|---|---|
| Formes complexes | Pièces moulées en une seule pièce |
| Réduction des coûts | 20-40% économies d'outillage |
| Une production plus rapide | 30-50% délais plus courts |
| Haute précision | Tolérances serrées, moins d'usinage |
| Processus durable | Moins de déchets, moins d'énergie |
FAQ
Qu'est-ce qui différencie le moulage en mousse perdue du moulage en sable ?
Le moulage en mousse perdue diffère du moulage en sable dans la mesure où le modèle de mousse s'évapore pendant la coulée, ce qui permet d'obtenir des formes plus complexes et des finitions plus lisses.
Le moulage en mousse perdue permet-il de fabriquer des pièces de grande taille ?
Oui, le moulage en mousse perdue permet de produire des pièces de petite et de grande taille. Les usines utilisent souvent cette méthode pour les blocs moteurs, les corps de pompe et d'autres gros composants.
Quels sont les métaux qui se prêtent le mieux au moulage en mousse perdue ?
Le moulage en mousse perdue fonctionne bien avec l'aluminium, la fonte et l'acier. Certaines usines utilisent également des alliages spéciaux pour l'aérospatiale et l'électronique.
Comment KEMING assure-t-il la qualité des moulages en mousse perdue ?
KEMING procède à des contrôles de qualité stricts. Ils testent la dureté, la résistance du matériau et la finition de la surface. L'équipe utilise des machines de pointe pour s'assurer que chaque pièce répond à des normes élevées.