
Rostfreier Stahl 304 kann zu verschiedenen Formen und Teilen verarbeitet werden, um ein breites Spektrum an industriellen Anforderungen zu erfüllen. Ingenieure verlassen sich auf die Bearbeitbarkeit von rostfreiem Stahl 304 für Anwendungen in Küchengeräten, Lebensmittelverarbeitungsanlagen und Lagertanks. Die Vielseitigkeit dieses Materials bedeutet, dass Edelstahl 304 zu medizinischen Geräten, Automobilverkleidungsteilen und Auspuffanlagen verarbeitet werden kann. Er kann auch für Flugzeugteile, chemische Verarbeitungsanlagen und Schiffsplattformen verwendet werden.
Wichtigste Erkenntnisse
- Edelstahl 304 hat eine breite Palette von Anwendungen. Er kann zu Produkten wie Küchengeräten und medizinischen Geräten verarbeitet werden.
- Faktoren wie Härte, Zugfestigkeit und Hitzebeständigkeit des Materials beeinflussen die Leichtigkeit der Bearbeitung von rostfreiem Stahl 304.
- Die Verwendung der richtigen Schneidwerkzeuge und Schneidparameter ist für eine gute Bearbeitung entscheidend. Dies trägt zur Verlängerung der Werkzeugstandzeit bei und führt zu glatteren bearbeiteten Oberflächen.
- Kaltverfestigung ist ein Problem bei der Bearbeitung von rostfreiem Stahl 304. Die Arbeiter sollten scharfe Werkzeuge verwenden und sie kühl halten, um dieses Problem zu entschärfen.
- Die Wahl des richtigen Kühl- und Schmiermittels kann die Bearbeitungsergebnisse verbessern und die Lebensdauer der Werkzeuge verlängern.
Warum kann rostfreier Stahl 304 maschinell bearbeitet werden?
Faktoren der Bearbeitbarkeit
Mehrere Faktoren beeinflussen die Bearbeitbarkeit von rostfreiem Stahl 304. Die Ingenieure prüfen diese Faktoren, bevor sie mit der Bearbeitung beginnen. Einer dieser Faktoren ist die Härte des Materials. Wenn das Material sehr hart ist, verschleißt das Werkzeug schneller. Außerdem erfordern härtere Materialien leistungsfähigere Werkzeugmaschinen. Ein weiterer Faktor ist die Zugfestigkeit. Wenn die Zugfestigkeit hoch ist, lässt sich das Material schwerer schneiden. Die Wahrscheinlichkeit, dass es bricht, ist geringer, aber das Schneiden wird schwieriger. Die Wärmeleitfähigkeit ist ebenfalls wichtig. Sie gibt an, wie effizient die Wärme von der Schnittstelle abgeleitet wird. Wenn die Wärmeleitfähigkeit niedrig ist, konzentriert sich die Wärme an einer Stelle. Dies kann das Werkzeug beschädigen und die Qualität des Endprodukts beeinträchtigen. Auch das verwendete Schneidewerkzeug ist wichtig. Die Form, die Beschichtung und die Art des Werkzeugs beeinflussen die Leichtigkeit der Bearbeitung. Auch die Glätte der Oberfläche wirkt sich auf die Leichtigkeit der Bearbeitung aus. Wenn das Projekt eine sehr glatte Oberfläche erfordert, sind mehr Zeit und spezielle Bearbeitungsschritte nötig.
- Härte des Materials
- Zugfestigkeit
- Wärmeleitfähigkeit
- Auswahl der Werkzeuge
- Anforderungen an die Oberflächenbeschaffenheit
Die Bewertung der Bearbeitbarkeit hilft beim Vergleich verschiedener nichtrostender Stähle. Die folgende Tabelle zeigt, wie sich 304 von anderen Typen unterscheidet:
| Rostfreier Stahl | Bewertung der Bearbeitbarkeit | Merkmale |
|---|---|---|
| 304 | 45% | Zäher, macht lange Späne, kann bei der Bearbeitung härter werden |
| 303 | 78% | Leichtere Bearbeitung, kurze Späne, längere Lebensdauer der Werkzeuge |
| 316 | 40% | Wie 304, aber wegen der zusätzlichen Elemente schwieriger zu bearbeiten |
Materialeigenschaften
Edelstahl 304 verfügt über mehrere Eigenschaften, die seine Bearbeitung erleichtern. Er hat eine ausgezeichnete Dehnbarkeit, so dass er gebogen und gedehnt werden kann, ohne zu brechen. Aufgrund seiner mäßigen Härte kann er mit den meisten Werkzeugmaschinen bearbeitet werden. Geglühter rostfreier Stahl 304 ist nichtmagnetisch. Seine austenitische Struktur verleiht dem rostfreien Stahl 304 eine hohe Zähigkeit und Duktilität. Aufgrund dieser Struktur härtet das Material während der Bearbeitung schnell aus, wodurch sich der Werkzeugverschleiß beschleunigt. Während der Bearbeitung nimmt die Oberflächenhärte von Edelstahl 304 aufgrund der plastischen Verformung um 50% bis 60% zu. Dies ist noch stärker ausgeprägt, wenn das Werkzeug stumpf wird. Bei diesem Werkstoff fallen in der Regel lange, feine Späne an. Zur Kontrolle dieser Späne werden in der Regel Spanbrecher eingesetzt.
Die Elemente des Edelstahls 304 beeinflussen die Spanbildung. Edelstahl 304 erzeugt in der Regel lange Späne, so dass die Bediener besonders vorsichtig sein müssen. Bei Edelstahl 303 fallen kürzere Späne an, die leichter zu handhaben sind. Die Bearbeitung von rostfreiem Stahl 304 erfordert mehr Sorgfalt. Aufgrund seiner geringen Wärmeleitfähigkeit konzentriert sich die Wärme in der Nähe des Schneidbereichs. Dadurch wird das Werkzeug weicher und die Materialeigenschaften verändern sich. Manchmal können sich an der Werkzeugoberfläche Aufbauschneiden bilden. Dadurch wird die Oberfläche aufgeraut und der Werkzeugverschleiß beschleunigt.
Herausforderungen bei der Bearbeitung von Edelstahl 304

Arbeitsverhärtung
Kaltverfestigung ist ein großes Problem bei der Bearbeitung von rostfreiem Stahl 304. Während des Schneidens härtet das Material allmählich aus. Durch die plastische Verformung verändert sich die Oberfläche. Die Oberflächenkörner werden feiner, was zu einer höheren Härte führt. Dadurch bildet sich schließlich eine Zähigkeitsschicht, die die Bearbeitung weiter erschwert. In der nachstehenden Tabelle sind die wichtigsten Gründe aufgeführt:
| Mechanismus | Beschreibung |
|---|---|
| Plastische Verformung | Das Material verändert seine Form, was es härter macht. |
| Verfeinerung der Oberflächengüte | Die Körner auf der Oberfläche werden kleiner und machen sie härter. |
| Bildung einer gehärteten Schicht | Es bildet sich eine zähe Schicht, die das Schneiden erschwert. Außerdem verschleißt sie die Werkzeuge schneller. |
Die Bediener benötigen scharfe Werkzeuge und angemessene Schnittgeschwindigkeiten, um ein Aushärten des Werkstücks zu verhindern. Coming verwendet fortschrittliche CNC-Bearbeitung Technologie zur Steuerung der Werkzeugwege, wodurch Probleme mit der Kaltverfestigung verringert werden.
Werkzeugverschleiß und Wärmeentwicklung
Bei der Bearbeitung von rostfreiem Stahl 304 kommt es zu einem schnellen Werkzeugverschleiß. Dieses Material ist sehr dehnbar und hat eine schlechte Wärmeableitung, was dazu führt, dass sich die Wärme in der Nähe des Schneidpunkts ansammelt. Ungefähr 70-80% der Wärme verbleiben im Schneidbereich. Ohne Kühlung kann die Temperatur der Werkzeugspitze 800°C übersteigen. Diese hohe Temperatur beschleunigt den Werkzeugverschleiß und kann zu Rissen in den Hartmetalleinsätzen führen. In der folgenden Tabelle sind häufige Probleme aufgeführt:
| Herausforderung | Beschreibung |
|---|---|
| Werkzeugverschleiß | Die Werkzeuge verschleißen durch die Hitze und das zähe Material schnell. |
| Aufgebaute Kantenformung | Das Material bleibt am Werkzeug haften und beeinträchtigt die Oberflächengüte und Genauigkeit. |
Im Vergleich zu kohlenstoffarmem Stahl haben Werkzeuge aus rostfreiem Stahl 304 eine 30% bis 40% kürzere Lebensdauer. Sie unterliegen einem stärkeren Flankenverschleiß und sind anfälliger für Aufbauschneidenbildung. Komin verwendet Hochdruck-Kühlmittel und eine strenge Prozesskontrolle, um die Kühlung der Werkzeuge zu gewährleisten und die Lebensdauer zu verlängern.
Ist rostfreier Stahl 304 schwer zu bearbeiten?
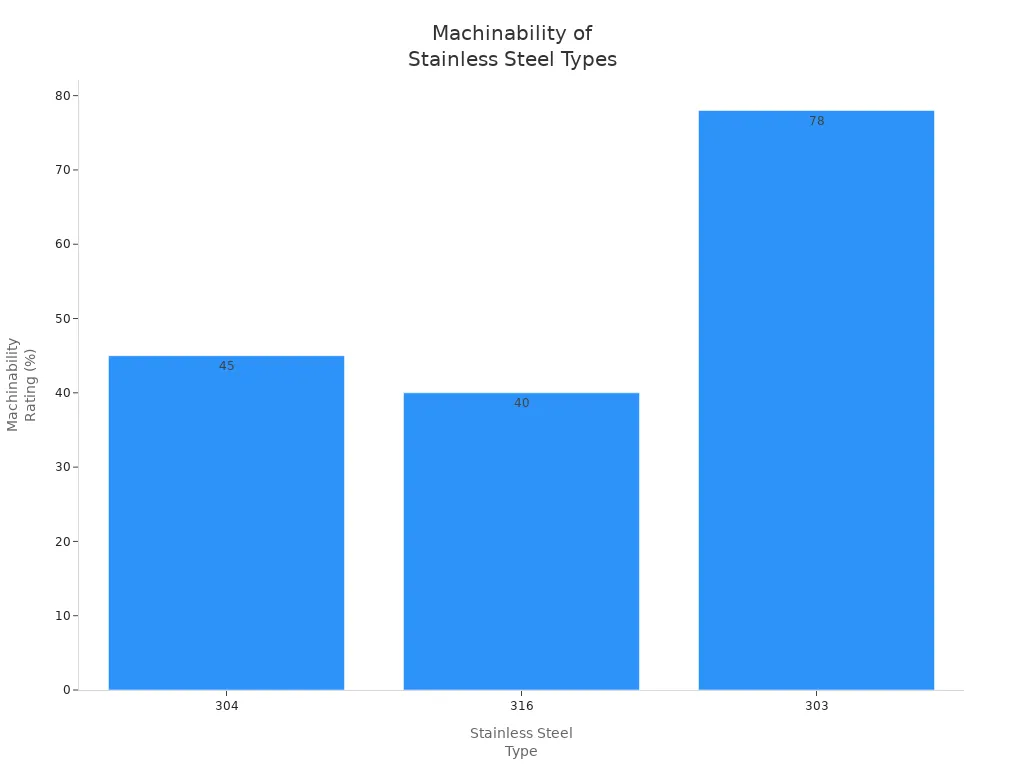
Nichtrostender Stahl 304 ist schwieriger zu bearbeiten als viele andere Arten von nichtrostendem Stahl. 304 hat eine Bearbeitbarkeitseinstufung von 45%. 316 hat eine Zerspanbarkeit von 40%. 304L hat fast die gleiche Bearbeitbarkeit wie 304. 303 ist mit einer Bewertung von 78% wesentlich besser zerspanbar. Die nachstehende Tabelle zeigt diese Werte:
Leitfaden für die Bearbeitung von rostfreiem Stahl 304
Auswahl der Werkzeuge
Die Wahl des richtigen Werkzeugs ist für die Bearbeitung von rostfreiem Stahl 304 entscheidend. Viele Zerspaner wählen Hartmetallwerkzeuge mit speziellen Beschichtungen (wie TiAlN oder TiCN). Diese Beschichtungen tragen dazu bei, die Lebensdauer der Werkzeuge zu verlängern und sie vor hohen Temperaturen zu schützen. Zerspanungsmechaniker verwenden in der Regel Spanbrechernuten, um die Spanbildung zu kontrollieren. Spanbrechernuten brechen lange Späne in kleinere Stücke, was das Schneiden erleichtert und den Bearbeitungsbereich sauber hält. Darüber hinaus verlängern Spanbrechernuten auch die Lebensdauer der Werkzeuge.
| Art der Beschichtung | Vorteile | Beste Anwendungen |
|---|---|---|
| AlTiN | Hält Hitze gut aus, sehr hart | Hochgeschwindigkeitsbearbeitung |
| TiCN | Langsame Abnutzung, weniger Reibung | Mittelschwere Aufgaben |
| ZrN | Bleibt stabil, verhindert Kantenbildung | Abschließende Arbeiten |
| TiAlN | Sehr gut oxidationsbeständig | Starkes Schruppen |
KEMING setzt fortschrittliche CNC-Maschinen ein und wählt für jede Aufgabe die besten Werkzeuge aus. Dies hilft ihnen, qualitativ hochwertige Teile herzustellen.
Schnittparameter
Die Wahl der richtigen Schnittgeschwindigkeit und des Vorschubs ist entscheidend. Diese Parameter tragen zum effizienten Materialabtrag und zur Verlängerung der Werkzeugstandzeit bei. Beim Schruppen verwendet der Bediener eine niedrigere Schnittgeschwindigkeit und einen höheren Vorschub, um mehr Metall zu entfernen; beim Schlichten werden eine höhere Schnittgeschwindigkeit und ein niedrigerer Vorschub verwendet, um eine glatte Oberfläche zu erzielen.
| Art der Bearbeitung | Schnittgeschwindigkeit (m/min) | Vorschubgeschwindigkeit (mm/Umdrehung) |
|---|---|---|
| Aufrauen | 120-150 | Bis zu 0,3 |
| Fertigstellung | 160-180 | 0.1-0.2 |
In der Anleitung von KEMING steht, dass man die Schneideinstellungen für jeden Auftrag ändern soll. Ihre CNC-Maschinen können diese Einstellungen sehr gut steuern. So lässt sich das Metall schneller entfernen und die Oberfläche bleibt schön.
Kühlmittel und Schmierung
Kühlmittel und Schmierung sind bei der Bearbeitung von rostfreiem Stahl 304 von entscheidender Bedeutung. Hochdruck-Kühlsysteme leiten Kühlmittel direkt an die Schnittstelle, kühlen Werkzeug und Werkstück, brechen Späne auf und verhindern das Anhaften von Spänen. Schmiermittel auf Ölbasis erhöhen die Schnittgeschwindigkeit und verlängern die Standzeit der Werkzeuge. Schmiermittel auf Wasserbasis helfen bei der Wärmeableitung und sorgen für eine gute Oberflächengüte. Synthetische und halbsynthetische Schmiermittel vereinen die Vorteile beider Varianten.
Ist der Kühlmittelstand zu niedrig oder die Sprührichtung falsch, bleiben Späne am Werkzeug haften, was zu beschleunigtem Werkzeugverschleiß und Aufbauschneidenbildung führt. Das Hochdruck-Kühlsystem von Komin verhindert wirksam das Anhaften von Spänen und schützt sowohl das Werkzeug als auch das Werkstück.
Verringerung der Arbeitsverhärtung
Die Kaltverfestigung erschwert die Bearbeitung von rostfreiem Stahl 304. Um dies zu vermeiden, wenden Zerspaner verschiedene Methoden an. Sie sorgen für stabile Schnittkräfte und verwenden Werkzeuge mit einem positiven Spanwinkel. Eine gute Kühlung und moderate Schnittgeschwindigkeiten tragen dazu bei, eine übermäßige Oberflächenhärtung zu verhindern. Kontinuierliches Schneiden und trochoidales Fräsen halten das Werkzeug in Bewegung und senken so die Temperatur.
| Klasse | Kohlenstoffgehalt | Merkmale der Arbeitshärtung | Bearbeitbarkeit Auswirkungen |
|---|---|---|---|
| 304 | Höher | Wird schnell hart | Werkzeuge verschleißen schneller |
| 304L | Unter | Wird langsamer hart | Leichter zu bearbeiten |
| 304H | Höher | Stärker, spröder | Schwerer zu bearbeiten |
Der Leitfaden von KEMING enthält diese Tipps. Das Team verwendet Hochleistungsfräsen, um die Hitze zu kontrollieren und die Lebensdauer der Werkzeuge zu verlängern. Wenn sie diese Schritte befolgen, erzielen sie gute Abtragsraten und schöne Oberflächen auf jedem Edelstahlteil.
Fehler bei der Bearbeitung von Edelstahl 304 und deren Behebung
Häufige Fehler
Bei der Bearbeitung von rostfreiem Stahl 304 unterlaufen den Bearbeitern manchmal Fehler. Diese Fehler können zu Werkzeugbruch und Materialverschwendung führen. Außerdem lassen sie die Oberflächen schlecht aussehen. Die häufigsten Fehler sind:
- Manche Leute kopieren Einstellungen von anderen. Falsche Einstellungen können Werkzeuge beschädigen und raue Oberflächen erzeugen.
- Zu tiefe Schnitte ohne Rücksicht auf die Lebensdauer des Werkzeugs. Tiefe Schnitte erzeugen mehr Hitze und verschleißen die Werkzeuge schnell.
- Es wird nicht genügend Kühlmittel verwendet. Ohne Kühlung werden die Werkzeuge zu heiß und funktionieren nicht mehr.
- Das Werkstück ist nicht fest eingespannt. Wenn sich das Teil bewegt, verliert es an Genauigkeit oder wird beschädigt.
Tipp: Eine sorgfältige Planung und Einrichtung kann diese Probleme verhindern, bevor Sie mit der Bearbeitung beginnen.
Wie man sie vermeidet
Die Bediener können diese Fehler vermeiden, indem sie gute Methoden anwenden. In der nachstehenden Tabelle sind Möglichkeiten zur besseren Bearbeitung von Edelstahl 304 aufgeführt:
| Strategie | Beschreibung |
|---|---|
| Optimierung der Werkzeuggeometrie | Ändern Sie die Span- und Freiflächenwinkel, um die Schnittkräfte zu verringern und die Kaltverfestigung zu verhindern. |
| Auswahl der Schnittparameter | Wählen Sie die richtige Geschwindigkeit, den richtigen Vorschub und die richtige Schnitttiefe, um die Schnittkräfte konstant zu halten und eine Verhärtung zu vermeiden. |
| Umsetzung der Kühlungsstrategie | Verwenden Sie Hochdruck-Kühlmittel oder Kühlung durch das Werkzeug, um die Hitze zu kontrollieren und Späne zu entfernen. |
| Auswahl der Werkzeugbeschichtung | Wählen Sie Beschichtungen wie AlTiN oder TiCN, um die Reibung zu verringern und die Lebensdauer der Werkzeuge zu verlängern. |
| Prozessüberwachung und -anpassung | Überprüfen Sie häufig die Oberflächengüte, den Werkzeugverschleiß und die Leistungsaufnahme, um Probleme frühzeitig zu erkennen. |
Zerspaner, die diese Schritte anwenden, können Geld für Werkzeuge sparen. Außerdem sehen die Teile aus rostfreiem Stahl dann besser aus.
304 vs. 303 Edelstahl Bearbeitbarkeit
Viele Ingenieure betrachten bei der Herstellung von Teilen sowohl Edelstahl 304 als auch 303. Diese beiden Typen gehören zur gleichen Familie, verhalten sich aber bei der Bearbeitung unterschiedlich. Der Hauptgrund ist ihre chemische Zusammensetzung.
Edelstahl 303 enthält mehr Schwefel als 304. Der zusätzliche Schwefel verändert sein Verhalten beim Schneiden. Der Schwefel in 303 trägt dazu bei, dass die Späne in kleine Stücke brechen. Diese kurzen Späne bewegen sich schnell vom Werkzeug weg. Dadurch wird die Bearbeitung reibungsloser und die Arbeiter können schneller schneiden. Die Werkzeuge halten länger und die Oberflächen sehen bei 303 besser aus.
Edelstahl 304 enthält weniger Schwefel. Es bricht nicht so leicht Späne. Die Späne sind lang und können sich um das Werkzeug wickeln. Das macht die Bearbeitung schwieriger und kann die Arbeit verlangsamen. 304 wird beim Schneiden auch schneller härter. Dadurch können die Werkzeuge schnell verschleißen.
Die folgende einfache Tabelle zeigt die wichtigsten Unterschiede:
| Merkmal | 303 Edelstahl | 304 Edelstahl |
|---|---|---|
| Schwefelgehalt | Höher | Unter |
| Chip-Formation | Kurze, spröde Späne | Lange, strähnige Späne |
| Bewertung der Bearbeitbarkeit | Höher (leichter zu bearbeiten) | Niedriger (schwieriger zu bearbeiten) |
| Arbeitsverhärtung | Weniger | Mehr |
| Oberfläche | Glattere | Möglicherweise sind zusätzliche Schritte erforderlich |
Hinweis: 303 ist wegen des höheren Schwefelgehalts leichter zu bearbeiten, aber nicht so rostbeständig wie 304.
Bei der Wahl zwischen diesen beiden Werkstoffen denken die Ingenieure daran, was das Teil leisten soll. Wenn sie eine einfache Bearbeitung und eine schöne Oberfläche wünschen, wählen sie 303. Wenn sie eine bessere Rostbeständigkeit benötigen, wählen sie 304, auch wenn es schwieriger zu bearbeiten ist.
Verbesserung der Oberflächengüte von Edelstahl 304

Techniken der Oberflächenveredelung
Die Bearbeiter können eine sehr glatte Oberfläche von rostfreiem Stahl 304 durch mehrere wichtige Schritte erreichen. Zunächst wird der größte Teil des Metalls entfernt, so dass eine dünne Schicht für das abschließende Schneiden übrig bleibt. Diese dünne Schicht ist in der Regel 0,2 bis 0,5 mm dick. Sie trägt dazu bei, die Oberfläche während der nachfolgenden Endbearbeitungsprozesse zu schützen. Anschließend wird die Oberfläche durch Schleifen weiter geglättet. Durch Schleifen kann eine Oberflächenrauheit Ra von 0,4 bis 0,8 Mikrometern erreicht werden. Ist eine spiegelglatte Oberfläche erforderlich, muss mit einer weichen Tuchpolierscheibe poliert werden. Durch Polieren kann eine Oberflächenrauheit Ra von 0,05 Mikrometern erreicht werden.
In vielen Bearbeitungsbetrieben werden spezielle Oberflächenbearbeitungsmethoden eingesetzt, um die Bearbeitungsergebnisse zu verbessern. In der nachstehenden Tabelle sind einige häufig verwendete Verfahren aufgeführt:
| Oberflächenbehandlung | Beschreibung |
|---|---|
| Polieren | Er macht die Oberfläche glänzend und glatt. Es hilft auch, die Dinge sauber und schön zu halten. |
| Passivierung | Entfernt Schmutz und bildet eine Schicht, die Rost verhindert. |
| Sandstrahlen | Verleiht der Oberfläche ein mattes Aussehen. Dies ist gut, um Blendeffekte zu verhindern und zur Dekoration. |
| Galvanik | Fügt eine dünne Schicht aus Metall wie Chrom oder Nickel hinzu. Dadurch sieht das Teil besser aus und hält länger. |
| Perlstrahlen | Reinigt und raut die Oberfläche für ein satiniertes oder mattes Aussehen auf. Außerdem macht es das Teil widerstandsfähiger gegen Abnutzung. |
Tipp: Verwenden Sie mechanisches Polieren für glänzende Teile. Verwenden Sie chemische Behandlungen wie Elektropolieren oder Beizen, um Rost zu verhindern.
Effizienz der CNC-Bearbeitung
CNC-Maschinen helfen den Arbeitern, bei Edelstahl 304 jedes Mal die gleiche glatte Oberfläche zu erzielen. Mit den richtigen Einstellungen können sie eine Standardoberfläche von Ra 1,6 Mikrometern (63 µin) erzielen. Für eine bessere Oberfläche können CNC-Maschinen Ra 0,8 Mikrometer (32 µin) erreichen, wenn sie mehr Schritte durchführen. Eine glattere Oberfläche als Ra 0,8 Mikrometer ist möglich, kostet aber mehr Geld.
| Ausführung Typ | Ra Wert (µin) | Beschreibung |
|---|---|---|
| Standard | 63 (Ra 1.6) | Sie können dies mit normaler Bearbeitung erreichen. |
| Prämie | 32 (Ra 0,8) | Für dieses Finish sind zusätzliche Schritte erforderlich. |
| Unterhalb von Ra 0,8 | K.A. | Das kann man bekommen, ist aber viel teurer. |
Die Arbeiter ändern die Geschwindigkeit, den Vorschub und den Werkzeugweg, um das beste Ergebnis zu erzielen. Außerdem verwenden sie gute Werkzeuge und Kühlmittel. Diese Schritte tragen dazu bei, dass die Oberfläche glatt wird und die Werkzeuge länger halten. Durch die CNC-Bearbeitung können Unternehmen jedes Teil aus rostfreiem Stahl jedes Mal auf die gleiche Weise herstellen.
Nichtrostender Stahl 304 kann bearbeitet werden, wenn die Arbeiter gute Werkzeuge und Arbeitsschritte verwenden. Sie müssen die Probleme kennen, die mit diesem Material verbunden sind. Die Verwendung eines einfachen Bearbeitungsleitfadens hilft ihnen, bessere Arbeit zu leisten. Viele Industriezweige verwenden rostfreien Stahl, weil sich damit starke und zuverlässige Teile herstellen lassen. Um die besten Ergebnisse zu erzielen, können sie die Hilfe von Experten wie KEMING in Anspruch nehmen. KEMING bietet fortschrittliche Hilfe für Projekte zur Bearbeitung von Edelstahl.
FAQ
Was sind die wichtigsten Verwendungszwecke von rostfreiem Stahl 304?
Ingenieure verwenden Edelstahl 304 zur Herstellung von Küchenutensilien, Geräten für die Lebensmittelverarbeitung und medizinischen Geräten. Dieses Material ist rostbeständig und langlebig.
Ist rostfreier Stahl 304 leicht zu schweißen?
Ja. Die Arbeiter können Edelstahl 304 mit den meisten gängigen Schweißverfahren schweißen. Nach dem Schweißen behält das Material seine Festigkeit bei.
Warum entstehen bei der Bearbeitung von rostfreiem Stahl 304 lange Späne?
Dieses Material hat eine hohe Dehnbarkeit. Es neigt dazu, sich zu biegen, anstatt zu brechen. Dies führt beim Schneiden zu langen, streifenförmigen Spänen.
Wie verhält sich rostfreier Stahl 304 zu rostfreiem Stahl 316?
Edelstahl 304 ist preiswerter und für die meisten Bearbeitungsanforderungen geeignet. Edelstahl 316 enthält mehr Nickel und Molybdän. Er hat eine bessere chemische Beständigkeit, ist aber schwieriger zu bearbeiten.
Welche Faktoren tragen zu einer besseren Oberflächengüte von Teilen aus rostfreiem Stahl 304 bei?
Die Arbeiter verwenden scharfe Werkzeuge, arbeiten mit niedrigen Geschwindigkeiten und verwenden ein gutes Kühlmittel. Diese Maßnahmen können die Oberfläche der Teile glatter machen.



