304 stainless steel can be machined into various shapes and parts to meet a wide range of industry needs. Engineers rely on the machinability of 304 stainless steel for applications in kitchen appliances, food processing equipment, and storage tanks. The versatility of this material means that 304 stainless steel can be machined into medical devices, automotive trim parts, and exhaust systems. It can also be used in aircraft parts, chemical processing equipment, and marine platforms.
Key Takeaways
- 304 stainless steel has a wide range of applications. It can be machined into products such as kitchen appliances and medical devices.
- Factors such as the material’s hardness, tensile strength, and heat resistance affect the ease of machining 304 stainless steel.
- Using the correct cutting tools and cutting parameters is crucial for good machining. This helps extend tool life and results in smoother machined surfaces.
- Work hardening is a problem when machining 304 stainless steel. Workers should use sharp tools and keep them cool to mitigate this problem.
- Choosing the right coolant and lubricant can improve machining results and extend tool life.
Why can 304 stainless steel be machined?
Machinability factors
Several factors affect the machinability of 304 stainless steel. Engineers check these factors before starting machining. One of them is the material’s hardness. If the material is very hard, the tool will wear out faster. Harder materials also require more powerful machine tools. Another factor is tensile strength. If the tensile strength is high, the material is more difficult to cut. It is less likely to break, but it increases the difficulty of cutting. Thermal conductivity is also important. It tells us how efficiently heat is dissipated from the cutting point. If the thermal conductivity is low, heat will concentrate in one place. This can damage the tool and reduce the quality of the finished product. The cutting tool used is also important. The shape, coating, and type of the tool all affect the ease of machining. Surface smoothness also affects the ease of machining. If the project requires a very smooth surface, more time and special machining steps are required.
- Material hardness
- Tensile strength
- Thermal conductivity
- Tooling selection
- Surface finish requirements
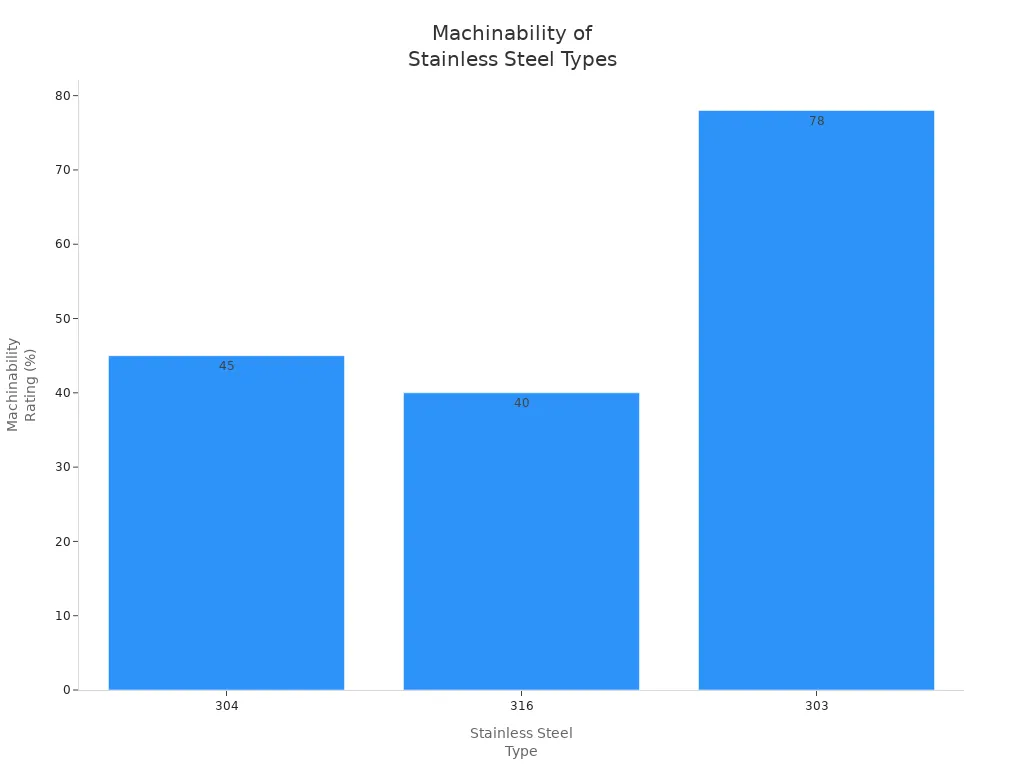
Machinability ratings help people compare different stainless steels. The table below shows how 304 is different from other types:
| Stainless Steel | Machinability Rating | Characteristics |
|---|---|---|
| 304 | 45% | Tougher, makes long chips, can get harder when worked |
| 303 | 78% | Easier to machine, makes short chips, tools last longer |
| 316 | 40% | Like 304 but harder to machine because of extra elements |
Material Properties
304 stainless steel possesses several properties that make it easy to machine. It has excellent ductility, allowing it to be bent and stretched without breaking. Its moderate hardness allows it to be machined by most machine tools. Annealed 304 stainless steel is non-magnetic. Its austenitic structure gives 304 stainless steel high toughness and ductility. This structure also causes the material to harden rapidly during machining, thus accelerating tool wear. During machining, the surface hardness of 304 stainless steel increases by 50% to 60% due to plastic deformation. This is even more pronounced if the tool becomes dull. This material typically produces long, fine chips. Operators usually use chip breakers to control these chips.
The elements in 304 stainless steel affect chip formation. 304 stainless steel typically produces long chips, so operators need to be extra careful. 303 stainless steel produces shorter chips, making them easier to handle. Machining 304 stainless steel requires more care. Due to its low thermal conductivity, heat concentrates near the cutting area. This softens the tool and alters the material’s properties. Sometimes, built-up edges can form on the tool surface. This roughens the surface and accelerates tool wear.
304 stainless steel machining challenges

Work hardening
Work hardening is a major issue when machining 304 stainless steel. During cutting, the material gradually hardens. Due to plastic deformation, the surface changes. The surface grains become finer, leading to increased hardness. This eventually forms a toughening layer, further increasing the difficulty of machining. The table below lists the main reasons:
| Mechanism | Description |
|---|---|
| Plastic Deformation | The material changes shape, which makes it harder. |
| Surface Grain Refinement | The grains on the surface get smaller and make it harder. |
| Formation of Hardened Layer | A tough layer forms and makes cutting harder. It also wears out tools faster. |
Operators need sharp tools and appropriate cutting speeds to prevent work hardening. Coming uses advanced CNC machining technology to control toolpaths, thereby reducing work hardening problems.
Tool Wear and Heat Generation
Tool wear is rapid when machining 304 stainless steel. This material is highly ductile and has poor heat dissipation, causing heat to accumulate near the cutting point. Approximately 70-80% of the heat remains in the cutting area. Without cooling, the tool tip temperature can exceed 800°C. This high temperature accelerates tool wear and can cause carbide inserts to crack. The following table lists common problems:
| Challenge | Description |
|---|---|
| Tool Wear | Tools wear out fast because of heat and the tough material. |
| Built Up Edge Formation | Material sticks to the tool and hurts the surface finish and accuracy. |
Compared to low-carbon steel, 304 stainless steel tools have a 30% to 40% shorter service life. They experience more severe flank wear and are more prone to built-up edge formation. Komin uses high-pressure coolant and strict process control to ensure tool cooling and extend service life.
Is 304 stainless steel difficult to machine?
304 stainless steel is more difficult to machine than many other types of stainless steel. 304 has a machinability rating of 45%. 316 has a machinability rating of 40%. 304L has almost the same machinability as 304. 303 has much better machinability, with a rating of 78%. The table below shows these ratings:
304 stainless steel machining guide
Tool Selection
Choosing the right tool is crucial for machining 304 stainless steel. Many machinists choose carbide tools with special coatings (such as TiAlN or TiCN). These coatings help extend tool life and protect them from high temperatures. Machinists typically use chip breaker grooves to control chip formation. Chip breaker grooves break long chips into smaller pieces, making cutting easier and keeping the machining area clean. Furthermore, chip breaker grooves also help extend tool life.
| Coating Type | Benefits | Best Applications |
|---|---|---|
| AlTiN | Handles heat well, very hard | High-speed machining |
| TiCN | Wears down slowly, less friction | Medium-duty jobs |
| ZrN | Stays stable, stops edge build-up | Finishing work |
| TiAlN | Resists oxidation very well | Heavy roughing |
KEMING uses advanced CNC machines and picks the best tools for every job. This helps them make high-quality parts.
Cutting parameters
Choosing the appropriate cutting speed and feed rate is crucial. These parameters help remove material efficiently and extend tool life. During roughing, the operator uses a lower cutting speed and a higher feed rate to remove more metal; during finishing, a higher cutting speed and a lower feed rate are used to achieve a smooth surface.
| Machining Type | Cutting Speed (m/min) | Feed Rate (mm/rev) |
|---|---|---|
| Roughing | 120-150 | Up to 0.3 |
| Finishing | 160-180 | 0.1-0.2 |
KEMING’s guide says to change cutting settings for each job. Their CNC machines can control these settings very well. This helps remove metal faster and keeps the surface nice.
Coolant and Lubrication
Coolant and lubrication are crucial when machining 304 stainless steel. High-pressure cooling systems deliver coolant directly to the cutting point, cooling the tool and workpiece, breaking up chips, and preventing chip adhesion. Oil-based lubricants help increase cutting speeds and extend tool life. Water-based lubricants aid in heat dissipation and achieve good surface finish. Synthetic and semi-synthetic lubricants combine the advantages of both.
If the coolant level is too low or the spray direction is incorrect, chips will adhere to the tool, leading to accelerated tool wear and built-up edge formation. Komin’s high-pressure cooling system effectively prevents chip adhesion, protecting both the tool and the workpiece.
Reducing Work Hardening
Work hardening makes machining 304 stainless steel more difficult. Machinists employ various methods to avoid this. They maintain stable cutting forces and use tools with a positive rake angle. Good cooling and moderate cutting speeds help prevent excessive surface hardening. Continuous cutting and trochoidal milling keep the tool in motion, thus reducing temperature.
| Grade | Carbon Content | Work Hardening Characteristics | Machinability Impact |
|---|---|---|---|
| 304 | Higher | Gets hard fast | Tools wear out quicker |
| 304L | Lower | Gets hard slower | Easier to machine |
| 304H | Higher | Stronger, more brittle | Harder to machine |
KEMING’s guide uses these tips. Their team uses high-efficiency milling to control heat and help tools last longer. By following these steps, they get good removal rates and nice finishes on every stainless steel part.
304 Stainless Steel Machining Mistakes & Fixes
Frequent errors
Machinists sometimes make mistakes with 304 stainless steel. These mistakes can break tools and waste material. They also make surfaces look bad. The most common mistakes are:
- Some people copy settings from others. Wrong settings can chip tools and make rough surfaces.
- Cutting too deep without thinking about tool life. Deep cuts make more heat and wear out tools fast.
- Not enough coolant is used. Without cooling, tools get too hot and stop working.
- The workpiece is not clamped tightly. If the part moves, it loses accuracy or gets damaged.
Tip: Planning and setting up carefully can stop these problems before you start machining.
How to avoid them
Operators can stop these mistakes by using good methods. The table below lists ways to machine 304 stainless steel better:
| Strategy | Description |
|---|---|
| Tool Geometry Optimization | Change rake and relief angles to lower cutting forces and stop work hardening. |
| Cutting Parameters Selection | Pick the right speed, feed, and depth to keep cutting forces steady and avoid hardening. |
| Cooling Strategy Implementation | Use high-pressure coolant or cooling through the tool to control heat and remove chips. |
| Tool Coating Selection | Choose coatings like AlTiN or TiCN to cut friction and help tools last longer. |
| Process Monitoring and Adjustment | Check surface finish, tool wear, and power use often to find problems early. |
Machinists who use these steps can save money on tools. They can also make stainless steel parts look better.
304 vs 303 Stainless Steel Machinability
Many engineers look at both 304 and 303 stainless steel when making parts. These two types are in the same family, but they act differently when machined. The main reason is their chemical makeup.
303 stainless steel has more sulfur than 304. The extra sulfur changes how it acts when cut. Sulfur in 303 helps chips break into small pieces. These short chips move away from the tool fast. This makes machining smoother and lets workers cut faster. Tools last longer and surfaces look nicer with 303.
304 stainless steel has less sulfur. It does not break chips as easily. The chips are long and can wrap around the tool. This makes machining harder and can slow things down. 304 also gets harder faster when cut. This can wear out tools quickly.
Here is a simple table that shows the main differences:
| Feature | 303 Stainless Steel | 304 Stainless Steel |
|---|---|---|
| Sulfur Content | Higher | Lower |
| Chip Formation | Short, brittle chips | Long, stringy chips |
| Machinability Rating | Higher (easier to machine) | Lower (harder to machine) |
| Work Hardening | Less | More |
| Surface Finish | Smoother | May need extra steps |
Note: 303 is easier to machine because of more sulfur, but it does not resist rust as well as 304.
When picking between these two, engineers think about what the part will do. If they want easy machining and a nice finish, they pick 303. If they need better rust resistance, they pick 304, even though it is harder to machine.
Improving Surface Finish in 304 Stainless Steel

Surface Finishing Techniques
Machinists can achieve a highly smooth surface on 304 stainless steel through several key steps. First, they remove most of the metal, leaving a thin layer for final cutting. This thin layer is typically 0.2 to 0.5 mm thick. It helps protect the surface during subsequent finishing processes. Next, they use grinding to further enhance the surface smoothness. Grinding can achieve a surface roughness Ra of 0.4 to 0.8 micrometers. If a mirror-like finish is required, polishing with a soft cloth polishing wheel is necessary. Polishing can achieve a surface roughness Ra of 0.05 micrometers.
Many machining plants employ special surface finishing methods to improve the machining results. The table below lists some commonly used methods:
| Surface Treatment | Description |
|---|---|
| Polishing | Makes the surface shiny and smooth. It also helps keep things clean and looking nice. |
| Passivation | Takes away dirt and makes a layer that stops rust. |
| Sandblasting | Gives the surface a dull look. This is good for stopping glare and for decoration. |
| Electroplating | Adds a thin layer of metal like chrome or nickel. This makes the part look better and last longer. |
| Bead Blasting | Cleans and roughens the surface for a satin or matte look. It also helps the part resist wear. |
Tip: Use mechanical polishing for shiny parts. Use chemical treatments like electropolishing or pickling to stop rust.
CNC machining efficiency
CNC machines help workers get the same smooth finish every time on 304 stainless steel. With the right settings, they can make a standard finish of Ra 1.6 micrometers (63 µin). For a better finish, CNC machines can reach Ra 0.8 micrometers (32 µin) if they do more steps. Getting a finish smoother than Ra 0.8 micrometers is possible, but it costs more money.
| Finish Type | Ra Value (µin) | Description |
|---|---|---|
| Standard | 63 (Ra 1.6) | You can get this with normal machining. |
| Premium | 32 (Ra 0.8) | You need extra steps for this finish. |
| Below Ra 0.8 | N/A | You can get this, but it is much more expensive. |
Workers change the speed, feed, and tool path to get the best finish. They also use good tools and coolants. These steps help make the surface smooth and help tools last longer. CNC machining lets companies make every stainless steel part the same way each time.
304 stainless steel can be machined if workers use good tools and steps. They need to know the problems that come with this material. Using a simple machining guide helps them do a better job. Many industries use stainless steel because it makes strong and dependable parts. For the best results, they can get help from experts like KEMING. KEMING gives advanced help for stainless steel machining projects.
FAQ
What are the main uses of 304 stainless steel?
Engineers use 304 stainless steel to manufacture kitchen utensils, food processing equipment, and medical devices. This material is rust-resistant and durable.
Is 304 stainless steel easy to weld?
Yes. Workers can weld 304 stainless steel using most common welding methods. After welding, the material retains its strength.
Why does 304 stainless steel produce long chips during machining?
This material has high ductility. It tends to bend rather than break. This results in long, strip-shaped chips when cutting.
How does 304 stainless steel compare to 316 stainless steel?
304 stainless steel is less expensive and suitable for most machining needs. 316 stainless steel contains more nickel and molybdenum. It has better chemical resistance but is more difficult to machine.
What factors contribute to a better surface finish on 304 stainless steel parts?
Workers use sharp tools, operate at low speeds, and use good coolant. These measures can make the surface of the parts smoother.