304 нержавеющая сталь может быть обработана в различные формы и детали для удовлетворения широкого спектра промышленных потребностей. Инженеры полагаются на обрабатываемость нержавеющей стали 304 при изготовлении кухонных приборов, оборудования для пищевой промышленности и резервуаров для хранения. Универсальность этого материала означает, что из нержавеющей стали 304 можно изготавливать медицинские приборы, детали отделки автомобилей и выхлопные системы. Ее также можно использовать для изготовления деталей самолетов, оборудования для химической обработки и морских платформ.
Основные выводы
- Нержавеющая сталь 304 имеет широкий спектр применения. Из нее можно изготавливать такие изделия, как кухонная техника и медицинские приборы.
- Такие факторы, как твердость, прочность на разрыв и жаропрочность материала, влияют на легкость обработки нержавеющей стали 304.
- Использование правильных режущих инструментов и параметров резания имеет решающее значение для качественной обработки. Это позволяет продлить срок службы инструмента и получить более гладкие обработанные поверхности.
- Закалка является проблемой при обработке нержавеющей стали 304. Рабочие должны использовать острые инструменты и держать их в прохладном месте, чтобы смягчить эту проблему.
- Правильный выбор смазочно-охлаждающей жидкости может улучшить результаты обработки и продлить срок службы инструмента.
Почему нержавеющая сталь 304 может подвергаться механической обработке?
Факторы обрабатываемости
Несколько факторов влияют на обрабатываемость нержавеющей стали 304. Инженеры проверяют эти факторы перед началом обработки. Один из них - твердость материала. Если материал очень твердый, инструмент будет изнашиваться быстрее. Более твердые материалы также требуют более мощных станков. Другой фактор - прочность на разрыв. Если прочность на разрыв высока, материал труднее резать. Вероятность того, что он сломается, меньше, но это увеличивает сложность резки. Теплопроводность также важна. Она показывает, насколько эффективно отводится тепло от места реза. Если теплопроводность низкая, тепло будет концентрироваться в одном месте. Это может привести к повреждению инструмента и снижению качества готовой продукции. Используемый режущий инструмент также имеет большое значение. Форма, покрытие и тип инструмента влияют на легкость обработки. Гладкость поверхности также влияет на легкость обработки. Если проект требует очень гладкой поверхности, потребуется больше времени и специальные этапы обработки.
- Твердость материала
- Прочность на разрыв
- Теплопроводность
- Выбор инструмента
- Требования к чистоте поверхности
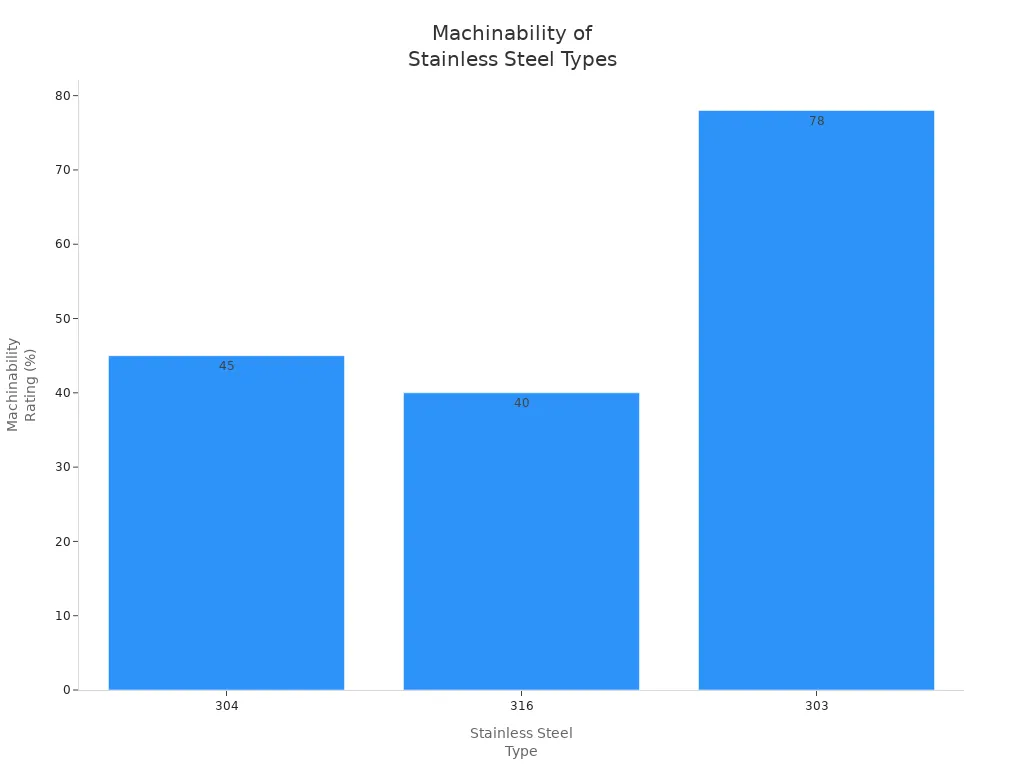
Рейтинги обрабатываемости помогают людям сравнивать различные нержавеющие стали. В таблице ниже показано, чем 304 отличается от других типов:
| Нержавеющая сталь | Рейтинг обрабатываемости | Характеристики |
|---|---|---|
| 304 | 45% | Более жесткий, делает длинные сколы, может становиться тверже при обработке |
| 303 | 78% | Легче обрабатывать, делает короткую стружку, инструменты служат дольше |
| 316 | 40% | Как 304, но сложнее в обработке из-за дополнительных элементов |
Свойства материала
Нержавеющая сталь 304 обладает рядом свойств, которые облегчают ее обработку. Она обладает отличной пластичностью, что позволяет сгибать и растягивать ее, не ломая. Умеренная твердость позволяет обрабатывать ее большинством станков. Отожженная нержавеющая сталь 304 немагнитна. Аустенитная структура придает нержавеющей стали 304 высокую прочность и пластичность. Эта структура также приводит к быстрому затвердеванию материала во время обработки, что ускоряет износ инструмента. В процессе обработки поверхностная твердость нержавеющей стали 304 увеличивается на 50% - 60% из-за пластической деформации. Это становится еще более заметным, если инструмент затупляется. При обработке этого материала обычно образуется длинная тонкая стружка. Для борьбы со стружкой операторы обычно используют стружколомы.
Элементы, содержащиеся в нержавеющей стали 304, влияют на образование стружки. Нержавеющая сталь 304 обычно образует длинную стружку, поэтому операторы должны быть особенно осторожны. При обработке нержавеющей стали 303 образуется более короткая стружка, поэтому с ней легче справиться. Обработка нержавеющей стали 304 требует большей осторожности. Из-за ее низкой теплопроводности тепло концентрируется вблизи зоны резания. Это размягчает инструмент и изменяет свойства материала. Иногда на поверхности инструмента могут образовываться наросты. Это делает поверхность шероховатой и ускоряет износ инструмента.
304 нержавеющая сталь обрабатывая вызовы

Усиление работы
Закалка является основной проблемой при обработке нержавеющей стали 304. В процессе резки материал постепенно затвердевает. Вследствие пластической деформации поверхность изменяется. Зерна на поверхности становятся более мелкими, что приводит к увеличению твердости. В итоге образуется упрочняющий слой, что еще больше усложняет процесс обработки. В таблице ниже перечислены основные причины:
| Механизм | Описание |
|---|---|
| Пластическая деформация | Материал меняет форму, что делает его более твердым. |
| Уточнение зернистости поверхности | Зерна на поверхности становятся меньше, что делает ее более твердой. |
| Формирование упрочненного слоя | Образуется прочный слой, который затрудняет резку. Кроме того, он быстрее изнашивает инструмент. |
Операторам необходимы острые инструменты и соответствующая скорость резки, чтобы предотвратить затвердевание заготовки. В компании Coming используются передовые Обработка на станках с ЧПУ Технология управления траекториями инструментов, что позволяет уменьшить проблемы с закалкой.
Износ инструмента и выделение тепла
При обработке нержавеющей стали 304 происходит быстрый износ инструмента. Этот материал обладает высокой пластичностью и плохим теплоотводом, в результате чего тепло накапливается вблизи точки резания. Примерно 70-80% тепла остается в зоне резания. Без охлаждения температура кончика инструмента может превышать 800°C. Такая высокая температура ускоряет износ инструмента и может привести к растрескиванию твердосплавных пластин. В следующей таблице перечислены распространенные проблемы:
| Вызов | Описание |
|---|---|
| Износ инструмента | Инструменты быстро изнашиваются под воздействием тепла и прочного материала. |
| Формирование края | Материал прилипает к инструменту и ухудшает качество обработки поверхности и точность. |
По сравнению с низкоуглеродистой сталью, инструменты из нержавеющей стали 304 имеют более короткий срок службы - от 30% до 40%. Они подвергаются более интенсивному износу боковой поверхности и более склонны к образованию наростов на кромке. Компания Komin использует охлаждающую жидкость под высоким давлением и строгий контроль процесса для обеспечения охлаждения инструмента и продления срока службы.
Трудно ли обрабатывать нержавеющую сталь 304?
Нержавеющая сталь 304 сложнее поддается обработке, чем многие другие виды нержавеющей стали. 304 имеет рейтинг обрабатываемости 45%. 316 имеет рейтинг обрабатываемости 40%. 304L имеет почти такую же обрабатываемость, как и 304. 303 имеет гораздо лучшую обрабатываемость, с рейтингом 78%. В таблице ниже приведены эти рейтинги:
Руководство по обработке нержавеющей стали 304
Выбор инструмента
Выбор правильного инструмента имеет решающее значение для обработки нержавеющей стали марки 304. Многие мастера выбирают твердосплавные инструменты со специальными покрытиями (например, TiAlN или TiCN). Эти покрытия помогают продлить срок службы инструмента и защищают его от воздействия высоких температур. Для контроля образования стружки механики обычно используют стружколомающие канавки. Стружколомающие канавки разбивают длинную стружку на более мелкие части, облегчая резание и сохраняя зону обработки чистой. Кроме того, стружколомающие канавки также помогают продлить срок службы инструмента.
| Тип покрытия | Преимущества | Лучшие приложения |
|---|---|---|
| AlTiN | Хорошо держит тепло, очень прочный | Высокоскоростная обработка |
| TiCN | Медленно изнашивается, меньше трения | Работы средней тяжести |
| ZrN | Сохраняет устойчивость, предотвращает нарастание кромки | Отделочные работы |
| TiAlN | Очень хорошо противостоит окислению | Сильная черновая обработка |
Компания KEMING использует передовые станки с ЧПУ и подбирает лучшие инструменты для каждой работы. Это помогает им изготавливать высококачественные детали.
Параметры резки
Выбор подходящей скорости резания и подачи имеет решающее значение. Эти параметры помогают эффективно удалять материал и продлевают срок службы инструмента. При черновой обработке оператор использует более низкую скорость резания и более высокую скорость подачи, чтобы снять больше металла; при чистовой обработке используется более высокая скорость резания и более низкая скорость подачи, чтобы получить гладкую поверхность.
| Тип обработки | Скорость резки (м/мин) | Скорость подачи (мм/об) |
|---|---|---|
| Черновая обработка | 120-150 | До 0,3 |
| Отделка | 160-180 | 0.1-0.2 |
В руководстве KEMING говорится о необходимости изменения настроек резки для каждого вида работ. Их станки с ЧПУ очень хорошо контролируют эти настройки. Это помогает быстрее удалять металл и сохранять поверхность красивой.
Охлаждающая жидкость и смазка
Охлаждающая и смазочная жидкости имеют решающее значение при обработке нержавеющей стали марки 304. Системы охлаждения высокого давления подают охлаждающую жидкость непосредственно к месту резания, охлаждая инструмент и заготовку, разбивая стружку и предотвращая ее налипание. Смазочные материалы на масляной основе помогают увеличить скорость резания и продлить срок службы инструмента. Смазочные материалы на водной основе способствуют отводу тепла и обеспечивают хорошее качество обработки поверхности. Синтетические и полусинтетические смазочные материалы сочетают в себе преимущества обоих видов.
Если уровень охлаждающей жидкости слишком низкий или направление распыления неправильное, стружка прилипает к инструменту, что приводит к ускоренному износу инструмента и образованию наростов на кромках. Система охлаждения высокого давления Komin эффективно предотвращает налипание стружки, защищая как инструмент, так и заготовку.
Снижение трудоемкости
Закалка усложняет обработку нержавеющей стали 304. Машинисты используют различные методы, чтобы избежать этого. Они поддерживают стабильные силы резания и используют инструменты с положительным углом наклона. Хорошее охлаждение и умеренная скорость резания помогают предотвратить чрезмерное упрочнение поверхности. Непрерывное резание и трохоидальное фрезерование поддерживают инструмент в движении, что снижает температуру.
| Класс | Содержание углерода | Характеристики закалки | Влияние на обрабатываемость |
|---|---|---|---|
| 304 | Выше | Быстро набирает силу | Инструменты быстрее изнашиваются |
| 304L | Нижний | Становится медленнее | Легче обрабатывать |
| 304H | Выше | Более прочный, более хрупкий | Сложнее обрабатывать |
В руководстве KEMING используются эти советы. Их команда использует высокоэффективное фрезерование для контроля нагрева и продления срока службы инструментов. Следуя этим шагам, они добиваются хорошей скорости съема и прекрасной отделки всех деталей из нержавеющей стали.
Ошибки и исправления при обработке нержавеющей стали 304
Частые ошибки
Машинисты иногда допускают ошибки при работе с нержавеющей сталью 304. Эти ошибки могут привести к поломке инструментов и отходу материала. Кроме того, из-за них поверхности выглядят плохо. Наиболее распространенными ошибками являются:
- Некоторые люди копируют чужие настройки. Неправильные настройки могут привести к сколам инструмента и образованию шероховатых поверхностей.
- Резать слишком глубоко, не задумываясь о сроке службы инструмента. Глубокие пропилы выделяют больше тепла и быстро изнашивают инструмент.
- Используется недостаточное количество охлаждающей жидкости. Без охлаждения инструменты перегреваются и перестают работать.
- Заготовка зажимается неплотно. Если деталь перемещается, она теряет точность или повреждается.
Совет: Тщательное планирование и настройка могут предотвратить эти проблемы еще до начала обработки.
Как их избежать
Операторы могут предотвратить эти ошибки, используя хорошие методы. В таблице ниже перечислены способы более качественной обработки нержавеющей стали 304:
| Стратегия | Описание |
|---|---|
| Оптимизация геометрии инструмента | Изменяйте углы наклона и рельефа, чтобы снизить силу резания и остановить закалку. |
| Выбор параметров резки | Выберите правильную скорость, подачу и глубину, чтобы поддерживать постоянную силу резания и избежать закалки. |
| Реализация стратегии охлаждения | Используйте охлаждающую жидкость под высоким давлением или охлаждение через инструмент для контроля нагрева и удаления стружки. |
| Выбор покрытия для инструмента | Выберите такие покрытия, как AlTiN или TiCN, чтобы снизить трение и продлить срок службы инструментов. |
| Мониторинг и корректировка процессов | Часто проверяйте качество обработки поверхности, износ инструмента и использование мощности, чтобы обнаружить проблемы на ранней стадии. |
Машинисты, которые используют эти шаги, могут сэкономить на инструментах. Кроме того, они смогут придать деталям из нержавеющей стали более привлекательный вид.
Обработка нержавеющей стали 304 против 303
Многие инженеры при изготовлении деталей рассматривают нержавеющую сталь 304 и 303. Эти два вида относятся к одному семейству, но при обработке они ведут себя по-разному. Основная причина заключается в их химическом составе.
Нержавеющая сталь 303 содержит больше серы, чем 304. Дополнительное количество серы изменяет ее поведение при резке. Сера в 303-й стали помогает стружке распадаться на мелкие кусочки. Эта короткая стружка быстро удаляется от инструмента. Это делает обработку более плавной и позволяет рабочим резать быстрее. Инструменты служат дольше, а поверхности из 303-й стали выглядят красивее.
Нержавеющая сталь 304 содержит меньше серы. Она не так легко разбивает стружку. Стружка получается длинной и может намотаться на инструмент. Это затрудняет обработку и может замедлить ее. 304 также быстрее становится твердой при резке. Это может привести к быстрому износу инструмента.
Вот простая таблица, в которой показаны основные различия:
| Характеристика | Нержавеющая сталь 303 | Нержавеющая сталь 304 |
|---|---|---|
| Содержание серы | Выше | Нижний |
| Формирование стружки | Короткие, ломкие стружки | Длинные, жилистые стружки |
| Рейтинг обрабатываемости | Более высокая (легче поддается обработке) | Ниже (сложнее обрабатывать) |
| Усиление работы | Меньше | Подробнее |
| Отделка поверхности | Более гладкий | Возможно, потребуются дополнительные шаги |
Примечание: 303 легче поддается обработке из-за большего количества серы, но он не так хорошо противостоит ржавчине, как 304.
Выбирая между этими двумя материалами, инженеры думают о том, что будет делать деталь. Если им нужна легкая обработка и хорошая отделка, они выбирают 303. Если им нужна лучшая устойчивость к ржавчине, они выбирают 304, хотя ее сложнее обрабатывать.
Улучшение качества поверхности нержавеющей стали 304

Техники обработки поверхности
Машинисты могут добиться очень гладкой поверхности нержавеющей стали 304 с помощью нескольких основных этапов. Во-первых, они удаляют большую часть металла, оставляя тонкий слой для окончательной резки. Толщина этого тонкого слоя обычно составляет 0,2-0,5 мм. Он помогает защитить поверхность во время последующих отделочных процессов. Затем для повышения гладкости поверхности используется шлифование. Шлифование позволяет достичь шероховатости поверхности Ra от 0,4 до 0,8 микрометра. Если требуется зеркальная отделка, необходима полировка с помощью полировального круга из мягкой ткани. Полировка позволяет достичь шероховатости поверхности Ra 0,05 микрометра.
Многие обрабатывающие предприятия применяют специальные методы обработки поверхности для улучшения результатов обработки. В таблице ниже перечислены некоторые часто используемые методы:
| Обработка поверхности | Описание |
|---|---|
| Полировка | Делает поверхность блестящей и гладкой. Он также помогает поддерживать чистоту и привлекательный внешний вид. |
| Пассивация | Удаляет грязь и создает слой, препятствующий образованию ржавчины. |
| Пескоструйная обработка | Придает поверхности тусклый вид. Хорошо подходит для устранения бликов и декорирования. |
| Гальваническое покрытие | Добавляет тонкий слой металла, например хрома или никеля. Благодаря этому деталь выглядит лучше и служит дольше. |
| Дробеструйная обработка бисером | Очищает и шероховатит поверхность, придавая ей матовый или сатиновый вид. Также помогает детали противостоять износу. |
Совет: Для придания блеска деталям используйте механическую полировку. Для борьбы с ржавчиной используйте химическую обработку, например электрополировку или травление.
Эффективность обработки на станках с ЧПУ
Станки с ЧПУ помогают рабочим каждый раз получать одинаково гладкое покрытие на нержавеющей стали марки 304. При правильных настройках они могут обеспечить стандартное качество обработки Ra 1,6 микрометра (63 мкн). Для более качественной обработки станки с ЧПУ могут достичь Ra 0,8 микрометра (32 мкм), если они выполняют больше шагов. Получить более гладкое покрытие, чем Ra 0,8 микрометра, возможно, но это стоит больших денег.
| Тип отделки | Значение Ra (мкн) | Описание |
|---|---|---|
| Стандарт | 63 (Ra 1.6) | Этого можно добиться обычной механической обработкой. |
| Премиум | 32 (Ra 0.8) | Для такой отделки нужны дополнительные шаги. |
| Ниже Ra 0,8 | Н/Д | Вы можете приобрести его, но он стоит гораздо дороже. |
Рабочие меняют скорость, подачу и траекторию движения инструмента, чтобы добиться наилучшего результата. Они также используют хорошие инструменты и охлаждающие жидкости. Эти действия помогают сделать поверхность гладкой и продлить срок службы инструментов. Обработка с ЧПУ позволяет компаниям изготавливать все детали из нержавеющей стали одинаковым способом каждый раз.
Нержавеющая сталь 304 поддается обработке, если рабочие используют хорошие инструменты и приемы. Они должны знать, какие проблемы возникают при работе с этим материалом. Использование простого руководства по обработке поможет им сделать работу лучше. Многие отрасли промышленности используют нержавеющую сталь, потому что из нее получаются прочные и надежные детали. Чтобы добиться наилучших результатов, они могут обратиться за помощью к экспертам, таким как KEMING. Компания KEMING предлагает передовую помощь в реализации проектов по обработке нержавеющей стали.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Каковы основные области применения нержавеющей стали 304?
Инженеры используют нержавеющую сталь 304 для производства кухонной утвари, оборудования для пищевой промышленности и медицинских приборов. Этот материал устойчив к ржавчине и долговечен.
Легко ли сваривается нержавеющая сталь 304?
Да. Рабочие могут сваривать нержавеющую сталь 304, используя большинство распространенных методов сварки. После сварки материал сохраняет свою прочность.
Почему при обработке нержавеющей стали 304 образуется длинная стружка?
Этот материал обладает высокой пластичностью. Он склонен скорее гнуться, чем ломаться. В результате при резке образуется длинная полосатая стружка.
Чем отличается нержавеющая сталь 304 от нержавеющей стали 316?
Нержавеющая сталь 304 менее дорогая и подходит для большинства видов обработки. Нержавеющая сталь 316 содержит больше никеля и молибдена. Она обладает лучшей химической стойкостью, но сложнее поддается обработке.
Какие факторы способствуют лучшей обработке поверхности деталей из нержавеющей стали 304?
Рабочие используют острые инструменты, работают на низких скоростях и применяют хорошую охлаждающую жидкость. Эти меры позволяют сделать поверхность деталей более гладкой.