Acero inoxidable 304 puede mecanizarse en diversas formas y piezas para satisfacer una amplia gama de necesidades industriales. Los ingenieros confían en la maquinabilidad del acero inoxidable 304 para aplicaciones en aparatos de cocina, equipos de procesamiento de alimentos y tanques de almacenamiento. Gracias a la versatilidad de este material, el acero inoxidable 304 puede mecanizarse para fabricar dispositivos médicos, embellecedores de automóviles y sistemas de escape. También puede utilizarse en piezas de aeronaves, equipos de procesamiento químico y plataformas marinas.
Principales conclusiones
- El acero inoxidable 304 tiene una amplia gama de aplicaciones. Puede mecanizarse en productos como aparatos de cocina y dispositivos médicos.
- Factores como la dureza del material, la resistencia a la tracción y la resistencia al calor influyen en la facilidad de mecanizado del acero inoxidable 304.
- Utilizar las herramientas de corte y los parámetros de corte correctos es crucial para un buen mecanizado. Esto contribuye a prolongar la vida útil de la herramienta y a obtener superficies mecanizadas más lisas.
- El endurecimiento por deformación es un problema cuando se mecaniza acero inoxidable 304. Los trabajadores deben utilizar herramientas afiladas y mantenerlas frías para mitigar este problema. Los trabajadores deben utilizar herramientas afiladas y mantenerlas frías para mitigar este problema.
- Elegir el refrigerante y el lubricante adecuados puede mejorar los resultados del mecanizado y prolongar la vida útil de las herramientas.
¿Por qué se puede mecanizar el acero inoxidable 304?
Factores de maquinabilidad
Varios factores afectan a la maquinabilidad del acero inoxidable 304. Los ingenieros comprueban estos factores antes de iniciar el mecanizado. Uno de ellos es la dureza del material. Si el material es muy duro, la herramienta se desgastará más rápidamente. Los materiales más duros también requieren máquinas herramienta más potentes. Otro factor es la resistencia a la tracción. Si la resistencia a la tracción es alta, el material es más difícil de cortar. Es menos probable que se rompa, pero aumenta la dificultad de corte. La conductividad térmica también es importante. Nos indica la eficacia con la que se disipa el calor del punto de corte. Si la conductividad térmica es baja, el calor se concentrará en un solo lugar. Esto puede dañar la herramienta y reducir la calidad del producto acabado. La herramienta de corte utilizada también es importante. La forma, el revestimiento y el tipo de herramienta influyen en la facilidad de mecanizado. La suavidad de la superficie también afecta a la facilidad de mecanizado. Si el proyecto requiere una superficie muy lisa, se necesita más tiempo y pasos de mecanizado especiales.
- Dureza del material
- Resistencia a la tracción
- Conductividad térmica
- Selección de herramientas
- Requisitos de acabado superficial
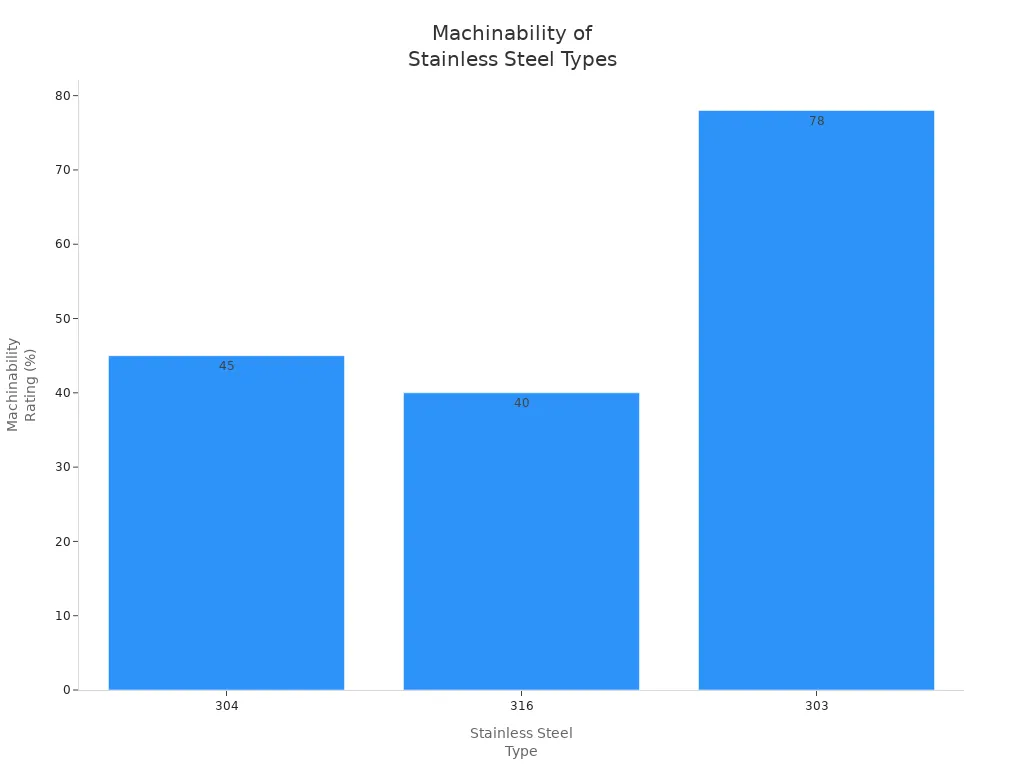
Los índices de maquinabilidad ayudan a comparar los distintos aceros inoxidables. La tabla siguiente muestra las diferencias entre el 304 y otros tipos:
| Acero inoxidable | Grado de maquinabilidad | Características |
|---|---|---|
| 304 | 45% | Más duro, hace virutas largas, puede endurecerse al trabajarlo |
| 303 | 78% | Más fácil de mecanizar, produce virutas cortas y las herramientas duran más. |
| 316 | 40% | Como el 304, pero más difícil de mecanizar debido a los elementos adicionales |
Propiedades de los materiales
El acero inoxidable 304 posee varias propiedades que facilitan su mecanizado. Tiene una excelente ductilidad, lo que permite doblarlo y estirarlo sin que se rompa. Su dureza moderada permite mecanizarlo con la mayoría de las máquinas herramienta. El acero inoxidable 304 recocido no es magnético. Su estructura austenítica confiere al acero inoxidable 304 una gran tenacidad y ductilidad. Esta estructura también hace que el material se endurezca rápidamente durante el mecanizado, acelerando así el desgaste de la herramienta. Durante el mecanizado, la dureza superficial del acero inoxidable 304 aumenta de 50% a 60% debido a la deformación plástica. Esto es aún más pronunciado si la herramienta se desafila. Este material suele producir virutas largas y finas. Los operarios suelen utilizar rompevirutas para controlar estas virutas.
Los elementos del acero inoxidable 304 afectan a la formación de virutas. El acero inoxidable 304 suele producir virutas largas, por lo que los operarios deben tener mucho cuidado. El acero inoxidable 303 produce virutas más cortas, lo que facilita su manipulación. El mecanizado del acero inoxidable 304 requiere más cuidado. Debido a su baja conductividad térmica, el calor se concentra cerca de la zona de corte. Esto ablanda la herramienta y altera las propiedades del material. A veces, pueden formarse bordes acumulados en la superficie de la herramienta. Esto da rugosidad a la superficie y acelera el desgaste de la herramienta.
Retos del mecanizado de acero inoxidable 304

Endurecimiento del trabajo
El endurecimiento por deformación es un problema importante en el mecanizado de acero inoxidable 304. Durante el corte, el material se endurece gradualmente. Durante el corte, el material se endurece gradualmente. Debido a la deformación plástica, la superficie cambia. Los granos de la superficie se vuelven más finos, lo que provoca un aumento de la dureza. Esto acaba formando una capa de endurecimiento, lo que aumenta aún más la dificultad del mecanizado. En la tabla siguiente se enumeran las principales razones:
| Mecanismo | Descripción |
|---|---|
| Deformación plástica | El material cambia de forma, lo que lo hace más duro. |
| Refinamiento del grano superficial | Los granos de la superficie se hacen más pequeños y la endurecen. |
| Formación de la capa endurecida | Se forma una capa dura que dificulta el corte. También desgasta más rápidamente las herramientas. |
Los operarios necesitan herramientas afiladas y velocidades de corte adecuadas para evitar el endurecimiento del trabajo. Coming utiliza avanzadas Mecanizado CNC para controlar las trayectorias de las herramientas, reduciendo así los problemas de endurecimiento del trabajo.
Desgaste de la herramienta y generación de calor
El desgaste de la herramienta es rápido cuando se mecaniza acero inoxidable 304. Este material es muy dúctil y tiene una mala disipación del calor, lo que hace que éste se acumule cerca del punto de corte. Aproximadamente 70-80% del calor permanece en la zona de corte. Sin refrigeración, la temperatura de la punta de la herramienta puede superar los 800°C. Esta elevada temperatura acelera el desgaste de la herramienta y puede provocar el agrietamiento de las plaquitas de metal duro. En la siguiente tabla se enumeran los problemas más comunes:
| Desafío | Descripción |
|---|---|
| Desgaste de herramientas | Las herramientas se desgastan rápidamente debido al calor y a la dureza del material. |
| Formación de bordes construidos | El material se pega a la herramienta y perjudica el acabado superficial y la precisión. |
En comparación con el acero con bajo contenido en carbono, las herramientas de acero inoxidable 304 tienen una vida útil de 30% a 40% más corta. Sufren un desgaste más severo del flanco y son más propensas a la formación de bordes acumulados. Komin utiliza refrigerante a alta presión y un estricto control del proceso para garantizar la refrigeración de la herramienta y prolongar su vida útil.
¿El acero inoxidable 304 es difícil de mecanizar?
El acero inoxidable 304 es más difícil de mecanizar que muchos otros tipos de acero inoxidable. El 304 tiene un índice de maquinabilidad de 45%. El 316 tiene una maquinabilidad de 40%. El 304L tiene casi la misma maquinabilidad que el 304. El 303 tiene una maquinabilidad mucho mejor, de 78%. La tabla siguiente muestra estas clasificaciones:
Guía de mecanizado de acero inoxidable 304
Selección de herramientas
Elegir la herramienta adecuada es crucial para mecanizar acero inoxidable 304. Muchos maquinistas eligen herramientas de metal duro con recubrimientos especiales (como TiAlN o TiCN). Estos recubrimientos ayudan a prolongar la vida útil de la herramienta y la protegen de las altas temperaturas. Los mecanizadores suelen utilizar ranuras rompevirutas para controlar la formación de virutas. Las ranuras rompevirutas rompen las virutas largas en trozos más pequeños, lo que facilita el corte y mantiene limpia la zona de mecanizado. Además, las ranuras rompevirutas también ayudan a prolongar la vida útil de la herramienta.
| Tipo de revestimiento | Beneficios | Mejores aplicaciones |
|---|---|---|
| AlTiN | Maneja bien el calor, muy duro | Mecanizado de alta velocidad |
| TiCN | Se desgasta lentamente, menos fricción | Trabajos semipesados |
| ZrN | Permanece estable, detiene la acumulación de bordes | Trabajos de acabado |
| TiAlN | Resiste muy bien la oxidación | Desbaste pesado |
KEMING utiliza máquinas CNC avanzadas y elige las mejores herramientas para cada trabajo. Esto les ayuda a fabricar piezas de alta calidad.
Parámetros de corte
Elegir la velocidad de corte y el avance adecuados es crucial. Estos parámetros ayudan a eliminar el material de forma eficaz y prolongan la vida útil de la herramienta. Durante el desbaste, el operario utiliza una velocidad de corte más baja y un avance más alto para eliminar más metal; durante el acabado, se utiliza una velocidad de corte más alta y un avance más bajo para conseguir una superficie lisa.
| Tipo de mecanizado | Velocidad de corte (m/min) | Velocidad de avance (mm/rev) |
|---|---|---|
| Desbaste | 120-150 | Hasta el 0,3 |
| Acabado | 160-180 | 0.1-0.2 |
La guía de KEMING dice que hay que cambiar los ajustes de corte para cada trabajo. Sus máquinas CNC pueden controlar estos ajustes muy bien. Esto ayuda a eliminar el metal más rápido y mantiene la superficie agradable.
Refrigerante y lubricación
El refrigerante y la lubricación son cruciales en el mecanizado de acero inoxidable 304. Los sistemas de refrigeración de alta presión suministran refrigerante directamente al punto de corte, refrigerando la herramienta y la pieza de trabajo, disolviendo las virutas y evitando que se adhieran. Los lubricantes a base de aceite ayudan a aumentar la velocidad de corte y prolongan la vida útil de la herramienta. Los lubricantes a base de agua ayudan a disipar el calor y consiguen un buen acabado superficial. Los lubricantes sintéticos y semisintéticos combinan las ventajas de ambos.
Si el nivel de refrigerante es demasiado bajo o la dirección de pulverización es incorrecta, las virutas se adhieren a la herramienta, lo que provoca un desgaste acelerado de la misma y la formación de bordes acumulados. El sistema de refrigeración de alta presión de Komin evita eficazmente la adherencia de virutas, protegiendo tanto la herramienta como la pieza de trabajo.
Reducir el endurecimiento del trabajo
El endurecimiento por deformación hace que el mecanizado del acero inoxidable 304 sea más difícil. Los mecanizadores emplean varios métodos para evitarlo. Mantienen fuerzas de corte estables y utilizan herramientas con un ángulo de desprendimiento positivo. Una buena refrigeración y velocidades de corte moderadas ayudan a evitar un endurecimiento excesivo de la superficie. El corte continuo y el fresado trocoidal mantienen la herramienta en movimiento, reduciendo así la temperatura.
| Grado | Contenido de carbono | Características del endurecimiento del trabajo | Impacto de la maquinabilidad |
|---|---|---|---|
| 304 | Más alto | Se pone duro rápido | Las herramientas se desgastan más rápido |
| 304L | Baja | Se endurece más despacio | Más fácil de mecanizar |
| 304H | Más alto | Más fuerte, más quebradizo | Más difícil de mecanizar |
La guía de KEMING utiliza estos consejos. Su equipo utiliza el fresado de alto rendimiento para controlar el calor y alargar la vida útil de las herramientas. Siguiendo estos pasos, consiguen buenos índices de arranque y bonitos acabados en todas las piezas de acero inoxidable.
Errores y soluciones en el mecanizado de acero inoxidable 304
Errores frecuentes
Los maquinistas a veces cometen errores con el acero inoxidable 304. Estos errores pueden romper las herramientas y desperdiciar material. Estos errores pueden romper las herramientas y desperdiciar material. También hacen que las superficies tengan mal aspecto. Los errores más comunes son:
- Algunos copian los ajustes de otros. Los ajustes incorrectos pueden astillar las herramientas y dejar superficies ásperas.
- Cortar demasiado profundo sin pensar en la vida útil de la herramienta. Los cortes profundos generan más calor y desgastan las herramientas rápidamente.
- No se utiliza suficiente refrigerante. Sin refrigeración, las herramientas se calientan demasiado y dejan de funcionar.
- La pieza no se sujeta firmemente. Si la pieza se mueve, pierde precisión o se daña.
Consejo: Planificar y configurar con cuidado puede detener estos problemas antes de empezar a mecanizar.
Cómo evitarlos
Los operarios pueden evitar estos errores utilizando buenos métodos. En la tabla siguiente se enumeran las formas de mecanizar mejor el acero inoxidable 304:
| Estrategia | Descripción |
|---|---|
| Optimización de la geometría de la herramienta | Cambie los ángulos de desprendimiento y alivio para reducir las fuerzas de corte y detener el endurecimiento del trabajo. |
| Selección de parámetros de corte | Elija la velocidad, el avance y la profundidad adecuados para mantener constantes las fuerzas de corte y evitar el endurecimiento. |
| Aplicación de la estrategia de refrigeración | Utilice refrigerante a alta presión o refrigeración a través de la herramienta para controlar el calor y eliminar las virutas. |
| Selección del revestimiento de la herramienta | Elija recubrimientos como AlTiN o TiCN para reducir la fricción y prolongar la vida útil de las herramientas. |
| Supervisión y ajuste del proceso | Compruebe a menudo el acabado superficial, el desgaste de la herramienta y el uso de la potencia para detectar los problemas a tiempo. |
Los maquinistas que siguen estos pasos pueden ahorrar dinero en herramientas. También pueden mejorar el aspecto de las piezas de acero inoxidable.
Maquinabilidad del acero inoxidable 304 frente al 303
Muchos ingenieros se fijan tanto en el acero inoxidable 304 como en el 303 a la hora de fabricar piezas. Estos dos tipos pertenecen a la misma familia, pero se comportan de forma diferente cuando se mecanizan. La razón principal es su composición química.
El acero inoxidable 303 tiene más azufre que el 304. El azufre adicional modifica su comportamiento al corte. El azufre del 303 ayuda a que las virutas se rompan en trozos pequeños. Estas virutas cortas se alejan rápidamente de la herramienta. Esto hace que el mecanizado sea más suave y permite a los operarios cortar más rápido. Con el 303, las herramientas duran más y las superficies tienen mejor aspecto.
El acero inoxidable 304 tiene menos azufre. No rompe las virutas con tanta facilidad. Las virutas son largas y pueden envolver la herramienta. Esto dificulta el mecanizado y puede ralentizarlo. El 304 también se endurece más rápido cuando se corta. Esto puede desgastar las herramientas rápidamente.
He aquí un sencillo cuadro que muestra las principales diferencias:
| Característica | Acero inoxidable 303 | Acero inoxidable 304 |
|---|---|---|
| Contenido de azufre | Más alto | Baja |
| Formación de virutas | Fichas cortas y quebradizas | Astillas largas y fibrosas |
| Grado de maquinabilidad | Más alto (más fácil de mecanizar) | Más bajo (más difícil de mecanizar) |
| Endurecimiento del trabajo | Menos | Más |
| Acabado superficial | Más suave | Puede necesitar pasos adicionales |
Nota: El 303 es más fácil de mecanizar porque contiene más azufre, pero no resiste la oxidación tan bien como el 304.
A la hora de elegir entre estos dos materiales, los ingenieros piensan en la función de la pieza. Si quieren un mecanizado fácil y un buen acabado, eligen el 303. Si necesitan una mayor resistencia a la corrosión, eligen el 304, aunque sea más difícil de mecanizar. Si necesitan una mayor resistencia a la corrosión, eligen el 304, aunque sea más difícil de mecanizar.
Mejora del acabado superficial del acero inoxidable 304

Técnicas de acabado de superficies
Los mecanizadores pueden conseguir una superficie muy lisa en acero inoxidable 304 mediante varios pasos clave. En primer lugar, eliminan la mayor parte del metal, dejando una fina capa para el corte final. Esta fina capa suele tener entre 0,2 y 0,5 mm de grosor. Ayuda a proteger la superficie durante los procesos de acabado posteriores. A continuación, utilizan el rectificado para mejorar aún más la suavidad de la superficie. El rectificado puede alcanzar una rugosidad superficial Ra de 0,4 a 0,8 micrómetros. Si se requiere un acabado de espejo, es necesario pulir con una rueda de pulido de paño suave. El pulido puede alcanzar una rugosidad Ra de 0,05 micrómetros.
Muchas plantas de mecanizado emplean métodos especiales de acabado superficial para mejorar los resultados del mecanizado. En la tabla siguiente se enumeran algunos métodos utilizados habitualmente:
| Tratamiento de superficies | Descripción |
|---|---|
| Pulido | Deja la superficie brillante y lisa. También ayuda a mantener las cosas limpias y con buen aspecto. |
| Pasivación | Elimina la suciedad y forma una capa que detiene el óxido. |
| Chorro de arena | Da a la superficie un aspecto mate. Sirve para detener el deslumbramiento y para decorar. |
| Galvanoplastia | Añade una fina capa de metal como cromo o níquel. Esto hace que la pieza tenga mejor aspecto y dure más. |
| Granallado | Limpia y da rugosidad a la superficie para conseguir un aspecto satinado o mate. También ayuda a que la pieza resista el desgaste. |
Consejo: Utilice el pulido mecánico para las piezas brillantes. Utiliza tratamientos químicos como el electropulido o el decapado para detener el óxido.
Eficacia del mecanizado CNC
Las máquinas CNC ayudan a los trabajadores a conseguir siempre el mismo acabado liso en acero inoxidable 304. Con los ajustes adecuados, pueden conseguir un acabado estándar de Ra 1,6 micrómetros (63 µpulg.). Para un mejor acabado, las máquinas CNC pueden alcanzar Ra 0,8 micrómetros (32 µpulg.) si realizan más pasos. Conseguir un acabado más liso que Ra 0,8 micrómetros es posible, pero cuesta más dinero.
| Tipo de acabado | Valor Ra (µin) | Descripción |
|---|---|---|
| Estándar | 63 (Ra 1.6) | Puede conseguirlo con un mecanizado normal. |
| Premium | 32 (Ra 0,8) | Se necesitan pasos adicionales para este acabado. |
| Por debajo de Ra 0,8 | N/A | Se puede conseguir, pero es mucho más caro. |
Los trabajadores cambian la velocidad, el avance y la trayectoria de la herramienta para conseguir el mejor acabado. También utilizan buenas herramientas y refrigerantes. Estos pasos ayudan a que la superficie sea lisa y a que las herramientas duren más. El mecanizado CNC permite a las empresas fabricar todas las piezas de acero inoxidable siempre de la misma forma.
El acero inoxidable 304 puede mecanizarse si los trabajadores utilizan buenas herramientas y pasos. Deben conocer los problemas que plantea este material. Utilizar una guía de mecanizado sencilla les ayuda a hacer un mejor trabajo. Muchas industrias utilizan el acero inoxidable porque fabrica piezas fuertes y fiables. Para obtener los mejores resultados, pueden obtener ayuda de expertos como KEMING. KEMING ofrece ayuda avanzada para proyectos de mecanizado de acero inoxidable.
PREGUNTAS FRECUENTES
¿Cuáles son los principales usos del acero inoxidable 304?
Los ingenieros utilizan acero inoxidable 304 para fabricar utensilios de cocina, equipos de procesamiento de alimentos y dispositivos médicos. Este material es resistente a la oxidación y duradero.
¿El acero inoxidable 304 es fácil de soldar?
Sí. Los trabajadores pueden soldar acero inoxidable 304 utilizando los métodos de soldadura más comunes. Tras la soldadura, el material conserva su resistencia.
¿Por qué el acero inoxidable 304 produce virutas largas durante el mecanizado?
Este material es muy dúctil. Tiende a doblarse más que a romperse. Esto da lugar a virutas largas en forma de tira al cortar.
¿En qué se diferencia el acero inoxidable 304 del acero inoxidable 316?
El acero inoxidable 304 es menos caro y adecuado para la mayoría de las necesidades de mecanizado. El acero inoxidable 316 contiene más níquel y molibdeno. Tiene mejor resistencia química, pero es más difícil de mecanizar.
¿Qué factores contribuyen a mejorar el acabado superficial de las piezas de acero inoxidable 304?
Los trabajadores utilizan herramientas afiladas, trabajan a baja velocidad y emplean un buen refrigerante. Estas medidas pueden hacer que la superficie de las piezas sea más lisa.