
La fabrication de modèles est une méthode efficace pour produire des pièces moulées complexes par le biais de la procédé de moulage à mousse perdue. Le choix d'un matériau en mousse adapté et le respect des normes de sécurité garantissent la production de pièces moulées de haute qualité. KEMING propose des services de moulage de précision — notamment la fabrication de modèles par moulage à mousse perdue — à un large éventail de secteurs, tels que l'automobile, l'aérospatiale et les équipements médicaux.
| L'industrie | Applications |
|---|---|
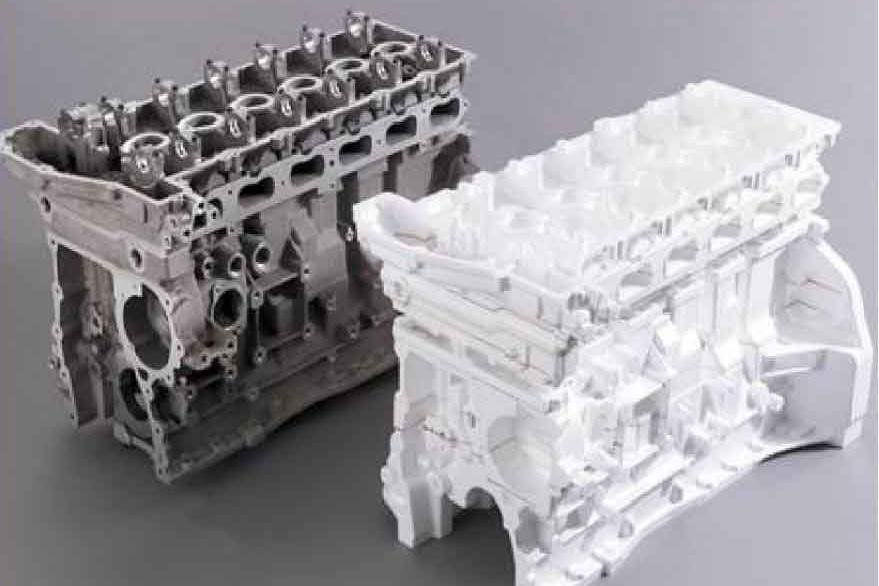
| Automobile | Blocs-moteurs, culasses, boîtes de vitesses |
| Aérospatiale | Pièces de moteurs d'avion, éléments structurels |
| Machines lourdes | Corps de pompe, corps de vanne, boîtes de vitesses |
| Équipement médical | Dispositifs médicaux complexes |
Principaux enseignements
- Le choix de matériaux en mousse adaptés, tels que l'EPS ou le XPS, permet d'obtenir des pièces moulées de meilleure qualité et de réduire les déchets. Utilisez des outils spécialisés, tels que Fraiseuses à commande numérique, pour découper et façonner avec précision les modèles en mousse. Veillez à respecter les consignes de sécurité — telles que le port d'équipements de protection et une ventilation adéquate — afin de garantir la sécurité tout au long du processus de moulage.
Matériaux pour la fonderie à mousse perdue

Choix du type de mousse
Le choix de la mousse appropriée constitue la première étape. La plupart des entreprises utilisent soit du polystyrène expansé (EPS), soit du polystyrène extrudé (XPS). Ces mousses se vaporisent entièrement au cours du processus de moulage. Une mousse à plus haute densité offre une plus grande solidité et une meilleure résistance à la déformation, ce qui permet de conserver la forme du modèle. L’utilisation d’une mousse plus résistante permet d’obtenir des dimensions plus précises et des surfaces plus lisses pour la pièce moulée finale ; comme la mousse s’évapore, la pièce moulée conserve une forme précise, ce qui réduit les défauts. De nombreuses installations (telles que KEMING) considèrent que l’EPS ou le XPS constituent les choix optimaux pour la fonderie à mousse perdue. De plus, l’utilisation de ces mousses minimise les déchets, car elles disparaissent au cours du processus de coulée.
Outils indispensables à la fabrication de modèles en mousse perdue
La découpe et le façonnage des gabarits en mousse nécessitent des outils spécialisés. Les fraiseuses CNC 5 axes de pointe permettent une découpe précise des blocs de mousse, ce qui est essentiel pour produire des gabarits de haute qualité. Parallèlement, des outils manuels tels que les découpeuses à fil chaud, les cutters et le papier de verre facilitent les ajustements fins et la réalisation des détails.
Enrobage et préparation des moules en sable
Les revêtements réfractaires jouent un rôle crucial dans le procédé de moulage par mousse perdue (LFC). Les revêtements à base d'eau — tels que LFC, SEMCO Perm et STYROMOL — forment une couche protectrice sur le modèle en mousse ; cette couche empêche le contact direct entre la mousse et le métal en fusion tout en garantissant une surface de moulage lisse. Une fois sec, le revêtement doit présenter une résistance suffisante tout en conservant une bonne perméabilité pendant la coulée afin de permettre l'évacuation des gaz. Du sable de haute qualité est tassé autour du modèle revêtu afin de le maintenir solidement en place.
Réaliser des modèles en mousse perdue
Conception et croquis
Tout d’abord, un plan de pièce clair est nécessaire. Les usines utilisent généralement la conception assistée par ordinateur (CAO) et des logiciels spécialisés — tels que FLOW-3D CAST — pour concevoir les modèles utilisés dans le procédé de moulage à mousse perdue. Ces outils permettent d’anticiper les problèmes potentiels lors du moulage. La conception assistée par ordinateur facilite la création de modèles en mousse d’une grande précision, ce qui est essentiel pour produire des pièces moulées par moulage à mousse perdue de haute qualité. Pour les pièces spécialisées, des plans détaillés sont élaborés afin de garantir que chaque composant soit parfaitement conforme aux spécifications finales du moulage.
| Principe de conception | Description |
|---|---|
| Création de motifs | Il est très important de réaliser un modèle en mousse qui corresponde exactement à la pièce finale. Cela permet d'obtenir de bons moulages avec moins d'erreurs. |
| Préparation du moule | En tassant bien le sable fin autour de la mousse, on la maintient en place. Cela l'empêche de bouger pendant le moulage. |
| Vaporisation de mousse | En contrôlant la façon dont la mousse se dissipe, on évite que du gaz ne reste piégé. Cela permet de conserver une surface solide et de bonne qualité. |
| Solidification des métaux | En laissant le métal refroidir lentement, on évite l'apparition de fissures et le retrait. La pièce est ainsi solide et conforme. |
Découpe et mise en forme de la mousse
La découpe de la mousse exige à la fois du savoir-faire et des outils adaptés. Les usines utilisent généralement des découpeuses à fil chaud à commande numérique (CNC) pour produire des formes simples et des machines CNC à 5 axes pour les détails complexes ; ces machines garantissent des surfaces lisses et une grande précision dimensionnelle. Pour les formes spécialisées, les ouvriers découpent manuellement de grands blocs de mousse EPS (polystyrène). Les découpeuses à fil chaud produisent des découpes nettes et des bords lisses, réduisant ainsi au minimum les travaux de finition ultérieurs. En revanche, la découpe manuelle a tendance à générer des bords irréguliers et à produire des poussières nocives ; par conséquent, les usines privilégient la découpe au fil chaud pour des raisons à la fois de sécurité et de qualité.
| Technique | Description |
|---|---|
| Découpe CNC au fil chaud | Un ordinateur actionne un fil chauffant pour découper rapidement la mousse EPS. |
| Sculpture CNC à 5 axes | Cette machine sculpte des formes complexes sous plusieurs angles pour obtenir un niveau de détail élevé. |
| Découpe à la main | Les ouvriers découpent à la main des formes spéciales dans de gros blocs de PSE. |
Remarque : les découpeuses à fil chaud génèrent moins de poussière et sont donc plus sûres. Veillez toujours à disposer d'une bonne ventilation et à porter un équipement de protection lorsque vous découpez de la mousse.
Assemblage et finition
Pour assembler les composants en mousse, il faut un adhésif puissant capable de résister aux températures élevées rencontrées pendant le processus de moulage. Cet adhésif garantit l’intégrité structurelle des pièces en mousse et empêche toute déformation. Les usines choisissent généralement des adhésifs qui ne fondent pas facilement, ce qui permet d’économiser les matériaux. Une fois assemblée, la mousse est poncée puis enduite ; le ponçage lisse la surface, tandis que l’enduit renforce la résistance et aide à conserver la forme de la mousse. Certains enduits sont respirants, ce qui évite l’apparition de défauts de surface.
- Ponçage : poncez délicatement la mousse pour la rendre plus lisse.
- Appliques : Appliquez une fine couche pour obtenir une meilleure finition et une meilleure résistance.
- Application au pistolet : vaporisez le revêtement de manière à obtenir une couverture homogène, en particulier sur les formes complexes.
- Trempage : Trempez la mousse pour qu'elle soit entièrement recouverte, parfois plusieurs fois.
Les modèles sur mesure en mousse perdue permettent aux usines de fabriquer rapidement des pièces aux formes complexes. Les modèles plus détaillés peuvent prendre plus de temps et coûter plus cher. Mais une conception bien pensée permet de gagner du temps et de réduire la charge de travail lors de la coulée.
Conseils et consignes de sécurité pour le moulage à mousse perdue
Les clés du succès
De nombreux professionnels améliorent le procédé de moulage à mousse perdue en suivant quelques étapes simples. Ils placent des évents en haut de la pièce moulée, près des angles, afin de faciliter l'évacuation des gaz pendant la coulée. Ils utilisent des masselottes plus grandes que la pièce moulée elle-même ; comme les masselottes refroidissent plus lentement, elles contribuent à prévenir les défauts de retrait. Ils évitent d'introduire le métal en fusion directement dans les sections à parois minces, car ces zones se solidifient en premier. Une coulée rapide empêche le métal en fusion de refroidir prématurément. L'utilisation de modèles en mousse sèche permet d'éviter les problèmes liés à l'humidité. Ces mesures contribuent à garantir que le modèle en mousse perdue fonctionne efficacement pendant le processus de moulage.
- Placez les évents à moins d'un demi-pouce des coins supérieurs.
- Utilisez un grand rehausseur pour réguler le refroidissement.
- Évitez d'introduire du métal dans les zones minces.
- Versez le métal rapidement.
- Veillez à ce que la mousse reste sèche.
Erreurs courantes
Certaines erreurs peuvent entraîner des problèmes lors du moulage par mousse perdue. Le tableau ci-dessous présente les problèmes courants et les solutions pour y remédier.
| Mode de défaillance | Description et impact | Mesures correctives |
|---|---|---|
| Conception d'un système prudent | Un vide insuffisant laisse pénétrer du sable, ce qui provoque des défauts liés au carbone. | Augmenter le niveau de vide en fonction de la pièce et du type de métal. |
| Fuite du flacon | Les fuites laissent entrer de l'air, ce qui réduit le vide et entraîne des défauts. | Vérifiez et réparez les fuites au niveau des joints et des raccords. |
| Blocage du système | La mousse ou le sable obstruent les filtres, ce qui entraîne une baisse de la pression d'aspiration. | Nettoyez ou remplacez les filtres et vérifiez qu'ils ne sont pas obstrués. |
Les ouvriers constatent également des problèmes tels que des défauts de soudure dus à une mauvaise coulée et des inclusions de scories résultant d'une conception inadéquate du circuit de coulée. Ils préviennent ces problèmes en vérifiant le système et en appliquant de bonnes méthodes de coulée.
Consignes de sécurité
Le procédé de moulage par mousse perdue fait appel à la chaleur et à des produits chimiques. Les ouvriers se protègent à l'aide d'un équipement adapté. Ils utilisent une ventilation à air pulsé ou des hottes d'aspiration pour évacuer les émanations. Des visières, des gants et des tabliers en cuir les protègent contre les brûlures. Les ouvriers portent des chaussures fermées et utilisent des gants thermiques pour manipuler les outils chauds. Ils portent des masques N95 pour les boues céramiques et des masques P100 pour la silice. KEMING respecte les normes ASTM, DIN et JIS en matière de sécurité et de qualité. Ces règles contribuent à garantir la sécurité et la qualité du processus de moulage.
La sécurité avant tout : vérifiez toujours votre équipement et portez des équipements de protection avant de commencer à fabriquer des modèles en mousse perdue.
Les ouvriers fabriquent des modèles en mousse perdue en cinq étapes : la fabrication du modèle, l'enduction, le compactage du sable, la coulée et le refroidissement. Le choix du matériau utilisé influe sur le résultat final du moulage en mousse perdue. Il influe également sur le prix et la finition de la pièce. Le moulage à mousse perdue est particulièrement adapté aux formes complexes et à la production en série. KEMING apporte un soutien de qualité en matière de moulage à mousse perdue à ceux qui recherchent des services spécialisés de moulage à la cire perdue.
FAQ
Quel type de mousse est le mieux adapté au moulage par mousse perdue ?
L'EPS (polystyrène expansé) et le XPS (polystyrène extrudé) constituent les meilleurs choix. KEMING souligne que ces mousses permettent de créer des modèles robustes, contribuant ainsi à conserver des formes précises et des finitions de surface lisses.
Le moulage à mousse perdue est-il sans danger pour les débutants ?
Les débutants peuvent s'essayer au moulage à mousse perdue à condition de respecter les mesures de sécurité appropriées. Une bonne ventilation contribue à garantir un environnement de travail sûr. Respectez toujours les protocoles de sécurité et portez un équipement de protection.