
La fabricación de modelos es un método eficaz para producir piezas de fundición complejas mediante el proceso de espuma perdida. La elección del material de espuma adecuado y el cumplimiento de las normas de seguridad garantizan la producción de piezas de fundición de alta calidad. KEMING ofrece servicios de fundición de precisión —incluida la fabricación de modelos mediante el proceso de espuma perdida— a una amplia gama de sectores, como el automovilístico, el aeroespacial y el de equipos médicos.
| Industria | Aplicaciones |
|---|---|
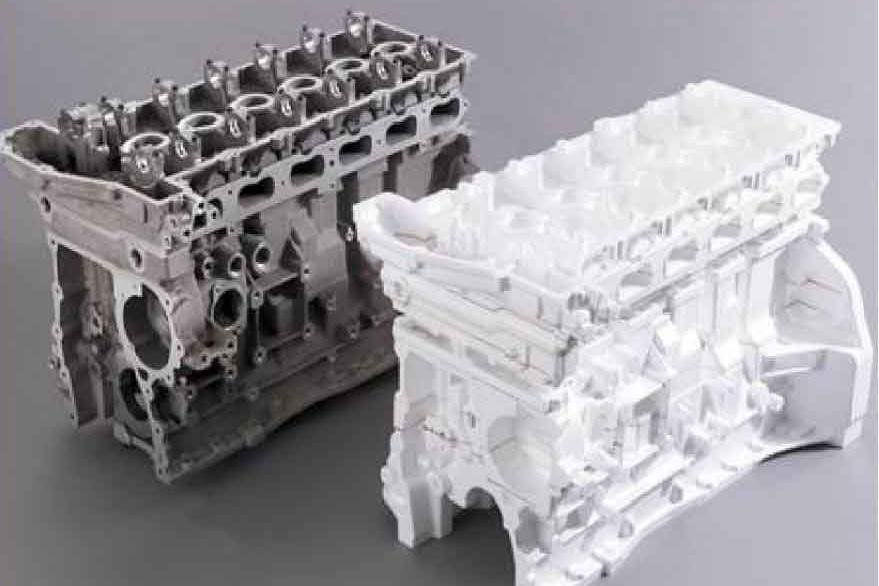
| Automoción | Bloques de motor, culatas y cajas de cambios |
| Aeroespacial | Piezas de motores de avión, componentes estructurales |
| Maquinaria pesada | Carcasas de bombas, cuerpos de válvulas, cajas de cambios |
| Equipos médicos | Dispositivos médicos complejos |
Principales conclusiones
- La selección de materiales de espuma adecuados, como el EPS o el XPS, contribuye a obtener piezas moldeadas de mayor calidad y a reducir los residuos. Utiliza herramientas especializadas, como Fresadoras CNC, para cortar y dar forma con precisión a los moldes de espuma. Asegúrate de respetar los protocolos de seguridad —como llevar equipo de protección y garantizar una ventilación adecuada— para garantizar la seguridad durante todo el proceso de moldeo.
Materiales para la fundición por espuma perdida

Selección del tipo de espuma
Elegir la espuma adecuada es el primer paso. La mayoría de las empresas utilizan poliestireno expandible (EPS) o poliestireno extruido (XPS). Estos materiales espumosos se vaporizan por completo durante el proceso de moldeo. La espuma de mayor densidad ofrece mayor resistencia mecánica y resistencia a la deformación, lo que ayuda a mantener la forma del modelo. El uso de espuma de mayor resistencia da como resultado dimensiones más precisas y superficies más lisas en la pieza fundida final; dado que la espuma se evapora, la pieza fundida conserva una forma precisa, lo que reduce los defectos. Muchas instalaciones (como KEMING) consideran que el EPS o el XPS son las opciones óptimas para la fundición por espuma perdida. Además, el uso de estas espumas minimiza los residuos, ya que desaparecen durante el proceso de fundición.
Herramientas imprescindibles para la fabricación de modelos de espuma perdida
El corte y el modelado de patrones de espuma requieren herramientas especializadas. Las fresadoras CNC avanzadas de 5 ejes permiten cortar con precisión los bloques de espuma, lo cual es fundamental para fabricar patrones de alta calidad. Por su parte, las herramientas manuales, como las cortadoras de hilo caliente, los cúteres y el papel de lija, facilitan los ajustes finos y los detalles.
Recubrimiento y preparación de moldes de arena
Los recubrimientos refractarios desempeñan un papel fundamental en el proceso de fundición por espuma perdida (LFC). Los recubrimientos a base de agua —como LFC, SEMCO Perm y STYROMOL— forman una capa protectora sobre el modelo de espuma; esta capa evita el contacto directo entre la espuma y el metal fundido, al tiempo que garantiza una superficie de fundición lisa. Una vez seco, el recubrimiento debe poseer la resistencia suficiente y, al mismo tiempo, mantener una buena permeabilidad durante la colada para permitir la salida de gases. Se compacta arena de alta calidad alrededor del modelo recubierto para mantenerlo firmemente en su sitio.
Fabricar modelos de espuma perdida
Diseño y bocetos
En primer lugar, se requiere un plano claro de la pieza. Las fábricas suelen utilizar el diseño asistido por ordenador (CAD) y software especializado —como FLOW-3D CAST— para diseñar los patrones (modelos) utilizados en el proceso de fundición por espuma perdida. Estas herramientas ayudan a anticipar posibles problemas durante la fundición. Los diseños asistidos por ordenador facilitan la creación de patrones de espuma de gran precisión, lo cual es fundamental para producir piezas de fundición por espuma perdida de alta calidad. En el caso de piezas especializadas, se elaboran planos detallados para garantizar que cada componente se ajuste perfectamente a las especificaciones finales de la fundición.
| Principio de diseño | Descripción |
|---|---|
| Creación de patrones | Es muy importante realizar una réplica de espuma que coincida con la pieza final. Esto ayuda a obtener buenas piezas de fundición con menos errores. |
| Preparación del molde | Compactar bien la arena fina alrededor de la espuma la mantiene estable. Esto evita que se mueva durante el moldeo. |
| Vaporización de espuma | Al controlar cómo desaparece la espuma, se evita que el gas quede atrapado. De este modo, la superficie se mantiene en buen estado y resistente. |
| Solidificación de metales | Dejar que el metal se enfríe lentamente evita que se produzcan grietas y contracciones. Esto hace que la pieza sea resistente y tenga las dimensiones correctas. |
Corte y modelado de espuma
El corte de espuma requiere tanto habilidad como las herramientas adecuadas. Las fábricas suelen utilizar cortadoras de hilo caliente CNC para producir formas sencillas y máquinas CNC de 5 ejes para detalles complejos; estas máquinas garantizan superficies lisas y precisión dimensional. Para formas especializadas, los trabajadores cortan manualmente grandes bloques de espuma de EPS (poliestireno). Las cortadoras de hilo caliente producen cortes limpios y bordes lisos, lo que minimiza la necesidad de trabajos de acabado posteriores. Por el contrario, el corte manual suele dar lugar a bordes irregulares y a la generación de polvo nocivo; por ello, las fábricas prefieren el corte con hilo caliente tanto por razones de seguridad como de calidad.
| Técnica | Descripción |
|---|---|
| Corte por hilo caliente CNC | Una máquina controla un alambre caliente para cortar rápidamente la espuma de poliestireno expandido (EPS). |
| Tallado CNC de 5 ejes | Esta máquina talla formas complejas desde múltiples ángulos para conseguir un alto nivel de detalle. |
| Corte a mano | Los trabajadores cortan a mano formas especiales a partir de grandes bloques de EPS. |
Nota: Las cortadoras de hilo caliente generan menos polvo, por lo que son más seguras. Asegúrate siempre de que haya una buena ventilación y utiliza equipo de protección cuando cortes espuma.
Montaje y acabado
Para unir los componentes de espuma entre sí se necesita un adhesivo resistente, capaz de soportar las altas temperaturas que se alcanzan durante el proceso de moldeo. Este adhesivo garantiza la integridad estructural de las piezas de espuma y evita que se deformen. Las fábricas suelen elegir adhesivos que no se derriten fácilmente, lo que ayuda a ahorrar material. Una vez unida, la espuma se somete a un proceso de lijado y recubrimiento; el lijado alisa la superficie, mientras que el recubrimiento aumenta la resistencia y ayuda a mantener la forma de la espuma. Algunos recubrimientos son transpirables, lo que evita defectos en la superficie.
- Lijado: Lija la espuma con cuidado para que quede más lisa.
- Capas: Aplica una capa fina para conseguir un mejor acabado y mayor resistencia.
- Pulverización: Pulveriza el recubrimiento para conseguir una cobertura uniforme, sobre todo en las formas más complicadas.
- Inmersión: Sumerge la espuma para que quede completamente cubierta; a veces, hay que hacerlo más de una vez.
Los modelos personalizados de espuma perdida ayudan a las fábricas a fabricar formas complejas con rapidez. Los modelos más detallados pueden requerir más tiempo y resultar más costosos. Sin embargo, unos buenos diseños pueden ahorrar tiempo y trabajo posteriormente, durante el proceso de fundición.
Consejos y medidas de seguridad para la fundición por espuma perdida
Claves para el éxito
Muchos profesionales mejoran el proceso de fundición por espuma perdida siguiendo unos sencillos pasos. Colocan los orificios de ventilación en la parte superior de la pieza, cerca de las esquinas, para facilitar la salida de gases durante el vertido. Utilizan conductos de alimentación más grandes que la propia pieza; dado que los conductos de alimentación se enfrían más lentamente, ayudan a prevenir defectos de contracción. Evitan verter el metal fundido directamente en las secciones de paredes delgadas, ya que estas zonas se solidifican primero. Un vertido rápido evita que el metal fundido se enfríe prematuramente. El uso de modelos de espuma seca evita los problemas relacionados con la humedad. Estas medidas ayudan a garantizar que el modelo de espuma perdida funcione eficazmente durante el proceso de fundición.
- Coloca las rejillas de ventilación a menos de media pulgada de las esquinas superiores.
- Utiliza un elevador grande para controlar la refrigeración.
- Evita introducir metal en las zonas delgadas.
- Vierte el metal rápidamente.
- Mantén la espuma seca.
Errores comunes
Algunos errores pueden provocar problemas en la fundición por espuma perdida. En la tabla siguiente se muestran los problemas más habituales y cómo solucionarlos.
| Modo de fallo | Descripción e impacto | Medidas correctivas |
|---|---|---|
| Diseño conservador del sistema | Un vacío insuficiente permite la entrada de arena, lo que provoca defectos en el carbono. | Aumenta el nivel de vacío en función de la pieza y del tipo de metal. |
| Fuga en el frasco | Las fugas dejan entrar aire, lo que reduce el vacío y provoca defectos. | Comprueba y repara las fugas en las juntas y las uniones. |
| Bloqueo del sistema | La espuma o la arena obstruyen los filtros, lo que provoca una caída de la presión de aspiración. | Limpia o sustituye los filtros y comprueba que no haya obstrucciones. |
Los trabajadores también detectan problemas como los cierres en frío, debidos a un vertido deficiente, y las inclusiones de escoria, provocadas por un diseño inadecuado de los canales de colada. Para evitarlos, revisan el sistema y aplican métodos de vertido adecuados.
Medidas de seguridad
El proceso de espuma perdida utiliza calor y productos químicos. Los trabajadores se protegen con el equipo adecuado. Utilizan ventilación por aire forzado o campanas de extracción para eliminar los humos. Las pantallas faciales, los guantes y los delantales de cuero protegen contra las quemaduras. Los trabajadores llevan calzado cerrado y utilizan guantes térmicos para manejar herramientas calientes. Utilizan mascarillas N95 para las pastas cerámicas y mascarillas P100 para la sílice. KEMING cumple las normas ASTM, DIN y JIS en materia de seguridad y calidad. Estas normas contribuyen a que el proceso de fundición sea seguro y no presente defectos.
La seguridad es lo primero: comprueba siempre el equipo y utiliza el equipo de protección antes de empezar a fabricar modelos de espuma perdida.
Los trabajadores fabrican los modelos de espuma perdida en cinco pasos. Estos pasos son: producción del modelo, recubrimiento, compactación de la arena, colada y enfriamiento. El material que se elija influye en el resultado final del proceso de espuma perdida. También influye en el precio y en el grado de acabado de la pieza. La fundición por espuma perdida es ideal para formas complejas y para la fabricación de grandes series de piezas. KEMING ofrece un excelente asesoramiento en fundición por espuma perdida a quienes buscan servicios especializados de fundición a la cera perdida.
PREGUNTAS FRECUENTES
¿Qué tipo de espuma es el más adecuado para la fundición por espuma perdida?
El EPS (poliestireno expandido) y el XPS (poliestireno extruido) son las mejores opciones. KEMING señala que estas espumas permiten crear moldes resistentes, lo que ayuda a mantener formas precisas y acabados superficiales lisos.
¿Es seguro el moldeo por espuma perdida para principiantes?
Los principiantes pueden probar la fundición por espuma perdida siempre que se tomen las medidas de seguridad adecuadas. Mantener una buena ventilación ayuda a garantizar un entorno de trabajo seguro. Respeta siempre los protocolos de seguridad y utiliza equipo de protección.