
Изготовление моделей — это эффективный метод производства сложных отливок с помощью технология литья по методу «потерянной пены». Выбор подходящего пенопласта и соблюдение норм безопасности гарантируют производство высококачественные отливки. Компания KEMING предоставляет услуги по прецизионному литью, в том числе изготовлению моделей по технологии «потерянной пены», для широкого спектра отраслей, таких как автомобилестроение, аэрокосмическая промышленность и производство медицинского оборудования.
| Промышленность | Приложения |
|---|---|
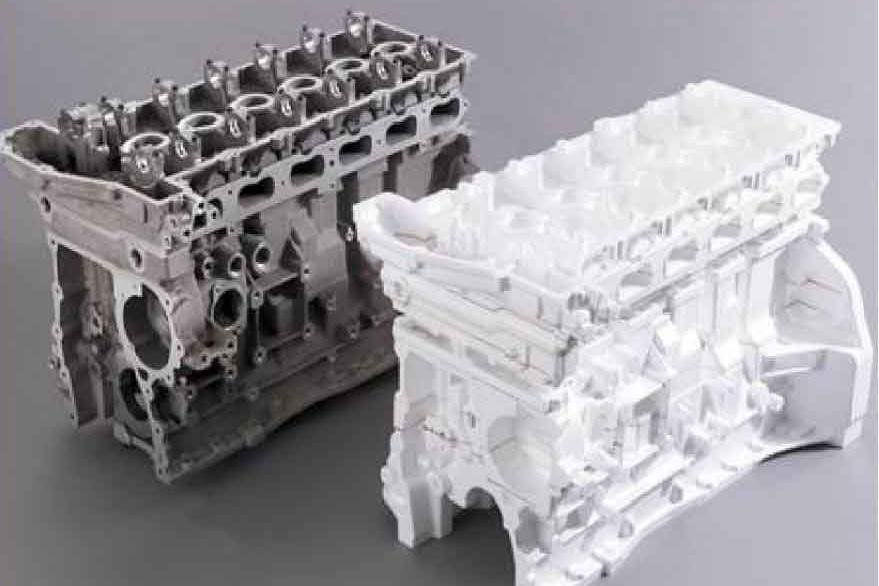
| Автомобили | Блоки цилиндров, головки блока цилиндров, коробки передач |
| Аэрокосмическая промышленность | Детали авиационных двигателей, конструктивные элементы |
| Тяжелое оборудование | Корпуса насосов, корпуса клапанов, редукторы |
| Медицинское оборудование | Сложные медицинские приборы |
Основные выводы
- Выбор подходящих пенопластов, таких как EPS или XPS, способствует получению отливок более высокого качества и сокращению отходов. Используйте специализированные инструменты, такие как Фрезерные станки с ЧПУ, для точной резки и придания формы пенопластовым моделям. Обязательно соблюдайте правила техники безопасности — например, носите защитное снаряжение и обеспечьте надлежащую вентиляцию — чтобы обеспечить безопасность на протяжении всего процесса литья.
Материалы для литья по методу «потерянной пены»

Выбор типа пены
Первым шагом является выбор подходящего пенопласта. Большинство предприятий используют либо вспененный полистирол (EPS), либо экструдированный полистирол (XPS). Эти пенопласты полностью испаряются в процессе литья. Пенопласт с более высокой плотностью обладает большей прочностью и устойчивостью к деформации, что помогает сохранить форму модели. Использование пенопласта повышенной прочности обеспечивает более точные размеры и гладкие поверхности готового отлива; поскольку пенопласт испаряется, отлив сохраняет точную форму, что позволяет снизить количество дефектов. Многие предприятия (такие как KEMING) считают EPS или XPS оптимальным выбором для литья по утраченной пеноформе. Кроме того, использование этих пенопластов сводит к минимуму отходы, поскольку они исчезают в процессе литья.
Необходимые инструменты для изготовления моделей методом «потерянной пены»
Для резки и придания формы моделям из пенопласта требуются специальные инструменты. Современные 5-осевые фрезерные станки с ЧПУ позволяют точно вырезать блоки из пенопласта, что имеет решающее значение для изготовления высококачественных моделей. В то же время ручные инструменты, такие как резаки с нагреваемой проволокой, ножи и наждачная бумага, облегчают выполнение тонкой доработки и проработку деталей.
Нанесение покрытия и подготовка песчаных форм
Огнеупорные покрытия играют ключевую роль в процессе литья по методу «потерянной пены» (LFC). Покрытия на водной основе — такие как LFC, SEMCO Perm и STYROMOL — образуют защитный слой на пенопластовой модели; этот слой предотвращает прямой контакт пены с расплавленным металлом, обеспечивая при этом гладкую поверхность отливки. После высыхания покрытие должно обладать достаточной прочностью, сохраняя при этом хорошую воздухопроницаемость во время заливки, чтобы обеспечить выход газа. Вокруг модели с нанесенным покрытием укладывается высококачественный песок, чтобы надежно зафиксировать её на месте.
Изготовление моделей методом «потерянной пены»
Дизайн и эскизы
Во-первых, необходим четкий чертеж детали. На заводах обычно используют системы автоматизированного проектирования (CAD) и специализированное программное обеспечение — такое как FLOW-3D CAST — для разработки моделей, применяемых в процессе литья по технологии «потерянной пены». Эти инструменты помогают заранее предвидеть потенциальные проблемы, возникающие в процессе литья. Компьютерное проектирование облегчает создание высокоточных пенопластовых моделей, что имеет решающее значение для производства высококачественных отливок по технологии «потерянной пены». Для специализированных деталей создаются подробные чертежи, чтобы гарантировать, что каждый компонент идеально соответствует конечным техническим требованиям к отливке.
| Принцип проектирования | Описание |
|---|---|
| Создание узоров | Очень важно изготовить пенопластовую модель, точно соответствующую конечной детали. Это помогает получить качественные отливки с меньшим количеством дефектов. |
| Подготовка формы | Плотное уплотнение мелкого песка вокруг пенопласта обеспечивает его устойчивость. Это предотвращает его смещение во время литья. |
| Испарение пены | Контроль за тем, как исчезает пена, предотвращает задержку газа. Благодаря этому поверхность остается прочной и качественной. |
| Затвердевание металла | Медленное охлаждение металла предотвращает появление трещин и усадку. Благодаря этому деталь получается прочной и имеет правильную форму. |
Резка и формовка пенопласта
Резка пенопласта требует как навыков, так и подходящих инструментов. На заводах обычно используют резаки с горячей проволокой с ЧПУ для изготовления простых форм и 5-осевые станки с ЧПУ для сложных деталей; эти станки обеспечивают гладкие поверхности и точность размеров. Для изготовления специальных форм рабочие вручную вырезают крупные блоки пенополистирола (EPS). Горячепроволочные резаки обеспечивают чистые срезы и гладкие кромки, что сводит к минимуму необходимость в последующей отделке. В отличие от этого, ручная резка, как правило, приводит к появлению шероховатых кромок и образованию вредной пыли; поэтому на заводах предпочитают горячепроволочную резку как по соображениям безопасности, так и качества.
| Техника | Описание |
|---|---|
| Резка горячей проволокой с ЧПУ | Компьютер управляет движением нагретой проволоки, чтобы быстро разрезать пенополистирол. |
| 5-осевая резьба с ЧПУ | Эта машина вырезает сложные формы со всех сторон, обеспечивая высокую степень детализации. |
| Ручная резка | Рабочие вручную вырезают из больших блоков пенополистирола детали сложной формы. |
Примечание: Резаки с нагреваемой проволокой образуют меньше пыли, поэтому они более безопасны. При резке пенопласта всегда обеспечивайте хорошую вентиляцию и надевайте средства защиты.
Сборка и отделка
Для склеивания пенопластовых деталей требуется прочный клей, способный выдерживать высокие температуры, возникающие в процессе литья. Такой клей обеспечивает структурную целостность пенопластовых деталей и предотвращает их деформацию. Как правило, на заводах выбирают клеи, которые не плавятся легко, что способствует экономии материалов. После склеивания пенопласт подвергается шлифовке и нанесению покрытия; шлифовка сглаживает поверхность, а покрытие повышает прочность и помогает сохранить форму пенопласта. Некоторые покрытия являются воздухопроницаемыми, что предотвращает появление дефектов на поверхности.
- Шлифование: Аккуратно отшлифуйте пенопласт, чтобы сделать его поверхность более гладкой.
- Покрытия: Нанесите тонкий слой для получения более качественного покрытия и повышения прочности.
- Распыление: Распыляйте покрытие для обеспечения равномерного нанесения, особенно на сложных по форме поверхностях.
- Окунание: Окуните пенопласт в раствор, чтобы он полностью покрылся им; иногда это приходится делать несколько раз.
Индивидуальные модели, изготовленные по технологии «потерянной пены», помогают предприятиям быстро изготавливать сложные формы. Создание более детализированных моделей может занять больше времени и обойтись дороже. Однако хорошо продуманные конструкции позволяют сэкономить время и усилия на последующих этапах литья.
Советы и правила техники безопасности при литье по методу «потерянной пени»
Ключи к успеху
Многие специалисты совершенствуют процесс литья по методу «потерянной пены», следуя нескольким простым шагам. Они размещают вентиляционные отверстия в верхней части отливки рядом с углами, чтобы облегчить выход газа во время заливки. Они используют литниковые каналы, размер которых превышает размер самой отливки; поскольку литниковые каналы остывают медленнее всего, они помогают предотвратить дефекты усадки. Они избегают подачи расплавленного металла непосредственно в тонкостенные участки, так как эти области затвердевают в первую очередь. Быстрая заливка предотвращает преждевременное охлаждение расплавленного металла. Использование сухих пенопластовых моделей позволяет избежать проблем, связанных с влажностью. Эти меры помогают обеспечить эффективную работу модели из пенопласта в процессе литья.
- Расположите вентиляционные отверстия на расстоянии не более полудюйма от верхних углов.
- Для регулирования охлаждения используйте большой подъемник.
- Не допускайте попадания металла в участки с тонкой стенкой.
- Быстро вылейте металл.
- Не допускайте намокания пенопласта.
Распространенные ошибки
Некоторые ошибки могут привести к проблемам при литье по методу «потерянной пены». В приведенной ниже таблице указаны типичные проблемы и способы их устранения.
| Режим отказа | Описание и последствия | Корректирующие меры |
|---|---|---|
| Консервативный подход к проектированию систем | Низкий уровень вакуума приводит к попаданию песка, что вызывает дефекты углеродного слоя. | Увеличьте уровень вакуума с учетом типа детали и металла. |
| Утечка из колбы | Утечки приводят к попаданию воздуха внутрь, что снижает вакуум и вызывает дефекты. | Проверьте и устраните утечки в уплотнениях и соединениях. |
| Затор в системе | Пена или песок забивают фильтры, что приводит к падению вакуума. | Очистите или замените фильтры и проверьте, нет ли засорений. |
Рабочие также сталкиваются с такими проблемами, как холодные швы, возникающие из-за некачественной разливки, и шлаковые включения, обусловленные неправильной конструкцией литниковой системы. Они предотвращают эти проблемы, проверяя систему и применяя правильные методы разливки.
Меры безопасности
В процессе литья по методу «потерянной пены» используются тепло и химические вещества. Рабочие защищают себя с помощью соответствующего снаряжения. Для удаления паров применяется принудительная вентиляция или вытяжные колпаки. От ожогов защищают лицевые щитки, перчатки и кожаные фартуки. Рабочие носят обувь с закрытым носком и используют термоперчатки при работе с горячими инструментами. При работе с керамическими суспензиями они носят маски N95, а при работе с кремнеземом — маски P100. Компания KEMING соблюдает стандарты ASTM, DIN и JIS в области безопасности и качества. Эти правила помогают обеспечить безопасность процесса литья и отсутствие дефектов.
Безопасность превыше всего: перед началом изготовления моделей методом «потерянной пены» всегда проверяйте оборудование и надевайте средства защиты.
Рабочие изготавливают модели по технологии «потерянной пены» в пять этапов. К ним относятся изготовление модели, нанесение покрытия, уплотнение песка, заливка и охлаждение. Выбранный материал влияет на качество готовой детали, изготовленной по технологии «потерянной пены». Он также определяет стоимость и гладкость поверхности детали. Литье по технологии «потерянной пены» хорошо подходит для сложных форм и массового производства деталей. Компания KEMING предоставляет квалифицированную поддержку в области литья по технологии «потерянной пены» тем, кто нуждается в профессиональных услугах по литью в патроны.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Какой тип пенопласта лучше всего подходит для литья по методу «потерянной формы»?
EPS (вспененный полистирол) и XPS (экструдированный полистирол) — лучший выбор. Компания KEMING отмечает, что эти пенопласты позволяют создавать прочные формы, что способствует сохранению точных очертаний и гладкой поверхности.
Безопасно ли литье по методу «потерянной пенопластовой формы» для начинающих?
Начинающие могут попробовать литье по методу «потерянной пены» при условии соблюдения соответствующих мер безопасности. Обеспечение хорошей вентиляции помогает создать безопасные условия труда. Всегда соблюдайте правила техники безопасности и носите средства индивидуальной защиты.