
Die Herstellung von Modellen ist ein effizientes Verfahren zur Fertigung komplexer Gussteile mittels der Lost-Foam-Verfahren. Die Auswahl des geeigneten Schaumstoffs und die Einhaltung der Sicherheitsstandards gewährleisten die Herstellung von hochwertige Gussteile. KEMING bietet Präzisionsgussdienstleistungen – einschließlich der Herstellung von Lost-Foam-Modellen – für eine Vielzahl von Branchen an, darunter die Automobilindustrie, die Luft- und Raumfahrt sowie die Medizintechnik.
| Industrie | Anwendungen |
|---|---|
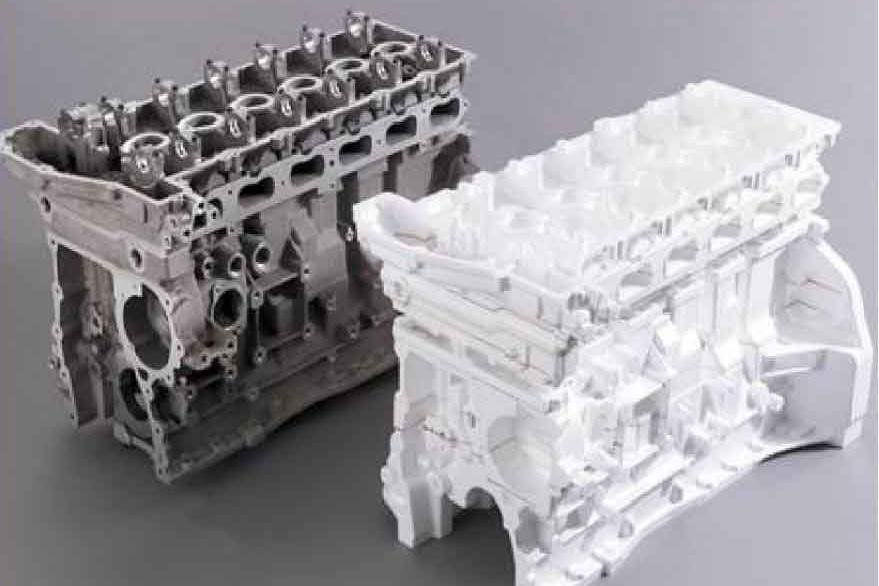
| Automobilindustrie | Motorblöcke, Zylinderköpfe, Getriebe |
| Luft- und Raumfahrt | Flugzeugtriebwerksteile, Strukturbauteile |
| Schwermaschinenbau | Pumpengehäuse, Ventilkörper, Getriebe |
| Medizinische Ausrüstung | Komplexe medizinische Geräte |
Wichtigste Erkenntnisse
- Die Auswahl geeigneter Schaumstoffe wie EPS oder XPS trägt dazu bei, qualitativ hochwertigere Gussteile herzustellen und den Ausschuss zu reduzieren. Verwenden Sie Spezialwerkzeuge wie CNC-Fräsmaschinen, um die Schaumstoffformen präzise zuzuschneiden und zu formen. Halten Sie sich unbedingt an die Sicherheitsvorschriften – wie das Tragen von Schutzkleidung und die Gewährleistung einer ausreichenden Belüftung –, um die Sicherheit während des gesamten Gießvorgangs zu gewährleisten.
Werkstoffe für das Lost-Foam-Gussverfahren

Auswahl der Schaumstoffart
Die Wahl des richtigen Schaumstoffs ist der erste Schritt. Die meisten Unternehmen verwenden entweder expandierbares Polystyrol (EPS) oder extrudiertes Polystyrol (XPS). Diese Schaumstoffe verdampfen während des Gießvorgangs vollständig. Schaumstoffe mit höherer Dichte bieten eine größere Festigkeit und Verformungsbeständigkeit, was dazu beiträgt, die Form des Modells beizubehalten. Die Verwendung von hochfestem Schaumstoff führt zu präziseren Abmessungen und glatteren Oberflächen des fertigen Gussteils; da der Schaumstoff verdampft, behält das Gussteil eine exakte Form bei, wodurch Fehler reduziert werden. Viele Betriebe (wie beispielsweise KEMING) betrachten EPS oder XPS als die optimale Wahl für das Lost-Foam-Gussverfahren. Zudem minimiert die Verwendung dieser Schaumstoffe den Abfall, da sie während des Gießprozesses verschwinden.
Unverzichtbare Werkzeuge für die Herstellung von Lost-Foam-Modellen
Das Zuschneiden und Formen von Schaumstoffmodellen erfordert Spezialwerkzeuge. Moderne 5-Achsen-CNC-Fräsmaschinen ermöglichen das präzise Zuschneiden von Schaumstoffblöcken, was für die Herstellung hochwertiger Modelle entscheidend ist. Manuelle Werkzeuge wie Heißdrahtschneider, Cuttermesser und Schleifpapier erleichtern hingegen Feineinstellungen und die Detailbearbeitung.
Beschichtung und Vorbereitung der Sandformen
Feuerfeste Beschichtungen spielen im Lost-Foam-Gussverfahren (LFC) eine entscheidende Rolle. Beschichtungen auf Wasserbasis – wie LFC, SEMCO Perm und STYROMOL – bilden eine Schutzschicht auf dem Schaummodell; diese Schicht verhindert den direkten Kontakt zwischen dem Schaum und der Metallschmelze und sorgt gleichzeitig für eine glatte Gussoberfläche. Nach dem Trocknen muss die Beschichtung über ausreichende Festigkeit verfügen und gleichzeitig während des Gießvorgangs eine gute Durchlässigkeit aufweisen, damit Gase entweichen können. Hochwertiger Sand wird um das beschichtete Modell herum gestampft, um es sicher an seinem Platz zu halten.
Verlorene-Schaum-Modelle herstellen
Entwurf und Skizzieren
Zunächst ist eine klare Teilzeichnung erforderlich. In der Regel nutzen Fabriken computergestütztes Design (CAD) und spezielle Software – wie beispielsweise FLOW-3D CAST –, um die im Lost-Foam-Gussverfahren verwendeten Gussformen (Modelle) zu entwerfen. Diese Werkzeuge helfen dabei, potenzielle Probleme während des Gussvorgangs vorherzusehen. Computergestützte Konstruktionen erleichtern die Herstellung hochpräziser Schaumstoffmodelle, was für die Produktion hochwertiger Lost-Foam-Gussteile entscheidend ist. Für Spezialteile werden detaillierte Zeichnungen erstellt, um sicherzustellen, dass jede Komponente perfekt mit den endgültigen Gussspezifikationen übereinstimmt.
| Gestaltungsprinzip | Beschreibung |
|---|---|
| Mustererstellung | Es ist sehr wichtig, ein Schaumstoffmodell anzufertigen, das genau dem endgültigen Bauteil entspricht. Dies trägt dazu bei, qualitativ hochwertige Gussteile mit weniger Fehlern herzustellen. |
| Vorbereitung der Form | Wenn man den feinen Sand fest um den Schaumstoff herum verdichtet, bleibt dieser stabil. So wird verhindert, dass er sich beim Gießen verschiebt. |
| Schaumverdampfung | Indem man steuert, wie der Schaum verschwindet, verhindert man, dass Gas eingeschlossen wird. Dadurch bleibt die Oberfläche schön fest. |
| Metallverfestigung | Wenn man das Metall langsam abkühlen lässt, verhindert man Risse und Schrumpfung. Dadurch wird das Bauteil fest und formstabil. |
Schneiden und Formen von Schaumstoff
Das Schneiden von Schaumstoff erfordert sowohl Fachkenntnis als auch die richtigen Werkzeuge. In Fabriken kommen in der Regel CNC-Heißdrahtschneider zum Einsatz, um einfache Formen herzustellen, sowie 5-Achsen-CNC-Maschinen für filigrane Details; diese Maschinen gewährleisten glatte Oberflächen und Maßgenauigkeit. Für spezielle Formen schneiden die Mitarbeiter große Blöcke aus EPS-Schaumstoff (Polystyrol) von Hand zu. Heißdrahtschneider erzeugen saubere Schnitte und glatte Kanten, wodurch der Bedarf an nachträglichen Nachbearbeitungen minimiert wird. Im Gegensatz dazu führt das manuelle Schneiden häufig zu rauen Kanten und der Entstehung von gesundheitsschädlichem Staub; daher bevorzugen Fabriken aus Sicherheits- und Qualitätsgründen das Heißdrahtschneiden.
| Technik | Beschreibung |
|---|---|
| CNC-Heißdrahtschneiden | Ein Computer steuert einen heißen Draht, um EPS-Schaumstoff schnell zu schneiden. |
| 5-Achsen-CNC-Fräsen | Diese Maschine fräst komplexe Formen von vielen Seiten, um ein hohes Maß an Detailgenauigkeit zu erzielen. |
| Schneiden von Hand | Die Arbeiter schneiden von Hand spezielle Formen aus großen EPS-Blöcken aus. |
Hinweis: Heißdrahtschneider verursachen weniger Staub und sind daher sicherer. Achten Sie beim Schneiden von Schaumstoff stets auf eine gute Belüftung und tragen Sie Schutzkleidung.
Montage und Endbearbeitung
Um die Schaumstoffkomponenten miteinander zu verkleben, ist ein starker Klebstoff erforderlich, der den hohen Temperaturen standhält, die während des Gießprozesses auftreten. Dieser Klebstoff gewährleistet die strukturelle Integrität der Schaumstoffteile und verhindert Verformungen. In der Regel wählen Hersteller Klebstoffe, die nicht leicht schmelzen, was zur Materialeinsparung beiträgt. Nach dem Verkleben wird der Schaumstoff geschliffen und beschichtet; das Schleifen glättet die Oberfläche, während die Beschichtung die Festigkeit erhöht und dazu beiträgt, die Form des Schaumstoffs zu erhalten. Bestimmte Beschichtungen sind atmungsaktiv und verhindern so Oberflächenfehler.
- Schleifen: Schleifen Sie den Schaumstoff vorsichtig ab, um ihn glatter zu machen.
- Beschichtungen: Tragen Sie eine dünne Schicht auf, um ein besseres Finish und eine höhere Festigkeit zu erzielen.
- Aufsprühen: Sprühen Sie die Beschichtung gleichmäßig auf, insbesondere bei komplizierten Formen.
- Eintauchen: Tauchen Sie den Schaumstoff ein, bis er vollständig bedeckt ist – manchmal auch mehrmals.
Maßgefertigte Lost-Foam-Modelle helfen Fabriken dabei, komplexe Formen schnell herzustellen. Detailliertere Modelle können mehr Zeit in Anspruch nehmen und höhere Kosten verursachen. Gute Konstruktionen können jedoch später beim Gießen Zeit und Arbeit sparen.
Tipps und Sicherheitshinweise zum Lost-Foam-Gussverfahren
Erfolgsfaktoren
Viele Fachleute optimieren das Lost-Foam-Gussverfahren, indem sie einige einfache Schritte befolgen. Sie platzieren Entlüftungsöffnungen am oberen Rand des Gussteils in der Nähe der Ecken, um das Entweichen von Gas während des Gießvorgangs zu erleichtern. Sie verwenden Angusskanäle, die größer sind als das Gussteil selbst; da Angusskanäle am langsamsten abkühlen, tragen sie dazu bei, Schrumpfungsfehler zu vermeiden. Sie vermeiden es, geschmolzenes Metall direkt in dünnwandige Bereiche einzuleiten, da diese Bereiche zuerst erstarren. Schnelles Gießen verhindert, dass das geschmolzene Metall vorzeitig abkühlt. Die Verwendung von Trocken-Schaummodellen beugt feuchtigkeitsbedingten Problemen vor. Diese Maßnahmen tragen dazu bei, dass das Lost-Foam-Modell während des Gießprozesses effektiv funktioniert.
- Bringen Sie die Lüftungsöffnungen im Abstand von einem halben Zoll zu den oberen Ecken an.
- Verwenden Sie einen großen Steigrohr, um die Kühlung zu regulieren.
- Vermeiden Sie es, Metall in dünne Bereiche einzubringen.
- Gieße das Metall schnell ein.
- Halten Sie den Schaumstoff trocken.
Häufige Fehler
Bestimmte Fehler können beim Lost-Foam-Guss zu Problemen führen. Die folgende Tabelle zeigt häufige Probleme und deren Behebung.
| Fehlermodus | Beschreibung und Auswirkungen | Korrekturmaßnahme |
|---|---|---|
| Konservatives Systemdesign | Ein zu geringes Vakuum lässt Sand eindringen, was zu Kohlenstofffehlern führt. | Erhöhen Sie den Unterdruck entsprechend dem Werkstück und der Metallart. |
| Leckage am Kolben | Durch Undichtigkeiten dringt Luft ein, wodurch das Vakuum abnimmt und Fehler entstehen. | Dichtungen und Anschlüsse auf Undichtigkeiten prüfen und diese beheben. |
| Systemstörung | Schaum oder Sand verstopfen die Filter, wodurch der Unterdruck abfällt. | Reinigen oder ersetzen Sie die Filter und prüfen Sie, ob Verstopfungen vorliegen. |
Die Mitarbeiter stellen zudem Probleme wie Kaltstellen aufgrund mangelhafter Gießverfahren und Schlackeneinschlüsse aufgrund einer schlechten Angussgestaltung fest. Sie beugen diesen vor, indem sie das System überprüfen und bewährte Gießverfahren anwenden.
Sicherheitshinweise
Beim Lost-Foam-Verfahren kommen Hitze und Chemikalien zum Einsatz. Die Mitarbeiter schützen sich mit geeigneter Schutzausrüstung. Zur Beseitigung von Dämpfen werden Zwangsbelüftungsanlagen oder Abzugshauben verwendet. Gesichtsschutzschilde, Handschuhe und Lederschürzen schützen vor Verbrennungen. Die Mitarbeiter tragen geschlossene Schuhe und verwenden Thermohandschuhe für heiße Werkzeuge. Bei Keramikschlämmen tragen sie N95-Masken und bei Siliziumdioxid P100-Masken. KEMING hält sich an die ASTM-, DIN- und JIS-Normen für Sicherheit und Qualität. Diese Vorschriften tragen dazu bei, den Gussprozess sicher und fehlerfrei zu gestalten.
Sicherheit geht vor: Überprüfen Sie stets die Ausrüstung und tragen Sie Schutzkleidung, bevor Sie mit der Herstellung von Lost-Foam-Modellen beginnen.
Die Mitarbeiter fertigen Lost-Foam-Modelle in fünf Schritten. Diese Schritte sind Modellherstellung, Beschichtung, Sandverdichtung, Gießen und Abkühlung. Die Wahl des Materials beeinflusst das Ergebnis des Lost-Foam-Verfahrens. Sie wirkt sich auch auf den Preis und die Oberflächengüte des Bauteils aus. Das Lost-Foam-Gussverfahren eignet sich gut für komplexe Formen und die Herstellung großer Stückzahlen. KEMING bietet kompetente Unterstützung im Bereich Lost-Foam-Guss für alle, die fachkundige Dienstleistungen im Feingussbereich benötigen.
FAQ
Welche Schaumstoffart eignet sich am besten für das Lost-Foam-Gussverfahren?
EPS (expandiertes Polystyrol) und XPS (extrudiertes Polystyrol) sind die beste Wahl. KEMING weist darauf hin, dass sich mit diesen Schaumstoffen robuste Modelle herstellen lassen, die dazu beitragen, präzise Formen und glatte Oberflächen zu gewährleisten.
Ist das Lost-Foam-Gussverfahren für Anfänger sicher?
Anfänger können sich im Lost-Foam-Guss versuchen, sofern geeignete Sicherheitsvorkehrungen getroffen werden. Eine gute Belüftung trägt dazu bei, eine sichere Arbeitsumgebung zu gewährleisten. Halten Sie sich stets an die Sicherheitsvorschriften und tragen Sie Schutzkleidung.