
Fabricating patterns is an efficient method for producing complex castings via the lost foam process. Selecting the appropriate foam material and adhering to safety standards ensures the production of high-quality castings. KEMING provides precision casting services—including lost foam pattern fabrication—to a wide range of industries, such as automotive, aerospace, and medical equipment.
| Industry | Applications |
|---|---|
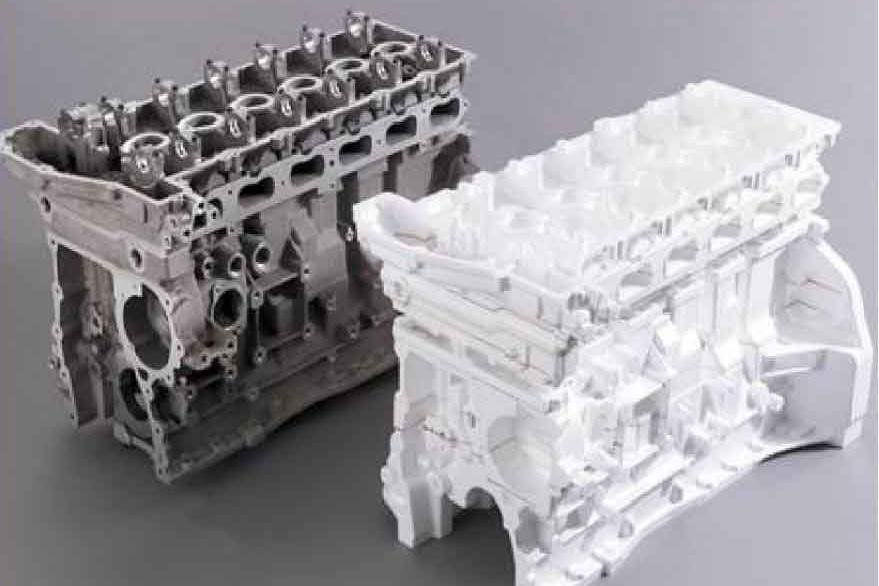
| Automotive | Engine blocks, cylinder heads, gearboxes |
| Aerospace | Aircraft engine parts, structural components |
| Heavy Machinery | Pump housings, valve bodies, gearboxes |
| Medical Equipment | Intricate medical devices |
Key Takeaways
- Selecting suitable foam materials, such as EPS or XPS, helps produce higher-quality castings and reduce waste. Use specialized tools, such as CNC milling machines, to precisely cut and shape the foam patterns. Be sure to adhere to safety protocols—such as wearing protective gear and ensuring proper ventilation—to maintain safety throughout the casting process.
Materials for Lost-Foam Casting

Selecting the Foam Type
Choosing the right foam is the first step. Most enterprises use either expandable polystyrene (EPS) or extruded polystyrene (XPS). These foam materials vaporize completely during the casting process. Higher-density foam offers greater strength and resistance to deformation, which helps maintain the pattern’s shape. Using higher-strength foam results in more precise dimensions and smoother surfaces for the final casting; because the foam vaporizes, the casting retains an accurate shape, thereby reducing defects. Many facilities (such as KEMING) consider EPS or XPS to be the optimal choices for lost-foam casting. Additionally, using these foams minimizes waste, as they disappear during the casting process.
Essential Tools for Producing Lost-Foam Patterns
Cutting and shaping foam patterns requires specialized tools. Advanced 5-axis CNC milling machines enable the precise cutting of foam blocks, which is crucial for producing high-quality patterns. Meanwhile, manual tools such as hot-wire cutters, utility knives, and sandpaper facilitate fine adjustments and detailing.
Coating and Sand Mold Preparation
Refractory coatings play a crucial role in the Lost Foam Casting (LFC) process. Water-based coatings—such as LFC, SEMCO Perm, and STYROMOL—form a protective layer on the foam pattern; this layer prevents direct contact between the foam and the molten metal while ensuring a smooth casting surface. Once dried, the coating must possess sufficient strength while maintaining good permeability during pouring to allow for gas escape. High-quality sand is packed around the coated pattern to hold it securely in place.
Make Lost Foam Patterns
Design and Sketching
First, a clear part drawing is required. Factories typically use computer-aided design (CAD) and specialized software—such as FLOW-3D CAST—to design the patterns (models) used in the lost foam casting process. These tools help anticipate potential issues during casting. Computer-based designs facilitate the creation of highly precise foam patterns, which is crucial for producing high-quality lost foam castings. For specialized parts, detailed drawings are created to ensure every component aligns perfectly with the final casting specifications.
| Design Principle | Description |
|---|---|
| Pattern Creation | Making a foam copy that matches the final part is very important. This helps make good castings with fewer mistakes. |
| Mold Preparation | Packing fine sand tightly around the foam keeps it steady. This stops it from moving when casting. |
| Foam Vaporization | Controlling how the foam disappears stops gas from getting trapped. This keeps the surface nice and strong. |
| Metal Solidification | Letting the metal cool slowly stops cracks and shrinking. This makes the part strong and correct. |
Foam Cutting and Shaping
Cutting foam requires both skill and the right tools. Factories typically use CNC hot-wire cutters to produce simple shapes and 5-axis CNC machines for intricate detailing; these machines ensure smooth surfaces and dimensional accuracy. For specialized shapes, workers manually cut large blocks of EPS (polystyrene) foam. Hot-wire cutters produce clean cuts and smooth edges, thereby minimizing the need for subsequent finishing work. In contrast, manual cutting tends to result in rough edges and the generation of harmful dust; consequently, factories prefer hot-wire cutting for reasons of both safety and quality.
| Technique | Description |
|---|---|
| CNC Hot Wire Cutting | A computer moves a hot wire to cut EPS foam fast. |
| 5-Axis CNC Carving | This machine carves tricky shapes from many sides for high detail. |
| Hand Cutting | Workers cut special shapes from big EPS blocks by hand. |
Note: Hot wire cutters make less dust, so they are safer. Always use good airflow and wear safety gear when cutting foam.
Assembly and Finishing
Bonding the foam components together requires a strong adhesive capable of withstanding the high temperatures encountered during the casting process. This adhesive ensures the structural integrity of the foam parts and prevents deformation. Factories typically select adhesives that do not melt easily, which helps conserve materials. Once bonded, the foam undergoes sanding and coating; sanding smooths the surface, while the coating enhances strength and helps maintain the foam’s shape. Certain coatings are breathable, preventing surface defects.
- Sanding: Sand the foam gently to make it smoother.
- Coatings: Put on a thin coat for a better finish and strength.
- Spraying: Spray the coating for even coverage, especially on tricky shapes.
- Dipping: Dip the foam for full coverage, sometimes more than once.
Custom lost-foam patterns help factories make hard shapes fast. More detailed patterns can take longer and cost more. But good designs can save time and work later when casting.
Lost-Foam Casting Tips & Safety
Keys to Success
Many practitioners improve the lost-foam casting process by following a few simple steps. They position vents at the top of the casting near the corners to facilitate gas escape during pouring. They use risers larger than the casting itself; since risers cool the slowest, they help prevent shrinkage defects. They avoid feeding molten metal directly into thin-walled sections, as these areas solidify first. Rapid pouring prevents the molten metal from cooling prematurely. Using dry foam patterns avoids moisture-related issues. These measures help ensure the lost-foam pattern performs effectively during the casting process.
- Place vents within half an inch of the top corners.
- Use a large riser to control cooling.
- Avoid feeding metal into thin areas.
- Pour metal quickly.
- Keep foam dry.
Common Mistakes
Some mistakes can cause problems in lost-foam casting. The table below shows common issues and how to fix them.
| Failure Mode | Description & Impact | Corrective Action |
|---|---|---|
| Conservative System Design | Low vacuum lets sand in, causing carbon defects. | Raise vacuum level for the part and metal type. |
| Flask Leakage | Leaks let air in, lowering vacuum and causing defects. | Check and fix leaks in seals and connections. |
| System Blockage | Foam or sand blocks filters, dropping vacuum. | Clean or replace filters and check for blockages. |
Workers also see problems like cold shuts from poor pouring and slag inclusions from bad gating design. They prevent these by checking the system and using good pouring methods.
Safety Precautions
The lost-foam process uses heat and chemicals. Workers protect themselves with the right gear. They use forced-air ventilation or exhaust hoods to remove fumes. Face shields, gloves, and leather aprons protect from burns. Workers wear closed-toe shoes and use thermal gloves for hot tools. They wear N95 masks for ceramic slurries and P100 masks for silica. KEMING follows ASTM, DIN, and JIS standards for safety and quality. These rules help keep the casting process safe and defect-free.
Safety first: Always check equipment and wear protective gear before starting to make lost foam patterns.
Workers make lost foam patterns in five steps. These steps are pattern production, coating, sand compaction, pouring, and cooling. The material you pick changes how the lost-foam turns out. It also changes the price and how smooth the part is. Lost-foam casting works well for tricky shapes and making lots of parts. KEMING gives good lost-foam help to people who want expert investment casting services.
FAQ
Which type of foam is best suited for lost-foam casting?
EPS (Expandable Polystyrene) and XPS (Extruded Polystyrene) are the best choices. KEMING notes that these foams allow for the creation of robust patterns, helping to maintain accurate shapes and smooth surface finishes.
Is lost-foam casting safe for beginners?
Beginners can try lost-foam casting provided appropriate safety measures are taken. Maintaining good ventilation helps ensure a safe working environment. Always adhere to safety protocols and wear protective gear.