
A fabricação de moldes é um método eficiente para a produção de peças fundidas complexas através do processo de espuma perdida. A seleção do material de espuma adequado e o cumprimento das normas de segurança garantem a produção de peças fundidas de alta qualidade. A KEMING presta serviços de fundição de precisão — incluindo a fabricação de modelos por espuma perdida — a um vasto leque de setores, tais como o automóvel, o aeroespacial e o de equipamento médico.
| Indústria | Aplicações |
|---|---|
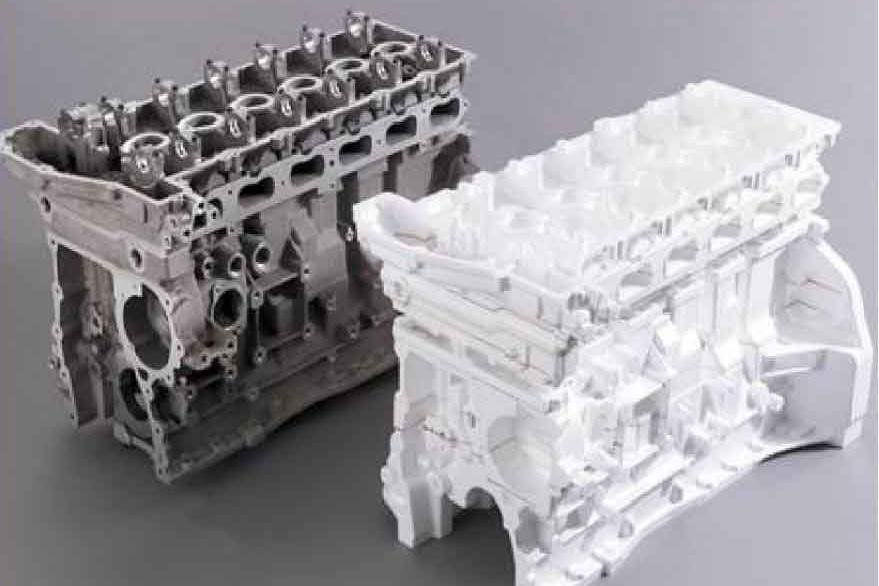
| Automóvel | Blocos de motor, cabeças de cilindro, caixas de velocidades |
| Aeroespacial | Peças de motores de aeronaves, componentes estruturais |
| Maquinaria pesada | Caixas de bombas, corpos de válvulas, caixas de velocidades |
| Equipamento médico | Dispositivos médicos complexos |
Principais conclusões
- A seleção de materiais de espuma adequados, como o EPS ou o XPS, ajuda a produzir peças moldadas de maior qualidade e a reduzir o desperdício. Utilize ferramentas especializadas, tais como Fresadoras CNC, para cortar e moldar com precisão os moldes de espuma. Certifique-se de que cumpre os protocolos de segurança — tais como o uso de equipamento de proteção e a garantia de uma ventilação adequada — para manter a segurança ao longo de todo o processo de moldagem.
Materiais para fundição por espuma perdida

Selecionar o tipo de espuma
Escolher a espuma certa é o primeiro passo. A maioria das empresas utiliza poliestireno expansível (EPS) ou poliestireno extrudido (XPS). Estes materiais de espuma vaporizam-se completamente durante o processo de moldagem. A espuma de maior densidade oferece maior resistência e resistência à deformação, o que ajuda a manter a forma do modelo. A utilização de espuma de maior resistência resulta em dimensões mais precisas e superfícies mais lisas para a peça fundida final; como a espuma se vaporiza, a peça fundida mantém uma forma precisa, reduzindo assim os defeitos. Muitas instalações (como a KEMING) consideram o EPS ou o XPS as escolhas ideais para a fundição por espuma perdida. Além disso, a utilização destas espumas minimiza o desperdício, uma vez que desaparecem durante o processo de fundição.
Ferramentas essenciais para a produção de modelos de espuma perdida
O corte e o modelado de moldes de espuma requerem ferramentas especializadas. As fresadoras CNC avançadas de 5 eixos permitem o corte preciso de blocos de espuma, o que é crucial para a produção de moldes de alta qualidade. Por outro lado, ferramentas manuais, como cortadores de fio quente, x-atos e lixa, facilitam os ajustes finos e os detalhes.
Revestimento e preparação do molde de areia
Os revestimentos refratários desempenham um papel crucial no processo de fundição por espuma perdida (LFC). Os revestimentos à base de água — tais como LFC, SEMCO Perm e STYROMOL — formam uma camada protetora sobre o modelo de espuma; esta camada impede o contacto direto entre a espuma e o metal fundido, garantindo simultaneamente uma superfície de fundição lisa. Depois de seco, o revestimento deve possuir resistência suficiente, mantendo ao mesmo tempo uma boa permeabilidade durante o vazamento, para permitir a saída de gás. Areia de alta qualidade é compactada à volta do modelo revestido para o manter firmemente no lugar.
Fazer moldes por espuma perdida
Design e Esboço
Em primeiro lugar, é necessário um desenho claro da peça. As fábricas utilizam normalmente o desenho assistido por computador (CAD) e software especializado — como o FLOW-3D CAST — para conceber os padrões (modelos) utilizados no processo de fundição por espuma perdida. Estas ferramentas ajudam a antecipar potenciais problemas durante a fundição. Os projetos assistidos por computador facilitam a criação de modelos de espuma altamente precisos, o que é crucial para a produção de peças fundidas por espuma perdida de alta qualidade. No caso de peças especializadas, são criados desenhos detalhados para garantir que cada componente se alinhe perfeitamente com as especificações finais da peça fundida.
| Princípio de conceção | Descrição |
|---|---|
| Criação de padrões | É muito importante fazer uma réplica em espuma que corresponda à peça final. Isto ajuda a obter boas peças moldadas com menos erros. |
| Preparação do molde | Compactar bem a areia fina à volta da espuma mantém-na estável. Isto impede que se mova durante a moldagem. |
| Vaporização de espuma | Controlar a forma como a espuma desaparece impede que o gás fique retido. Isto mantém a superfície em bom estado e resistente. |
| Solidificação de metais | Deixar o metal arrefecer lentamente evita a formação de fissuras e o encolhimento. Isto torna a peça resistente e com as dimensões corretas. |
Corte e modelagem de espuma
O corte de espuma requer tanto habilidade como as ferramentas adequadas. As fábricas utilizam normalmente cortadoras de fio quente CNC para produzir formas simples e máquinas CNC de 5 eixos para detalhes complexos; estas máquinas garantem superfícies lisas e precisão dimensional. Para formas especializadas, os trabalhadores cortam manualmente grandes blocos de espuma de EPS (poliestireno). Os cortadores de fio quente produzem cortes limpos e arestas lisas, minimizando assim a necessidade de trabalhos de acabamento posteriores. Em contrapartida, o corte manual tende a resultar em arestas irregulares e na geração de poeira nociva; consequentemente, as fábricas preferem o corte por fio quente por razões tanto de segurança como de qualidade.
| Técnica | Descrição |
|---|---|
| Corte por fio quente CNC | Um computador controla um fio aquecido para cortar espuma EPS rapidamente. |
| Escultura CNC de 5 eixos | Esta máquina esculpe formas complexas a partir de vários ângulos, garantindo um elevado nível de detalhe. |
| Corte manual | Os trabalhadores cortam manualmente formas especiais a partir de grandes blocos de EPS. |
Nota: Os cortadores de fio quente produzem menos pó, pelo que são mais seguros. Assegure sempre uma boa ventilação e utilize equipamento de proteção ao cortar espuma.
Montagem e Acabamento
A colagem dos componentes de espuma requer um adesivo resistente, capaz de suportar as altas temperaturas encontradas durante o processo de moldagem. Este adesivo garante a integridade estrutural das peças de espuma e evita a deformação. As fábricas costumam selecionar adesivos que não derretem facilmente, o que ajuda a poupar materiais. Depois de colada, a espuma é submetida a um processo de lixagem e revestimento; a lixagem alisa a superfície, enquanto o revestimento aumenta a resistência e ajuda a manter a forma da espuma. Certos revestimentos são respiráveis, evitando defeitos na superfície.
- Lixagem: Lixe suavemente a espuma para a tornar mais lisa.
- Revestimentos: Aplique uma camada fina para obter um melhor acabamento e maior resistência.
- Pulverização: Pulverize o revestimento para obter uma cobertura uniforme, especialmente em formas complexas.
- Imersão: Mergulhe a espuma para garantir uma cobertura total, por vezes mais do que uma vez.
Os modelos personalizados em espuma perdida ajudam as fábricas a produzir formas complexas rapidamente. Os modelos mais detalhados podem demorar mais tempo e ser mais dispendiosos. No entanto, um bom projeto pode poupar tempo e trabalho numa fase posterior do processo de fundição.
Dicas e segurança na fundição por espuma perdida
Chaves para o sucesso
Muitos profissionais melhoram o processo de fundição por espuma perdida seguindo alguns passos simples. Colocam orifícios de ventilação na parte superior da peça fundida, perto dos cantos, para facilitar a saída de gás durante o vazamento. Utilizam canais de alimentação maiores do que a própria peça fundida; uma vez que os canais de alimentação arrefecem mais lentamente, ajudam a prevenir defeitos de retração. Evitam introduzir o metal fundido diretamente em secções de paredes finas, uma vez que estas áreas solidificam primeiro. O vazamento rápido impede que o metal fundido arrefeça prematuramente. A utilização de modelos de espuma seca evita problemas relacionados com a humidade. Estas medidas ajudam a garantir que o modelo de espuma perdida tenha um desempenho eficaz durante o processo de fundição.
- Coloque as aberturas de ventilação a meia polegada dos cantos superiores.
- Utilize um elevador de grande dimensão para controlar o arrefecimento.
- Evite introduzir metal em zonas finas.
- Deite o metal rapidamente.
- Mantenha a espuma seca.
Erros comuns
Alguns erros podem causar problemas na fundição por espuma perdida. A tabela abaixo apresenta os problemas mais comuns e como resolvê-los.
| Modo de falha | Descrição e impacto | Medida corretiva |
|---|---|---|
| Conceção conservadora do sistema | Um vácuo insuficiente permite a entrada de areia, causando defeitos no carbono. | Aumente o nível de vácuo de acordo com a peça e o tipo de metal. |
| Fuga no frasco | As fugas deixam entrar ar, reduzindo o vácuo e causando defeitos. | Verifique e repare fugas nas juntas e nas ligações. |
| Bloqueio do sistema | A espuma ou os blocos de areia obstruem os filtros, reduzindo o vácuo. | Limpe ou substitua os filtros e verifique se existem obstruções. |
Os trabalhadores também observam problemas como falhas de solidificação devido a um mau processo de vazamento e inclusões de escória resultantes de um mau desenho do sistema de canais de vazamento. Evitam estes problemas verificando o sistema e utilizando bons métodos de vazamento.
Precauções de segurança
O processo de espuma perdida recorre ao calor e a produtos químicos. Os trabalhadores protegem-se com o equipamento adequado. Utilizam ventilação forçada ou exaustores para remover os vapores. Viseiras, luvas e aventais de couro protegem contra queimaduras. Os trabalhadores usam calçado fechado e luvas térmicas para manusear ferramentas quentes. Utilizam máscaras N95 para pastas cerâmicas e máscaras P100 para sílica. A KEMING segue as normas ASTM, DIN e JIS em matéria de segurança e qualidade. Estas normas ajudam a manter o processo de fundição seguro e isento de defeitos.
A segurança em primeiro lugar: verifique sempre o equipamento e utilize equipamento de proteção antes de começar a fabricar modelos de espuma perdida.
Os trabalhadores fabricam modelos de espuma perdida em cinco etapas. Estas etapas são: produção do modelo, revestimento, compactação da areia, vazamento e arrefecimento. O material escolhido influencia o resultado final da espuma perdida. Também influencia o preço e o grau de acabamento da peça. A fundição por espuma perdida é ideal para formas complexas e para a produção em série de peças. A KEMING oferece um excelente apoio na fundição por espuma perdida a quem procura serviços especializados de fundição por cera perdida.
FAQ
Que tipo de espuma é o mais adequado para a fundição por espuma perdida?
O EPS (poliestireno expansível) e o XPS (poliestireno extrudido) são as melhores opções. A KEMING salienta que estas espumas permitem a criação de moldes robustos, ajudando a manter formas precisas e acabamentos de superfície lisos.
A fundição por espuma perdida é segura para principiantes?
Os principiantes podem experimentar a fundição por espuma perdida, desde que sejam tomadas as medidas de segurança adequadas. Manter uma boa ventilação ajuda a garantir um ambiente de trabalho seguro. Respeite sempre os protocolos de segurança e utilize equipamento de proteção.