Литье из пенопласта (также пишется как литье с потерей пены или литье по испарительным моделям, в небольших литейных цехах обычно называется литьем из пенополистирола) - это процесс литья металла в форме, близкой к сетке, в котором используется расширяющийся пенополистирол EPS для изготовления моделей литья с потерей пены и несвязанный сухой песок для производства сложных, высокоточных металлических деталей. Впервые формализованный в 1950-х годах, процесс литья по выплавляемым моделям сокращает производственные отходы и улучшает стабильность размеров, широко используется для производства блоков двигателей, корпусов насосов, автомобильных корпусов и деталей общепромышленного оборудования.
Основные выводы
- Литье с потерей пены позволяет эффективно изготавливать высокоточные металлические детали и сокращать производственные отходы, поэтому применение литья с потерей пены охватывает множество отраслей тяжелой промышленности.
- Весь процесс литья с потерями пены состоит из четырех основных этапов: изготовление шаблона пены, подготовка формы для литья с потерями пены, заливка расплавленного металла, охлаждение и формовка готовых деталей.
- Эта технология формовки позволяет создавать сложные конструкционные детали с превосходной отделкой поверхности, что соответствует основным требованиям производства от автомобильной до аэрокосмической промышленности.
- Перерабатываемый сухой литейный песок, используемый в формах для литья пены, также делает все испарительное литье экологически чистым и снижает количество промышленных отходов.
Что представляет собой процесс литья по выплавляемым моделям?
Также назван литье по испарительным моделям Или испарительное литье, литье с потерей пены использует специализированную пену для литья с потерей пены для получения точных по размерам отливок с гладкой поверхностью высшего качества.
Как происходит процесс литья по выплавляемым моделям?
Большинство новичков, которые ищут, как работает литье с потерянной пеной, могут изучить основную логику работы ниже:
Производство начинается с изготовления прототипов из специального пенопласта для литья по выплавляемым моделям, в основном из расширяемого полистирола EPS, который можно настраивать с помощью резки и сращивания для получения сложных контуров готовых изделий. После завершения изготовления шаблона из пенополистирола операторы закрепляют деталь в колбе и заполняют окружающее пространство несвязанным сухим песком для создания готовых форм для литья по выплавляемым моделям.
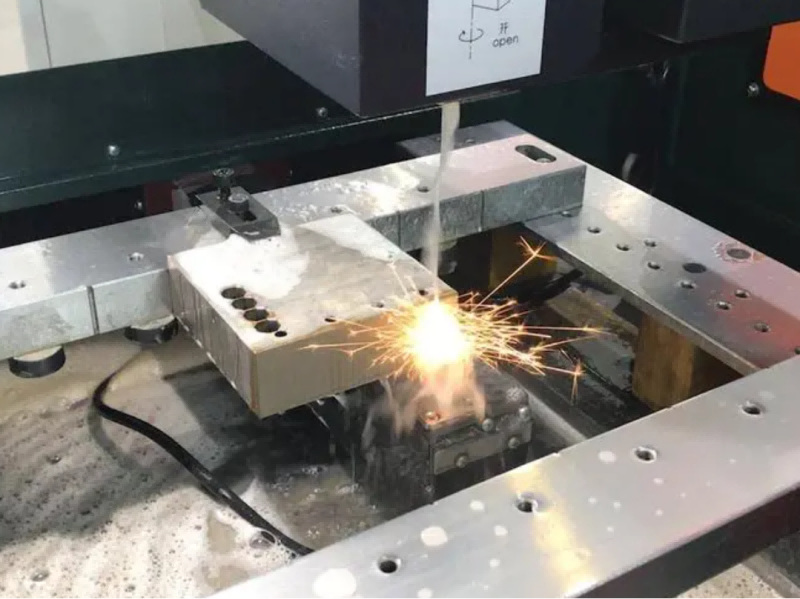
После уплотнения формы высокотемпературный расплавленный сплав заливается в заданную полость; экстремальное тепло литья мгновенно испаряет вложенный EPS-шаблон - основной принцип испарительного литья по шаблону. Расплавленный металл заполняет свободную полость, оставшуюся после испарения пены, и застывает внутри сухого песка. Производители отделяют переработанный песок от литых заготовок, чтобы после полного охлаждения получить готовые детали, отлитые из пенопласта.
Основные процедуры литья по выплавляемым моделям
- Изготовление шаблонов: Изготовление дубликатов прототипов из стандартного пенопласта для литья с потерями (полистирол EPS); предварительное покрытие поверхностей специальным покрытием для литья с потерями, также называемым огнеупорным покрытием для литья с потерями, чтобы избежать дефектов прилипания песка.
- Сборка формы: Поместите покрытые пенопластовые шаблоны в колбы и уплотните несвязанный сухой песок, чтобы закончить установку для литья пенопласта.
- Заливка расплавленного металла: Подача высокотемпературного расплавленного сплава в полость формы; встраиваемый рисунок EPS испаряется одновременно с поступлением металла.
- Охлаждение и формовка: Перед удалением песка для сырых отливок необходимо обеспечить полное затвердевание расплавленного сплава.
Охлаждение и формовка: Перед удалением песка для сырых отливок необходимо обеспечить полное затвердевание расплавленного сплава.
Расширенный полистирол остается доминирующим сырьевым материалом для литья с потерями, быстро испаряясь под воздействием тепла расплавленного металла и образуя неповрежденные литейные полости. Неуправляемый пиролизный газ, образующийся при разрушении пенопласта, легко приводит к образованию точечных отверстий и плохой текстуры поверхности, что требует строгого контроля параметров при литье по испарительному шаблону.
В отличие от традиционного литья в зеленую смесь с многоразовыми разъемными шаблонами, одноразовая испаряющаяся пена делает литье с потерями пены предпочтительным вариантом для сложных нестандартных промышленных компонентов в автомобильной, морской и сельскохозяйственной технике, что является одной из основных причин быстрого роста применения литья с потерями пены.
Материалы и инструменты для литья по выплавляемым моделям

Узоры из пенопласта
Большинство производителей используют частицы пенополистирола или сополимера для изготовления литейных форм. Сырые частицы нагреваются и расширяются в алюминиевых формах, образуя интегрированные твердые прототипы с мелкими деталями. При изготовлении крупногабаритных деталей работники соединяют несколько модулей пенопласта, формируя целые модели. Все шаблоны из пенопласта полностью испаряются после заливки расплавленного металла.
Формы для сухого песка
Несвязанный сухой песок используется для стабилизации пенопластовых шаблонов во время заливки. Сыпучий песок свободно растекается и заполняет все углы вокруг шаблонов после виброуплотнения, не требуя дополнительных связующих или химических добавок. Песчаная форма сохраняет достаточную прочность при заливке металла, а использованный песок может быть повторно использован после распалубки для снижения производственных затрат.
Применяемые металлические материалы
Литье с утратой вспенивания поддерживает различные сырьевые сплавы, при этом литье с утратой вспенивания алюминия является наиболее распространенным коммерческим применением:
| Тип металла | Приложения |
|---|---|
| Алюминиевые сплавы | Блоки цилиндров, головки блока цилиндров, кронштейны |
| Чугуны | Корпуса насосов, корпуса клапанов, компоненты оборудования |
| Литые стали | Автомобильные детали, трубы, детали машин |
| Специальные сплавы | Аэрокосмическая промышленность, электроника, электрические компоненты |
Параметры процесса литья с потерянной пеной и ввод формы в эксплуатацию

Дизайн узоров
Как начальный этап производства, проектирование форм определяет общую точность отливок. Инженеры должны учитывать множество практических факторов: оптимизировать структуру литника, чтобы обеспечить быстрое заполнение формы и избежать захвата воздуха; создать разумные выпускные каналы для беспрепятственного отвода газов разложения; контролировать скорость заполнения металла, чтобы предотвратить дефекты формовки; регулировать тепловой градиент, чтобы обеспечить плавное течение металла и полное формирование формы.
Ввод в эксплуатацию пресс-формы
Разумная настройка формы необходима для предотвращения дефектов литья. Стандартизированные рабочие характеристики приведены ниже:
| Аспект | Рекомендация | Обоснование |
|---|---|---|
| Конструкция затвора | Используйте нижнюю заливку с огнеупорными пружинами/бегунками | Снижает газовую нагрузку, стабилизирует поток, сохраняет тепло |
| Температура заливки | Снижение на 20-40°C по сравнению со стандартным литьем | Замедляет разложение пены, синхронизируется с продвижением металла |
| Отрицательное давление | Умеренный диапазон (от -0,035 до -0,025 МПа) | Предотвращает чрезмерное проникновение газа и нестабильность плесени |
| Скорость налива | Медленная-быстрая-медленная последовательность, без перерыва | Обеспечивает устойчивый напор металла и снижает турбулентность |
| Толщина покрытия | 1-1,5 мм, равномерное нанесение | Обеспечивает достаточную проницаемость без ослабления |
Техники должны точно регулировать заполнение формы и степень затвердевания металла, чтобы устранить усадочные полости, воздушные отверстия и дефекты складывания, а терморегулирование специально оптимизировано для больших и толстостенных деталей.
Заливка расплавленного металла
Разные материалы соответствуют разным температурам застывания:
| Материал | Температура заливки (°C) |
|---|---|
| Общие сведения | 700 - 1600 |
| Алюминий | 660 |
| Железо | 1400 |
Металл заливается непрерывно, что приводит к испарению пенного рисунка. Контролируемая заливка обеспечивает поступление расплавленного металла во все зоны формы.
Охлаждение и отделка
Охлаждение и отделка - последние этапы литья. Металл охлаждается внутри песчаной формы. От времени охлаждения зависит качество и прочность детали:
Образцы, охлаждаемые водой, прочнее образцов, охлаждаемых воздухом.
Более быстрое охлаждение позволяет получить более тонкую микроструктуру и улучшить свойства.
Более высокая скорость затвердевания позволяет получить более мелкое зерно и более прочные детали.
Быстрое затвердевание позволяет сделать детали более прочными, но может вызвать усадку в сложных формах.
После охлаждения рабочие убирают песок и очищают отливку. Они проверяют размер и качество поверхности:
| Атрибут | Значение |
|---|---|
| Шероховатость поверхности (Ra) | 6,3 - 12,5 мкм |
| Типичный допуск на размеры | ± 0,5 - 1,0 мм |
Финишная обработка может включать обрезку, механическую обработку или полировку. Эти этапы позволяют убедиться, что отливка соответствует необходимым спецификациям и готова к использованию.
Плюсы и минусы литья по выплавляемым моделям
Преимущества литья по технологии Lost Foam Casting
Производство сложных цельных деталей без стержней и линий раздела Высокая точность размеров, сокращение объема механической обработки Гладкая поверхность Низкий уровень отходов материала и высокая степень переработки песка Более низкая стоимость оснастки по сравнению с литьем по выплавляемым моделям Более короткие производственные циклы и сроки выполнения заказа Подходит для алюминия, железа, стали и сплавов
Недостатки литья по выплавляемым моделям
Пенопластовые модели хрупкие и требуют осторожного обращения Высокая первоначальная стоимость оснастки (лучше всего подходит для средних и больших объемов) Требуется строгий контроль скорости и температуры заливки Разложение пенопласта может привести к мелким дефектам, если не контролировать этот процесс
| Недостаток | Описание |
|---|---|
| Низкая прочность шаблона | Пенопластовые детали могут сломаться или погнуться, поэтому работники должны быть осторожны. |
| Высокие первоначальные инвестиции | Алюминиевые формы стоят дорого, поэтому этот метод лучше использовать для изготовления большого количества деталей. |
| Строгий контроль процесса | Рабочие должны хорошо контролировать процесс, чтобы не допустить образования дыр и складок. |
| Ограничения производительности | Пена, превращаясь в газ, может создавать крошечные отверстия и ослаблять детали. |
Литье по литой пене в сравнении с другими процессами
Литье по выплавляемым моделям отличается от литья в песчаные формы и литья по выплавляемым моделям. Литье в песчаные формы обходится дешевле, потому что используются простые формы и меньше этапов. Литье по выплавляемым моделям обходится дороже, так как для него требуется специальная пена и квалифицированные рабочие. Но оно дешевле при изготовлении большого количества деталей. Литье по выплавляемым моделям требует еще больше затрат на инструменты, поэтому оно не подходит для больших работ. Литье из потерянной пены потребляет меньше воды и энергии, чем литье из зеленого песка. При этом образуется меньше отходов и меньше вредных испарений. Песок можно использовать повторно, и при этом выделяется меньше газов. Литье с потерянной пеной требует меньшего количества этапов, экономит время и позволяет получать формы, которые трудно получить старыми методами. Профессиональные литейные заводы предлагают как литье по испарительным моделям, так и литье по выплавляемым моделям, чтобы помочь клиентам выбрать оптимальные производственные маршруты для изготовления нестандартных компонентов.
Техника процесса литья по выплавляемым моделям
Безопасность
Безопасность очень важна при литье по утраченной пене. Рабочие должны защищать себя и свою рабочую зону. Они делают несколько вещей, чтобы оставаться в безопасности. При работе с горячим металлом они надевают специальную одежду, перчатки, защитные щитки и прочную обувь. Хороший поток воздуха и вентиляторы помогают избавиться от вредных испарений. Перед использованием материалов для нанесения рисунков и покрытий рабочие читают инструкции по технике безопасности. Они следят за тем, чтобы в помещении был свежий воздух. При работе с сухим песком рабочие надевают пылезащитные маски. Они используют способы предотвращения попадания пыли в воздух. Легковоспламеняющиеся предметы хранятся в безопасных местах. Огнетушители находятся рядом. Все знают, как покинуть здание в случае пожара.
Совет: Обучение помогает работникам узнать об опасностях и о том, как оставаться в безопасности.
Распространенные ошибки
В таблице ниже перечислены некоторые распространенные ошибки, причины их возникновения и способы устранения:
| Описание ошибки | Причины | Меры противодействия |
|---|---|---|
| Внутри не очень хорошо плавится, но выглядит нормально | Недостаточный нагрев или низкий уровень пара; слишком сухие или слишком горячие бусины | Используйте больше пара и тепла; следите за сушкой и нагревом бисера |
| Внутри рыхлая и плохо держится | Бусины заполнены неравномерно; недостаточно тепла или времени | Лучше наполняйте шарики, используйте больше пара и нагревайте дольше |
| Форма не полная и не четкая | Форма заполнена не до конца; воздушные отверстия расположены неправильно | Заполните форму лучше и измените давление воздуха; исправьте дизайн формы |
| Узор слишком сильно тает | Слишком много пара или слишком долгое нагревание | Используйте меньше пара и нагревайте меньше времени |
| Большие пятна усадки | Слишком долгий или слишком горячий нагрев пресс-формы; слишком быстрое охлаждение | Нагревайте меньше времени или уменьшите нагрев; охлаждайте медленнее |
| Небольшие усадочные пятна | Бисер подается неравномерно; форма разработана неудачно | Равномерная подача бисера; улучшение конструкции пресс-формы |
Советы для начинающих
Если вы новичок в литье по выплавляемым моделям, эти советы помогут вам. Выбирайте пенопласт EPS, потому что он держит форму и прост в использовании. Перед заливкой песка равномерно покройте пену огнеупорным покрытием для литья с потерями пены - это ключевой совет для новичков, изучающих использование покрытия для литья с потерями пены. Добавьте вентиляционные отверстия или стояки, чтобы газ мог выходить при заливке металла. Очистите шаблон пены перед использованием. Выбирайте пену EPS, которую можно использовать повторно, чтобы помочь окружающей среде.
Новые идеи в области литья по выплавляемым моделям помогают создавать более совершенные детали и использовать более качественные материалы. Этот метод позволяет создавать сложные формы и сокращает количество отходов. Именно поэтому многие фабрики предпочитают использовать его.
Особенность литья по утраченной пене заключается в том, что оно позволяет создавать твердые формы. Для этого не нужны стержни или разделительные линии. Этот способ позволяет получить очень гладкие поверхности и хорошую точность. Фабрики могут изготавливать детали быстрее и тратить меньше денег. Кроме того, уменьшается количество отходов. Хорошо оснащенные литейные заводы с автоматизированными производственными линиями производят высокоточные детали с помощью современных технологий испарительного литья и литья с потерями пены для покупателей из разных отраслей промышленности.
| Выгода | Результат |
|---|---|
| Сложные формы | Однокомпонентные отливки |
| Снижение затрат | 20-40% экономия на инструментах |
| Ускоренное производство | 30-50% более короткое время изготовления |
| Высокая точность | Жесткие допуски, меньше механической обработки |
| Устойчивый процесс | Меньше отходов, меньше энергопотребления |
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Чем отличается литье по выплавляемым моделям от литья в песок?
Литье из пенопласта отличается от литья из песка тем, что пенопластовый рисунок испаряется во время заливки, что позволяет создавать более сложные формы и более гладкую отделку.
Можно ли с помощью литья из пенопласта изготовить крупные детали?
Да, методом литья по выплавляемым моделям можно изготавливать как мелкие, так и крупные детали. Заводы часто используют этот метод для изготовления блоков двигателей, корпусов насосов и других крупных деталей.
Какие металлы лучше всего подходят для литья по выплавляемым моделям?
Литье по выплавляемым моделям хорошо работает с алюминием, чугуном и сталью. Некоторые заводы также используют специальные сплавы для аэрокосмической промышленности и электроники.
Как компания KEMING обеспечивает качество отливок из потерянной пены?
Компания KEMING проводит строгий контроль качества. Они проверяют твердость, прочность материала и качество обработки поверхности. Их команда использует передовые машины, чтобы убедиться, что каждая деталь соответствует высоким стандартам.