
EPS (Expanded Polystyrene) is the most commonly used foam material in the moulage en mousse perdue process. The density of the foam plays a crucial role in the lost foam casting procedure. Achieving complete and clean burnout—meaning the foam fully vaporizes and disappears—is also a prerequisite for obtaining optimal casting results. This foam material is capable of precisely capturing minute details on the surface of the casting, making it highly suitable for application across a wide range of fields. Many industries utilize lost foam casting technology to produce components characterized by precise geometries and exceptional strength. KEMING offers outstanding precision casting services, with processes that strictly adhere to international standards.
Principaux enseignements
- EPS foam has become the preferred material for lost foam casting due to its low cost and ease of use.
- Selecting the appropriate foam density is critical, as it directly determines the strength and overall quality of the final casting.
- To achieve ideal casting results, it is essential to ensure that the foam burns out completely and cleanly; EPS foam possesses this very characteristic, leaving behind virtually no residue after combustion and vaporization.
- Lost foam casting technology delivers exceptional fidelity in detail reproduction and dimensional accuracy, making it ideally suited for manufacturing robust and durable components across numerous industrial sectors.
- Production safety is paramount. When performing operations involving high-temperature metals, it is imperative to wear appropriate personal protective equipment and ensure that the work environment is adequately ventilated.
Types of lost foam casting foam
EPS foam
Expanded Polystyrene (EPS) is the most common foam material used in lost foam casting. It is favored by many foundries and hobbyists due to its ease of cutting and shaping. EPS foam patterns are capable of capturing minute details, which facilitates the production of castings with extremely high precision. The foam density typically used for lost foam casting ranges from 1.4 to 5.0 pounds per cubic foot. If the foam density is too low, it decomposes more rapidly during the casting process; however, if the process parameters are not properly configured, this can sometimes result in the molten metal failing to completely fill the mold cavity. Conversely, if the foam density is too high, it may compromise the strength of the final casting and alter the flow characteristics of the molten metal within the mold.
Depending on the specific coating process and surface treatment methods employed, the surface finish can range from a smooth texture to one that is slightly rough.
Many companies utilize expanded polystyrene in their lost-foam casting operations to manufacture components for automobiles, marine vessels, and various types of machinery. EPS foam possesses a low melting point, allowing it to vaporize rapidly—a characteristic that helps prevent defects in the final casting.
Alternative foams
Certain specialized casting tasks may necessitate the use of alternative types of foam materials for lost-foam casting. Each specific foam material possesses a unique set of characteristics, making it suitable for distinct application scenarios.
| Type de mousse | Applications |
|---|---|
| Polystyrène | Automotive, Aerospace, Art and Sculpture, Industrial Machinery |
| Polyuréthane | Automotive, Aerospace, Art and Sculpture, Industrial Machinery |
Compared to other foam materials, EPS foam may be slightly inferior in terms of strength or precision. For instance, PMMA offers higher precision but comes at a higher cost. If high strength and stability are required, polyurethane is typically the preferred choice. Furthermore, these different types of foams may necessitate the application of specific coatings, and the properties of their residues following heat-induced vaporization (ablation) also vary significantly.
The table below outlines some of the key differences among them:
| Caractéristique | EPS Foam | Alternative Foams |
|---|---|---|
| Density | Low-density, usually used in casting | Changes, depends on the foam |
| Coating Requirement | Needs a ceramic coating | May need other coatings |
| Decomposition Products | Makes gas when casting | Depends on what the foam is made of |
| Expansion Process | Grows bigger with a blowing agent | May use other ways to expand |
| Finition de la surface | Can be rough if not handled well | Can be smoother, depends on the foam |
Why EPS is preferred
Compared to other foam materials used in lost foam casting, EPS foam is significantly more economical. This cost advantage makes it an ideal choice for validating design concepts, fulfilling small-batch orders, and even executing large-scale projects. Furthermore, the foam is highly moldable, allowing for the creation of casting patterns featuring intricate details and complex geometries.
Another major advantage of EPS foam lies in its clean vaporization characteristics. When molten metal is poured into the mold, the foam rapidly vaporizes and disappears, leaving behind minimal ash or residue—a critical factor in ensuring the quality of the final casting.
Many industry standards and technical guidelines recommend the use of EPS foam for lost foam casting, precisely because of its superior overall performance. You can flexibly adjust the foam density to suit the specific requirements of your project. Lower-density foams vaporize more rapidly, whereas higher-density foams may influence the final dimensional accuracy and surface finish of the casting. The applications for EPS foam are extensive, ranging from the manufacturing of automotive components to the creation of artistic sculptures.
Tip: For most lost foam casting projects, selecting an appropriate EPS foam density helps ensure complete and clean vaporization while effectively preserving the fine details of the casting.
Key Characteristics of Lost Foam Casting Foam

Density
In lost-foam casting, foam density is of paramount importance. A foam pattern with appropriate density maintains its structural stability and is resistant to breakage. If the foam density is excessively high, the pattern—while possessing greater strength and resistance to deformation—becomes more difficult to vaporize into gas during the casting process.
Foam density also influences the flow dynamics of the molten metal within the mold cavity. If the foam density is too high, the molten metal may fail to completely fill the entire mold; conversely, if the density is too low, the foam pattern may shift out of position or even collapse. The lost-foam casting process yields optimal results only when the foam density is precisely matched to the dimensions and geometry of the specific part being cast.
Combustion, Vaporization, and Residue
In lost foam casting, the complete combustion and vaporization of the foam—often referred to as “clean burn”—is paramount. When molten metal is poured into the mold, the foam must rapidly transform into a gaseous state while leaving behind virtually no solid residue.
The casting process demands that the foam undergo complete combustion and vaporization. Should any residue remain, it may create weak points within the interior of the casting or result in a rough, uneven surface finish. Selecting the appropriate foam density and material composition helps ensure that the foam burns away thoroughly and cleanly. While polyurethane foam is also capable of achieving effective combustion and vaporization, the volume of residue it generates is typically higher than that produced by EPS foam.
Tip: Before commencing large-scale lost foam casting operations, it is essential to first verify that the selected foam material is capable of achieving complete and clean combustion and vaporization.
Surface Detail Reproduction
In lost foam casting, the accurate reproduction of surface details is of equally critical importance. EPS foam excels at faithfully replicating the intricate textures and geometric contours of the pattern’s surface. The lost foam casting process enables the precise duplication of even the most minute details and structurally complex geometries present on the pattern. This characteristic is particularly advantageous for casting thin-walled components, parts featuring micro-porous structures, and components with highly intricate shapes.
The table below illustrates the performance of various foam materials in terms of surface detail reproduction:
| Matériau de la mousse | Propriétés |
|---|---|
| Expandable Polystyrene | Easy to cut, comes in many densities, turns into gas with no ash. |
| Mousse de polyuréthane | Gives better detail and lasts longer than EPS foam. |
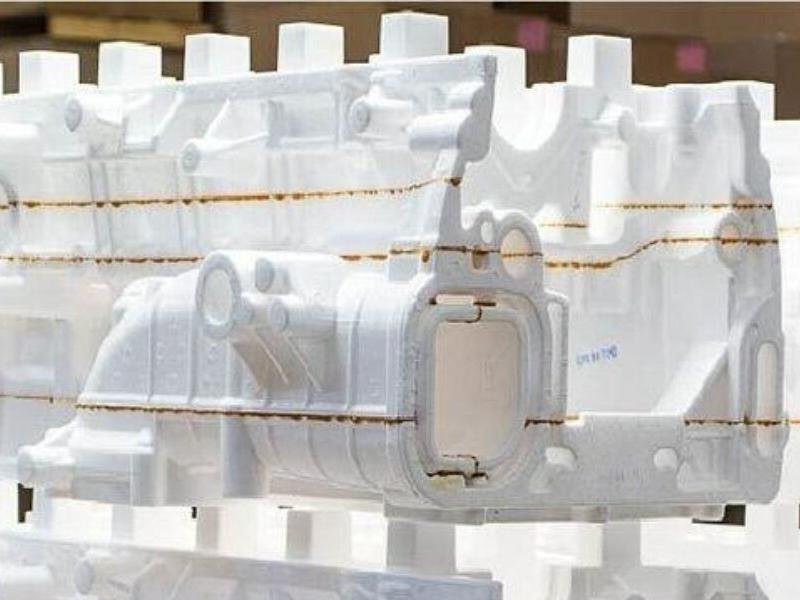
Foam materials used in lost-foam casting are primarily utilized in the production of engine blocks, cooling components, and other parts requiring exceptionally high dimensional accuracy. A unique feature of the lost-foam casting process is its ability to precisely replicate even the most minute details present on the mold.
Sourcing lost foam casting foam
Product pricing and order volume do not always correlate directly. Numerous factors influence the price of foam materials used in investment casting, including the foam’s composition, manufacturing process, requirements for specialized shapes, purchase quantity, supplier location, and market demand. The table below provides a detailed explanation of these influencing factors:
| Facteur | Description |
|---|---|
| Raw Material Composition | The kind of polymer and its density change the price. Foam with more density usually costs more. |
| Manufacturing Technology | Better ways to make foam cost more but make it work better. |
| Customization Requirements | Special shapes or mixes need new tools and research, so they cost more. |
| Order Volume | Buying a lot at once makes each piece cheaper. Small orders can cost more per piece. |
| Supplier Location & Logistics | Shipping and where the supplier is can make the price go up, especially if it comes from far away. |
| Market Demand & Availability | If many people want foam or if materials are hard to get, prices can change a lot. |
| Quality Certification | Foams with special certifications might cost more but are more reliable. |
DIY and Local Sourcing Options
Individuals performing moulage à la cire perdue (also known as lost-foam casting) in home workshops or small-scale studios typically opt for blocks or sheets of expanded polystyrene (EPS), a material highly suited for this specific application. Some practitioners also utilize foam salvaged from packaging materials; however, prior to use, it is essential to verify that the material is clean and that its density meets the required specifications.
Industrial applications
Investment casting plays a pivotal role across a wide spectrum of industrial sectors. From automotive manufacturers and heavy machinery enterprises to producers of various consumer goods, the investment casting process is widely employed. The specific type of foam selected—as well as the procurement channels utilized—often depends on the unique requirements of each respective industry. When selecting foam materials, several key factors must be comprehensively evaluated: the inherent physical properties of the material itself, the various requirements that the supplier must fulfill, and the specific manner in which the foam will be applied within the casting process.
Selecting the Right Foam Material for Your Project
Matching Foam Materials to Metal Type and Casting Dimensions
Selecting the appropriate foam material requires careful consideration of both the specific metal alloy being cast and the dimensions of the final casting. Different metals exhibit distinct physical characteristics during the cooling and solidification process. For instance, aluminum possesses excellent fluidity, allowing it to effortlessly fill even the most intricate cavities within a mold; conversely, cast iron is characterized by high strength and robust performance, making it particularly well-suited for the manufacture of mechanical components. Furthermore, the melting point of the metal directly dictates the type of melting furnace required for the operation. Generally speaking, metal materials with superior fluidity are easier to form, and the casting process typically results in fewer defects.
The table below outlines the key factors that warrant careful consideration:
| Densité de la mousse (kg/m³) | Avantages | Considerations |
|---|---|---|
| 20-30 | Strong patterns, minimal gas production | Suitable for complex shapes |
| Lower Density | Reduces wrinkle issues, accelerates burning | May affect strength |
| EPS-PMMA Copolymers | Reduces defects in ductile iron | Ensures complete vaporization |
If the foam density is excessively high, the fluidity of the molten metal will be compromised. Based on parameters such as foam density, casting wall thickness, and casting length, you can roughly estimate the minimum pouring temperature required. KEMING Company can customize specialized foam patterns tailored to your specific project requirements; furthermore, they can assist you in selecting the most suitable foam material for your particular application from a wide range of available options.
Tip: It is imperative to select a foam material with a density and type that are appropriately matched to the characteristics of the metal being poured and the dimensions of the casting. Doing so will help you achieve optimal casting results.
Safety Guidelines
Safety is of paramount importance in the lost foam casting process. Operators must wear robust and reliable protective gear, specifically including: heat-resistant workwear, protective gloves, face shields, and safety footwear. When handling high-temperature molten metal, it is essential to utilize specialized tongs and wear protective gloves. Please maintain a safe distance from the metal pouring zone. Additionally, ensure that your workspace is adequately ventilated.
| Safety Tip | Description |
|---|---|
| Personal Protective Equipment | Wear aluminized clothes, gloves, face shields, and safety glasses |
| Handling Molten Metal | Use tongs, wear gloves, keep distance from pouring spots |
| Workspace Ventilation | Ensure airflow, use HEPA filters, check fire safety tools |
| Safe Disposal of Waste | Recycle foam patterns, use sand reclamation technologies |
In the lost foam casting process, EPS is the ideal foam material. The table below outlines the specific reasons why numerous enterprises prefer to select EPS:
| Key Advantage | Description |
|---|---|
| Rapport coût-efficacité | Saves money because you do not need expensive molds or cores. |
| Precision and Surface Finish | Makes parts that fit well and have smooth surfaces with fewer mistakes. |
| Flexibility in Production | Good for making special or test parts in small or medium amounts. |
| Environmental Benefits | Makes less trash and uses less energy. |
| Enhanced Quality | New machines help make parts stronger and stop gas bubbles. |
Lost-foam casting is a process widely utilized in aircraft and automotive manufacturing, as well as in various custom fabrication projects. When selecting foam materials, priority should be placed on superior quality, appropriate density, and the ability to undergo complete and clean thermal decomposition. Adherence to relevant industry standards helps ensure that the chosen foam materials fully meet the specific process requirements of lost-foam casting. Leveraging advanced equipment, a rigorous quality control system, and flexible batch-size services, KEMING is dedicated to assisting clients in achieving safe, efficient, and high-quality casting production. Throughout the entire lost-foam casting process, safety and quality remain the paramount core priorities.
FAQ
Which type of foam material is best suited for lost-foam casting?
EPS (Expanded Polystyrene) foam is the optimal choice for lost-foam casting. It offers the advantages of complete thermal decomposition, ease of shaping, and the ability to accurately reproduce intricate details. Many foundries and hobbyists prefer EPS because it is not only cost-effective but also widely available and easy to procure.
Can packaging foam be used for lost-foam casting?
While certain types of packaging foam may be usable under specific circumstances, not all packaging foams are suitable for lost-foam casting. Before use, it is essential to carefully inspect the foam’s density and purity. It is recommended to perform a small-scale burn test first to verify that the foam undergoes complete thermal decomposition without leaving behind any residue.
How is EPS foam for casting cut and shaped?
Typically, a hot-wire cutter, a sharp utility knife, or a saw can be used to cut and shape EPS foam. Afterward, sandpaper can be used to smooth and level the surface. During these operations, be sure to wear a dust mask to prevent inhaling airborne particles.
What safety gear should you wear during lost foam casting?
| Safety Gear | Objectif |
|---|---|
| Heat-resistant gloves | Protect hands from burns |
| Face shield | Shield face from splashes |
| Safety glasses | Guard eyes from debris |
| Protective clothing | Prevent skin injuries |



