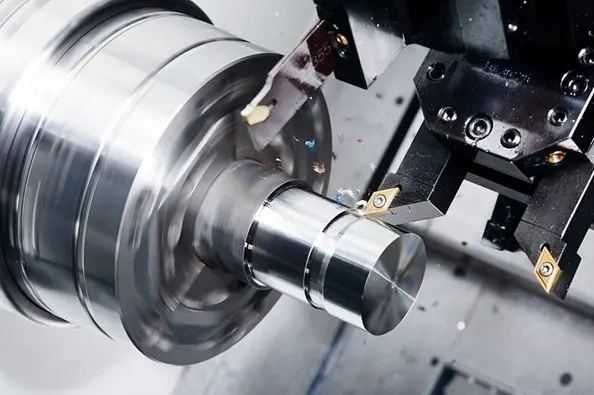
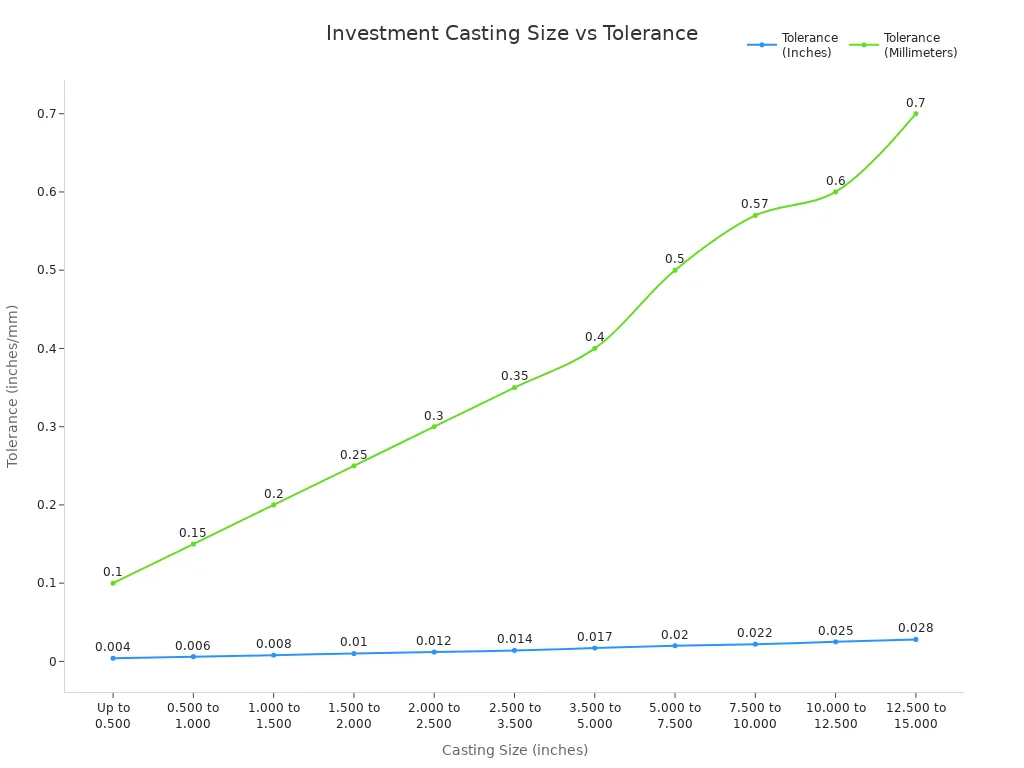
Coulée en cire perdue permettent d'obtenir une précision extrêmement élevée, avec des tolérances allant de ±0,002 à ±0,010 pouces (±0,05 à ±0,25 mm). Le tableau ci-dessous énumère les moulage de précision les plages de tolérance pour les pièces de différentes tailles :
| Taille de la coulée en cire perdue | Tolérance (pouces) | Tolérance (millimètres) |
|---|---|---|
| Jusqu'à 0,500 | ± .004″ | ± 0,10 mm |
| 0,500 à 1,000″. | ± .006″ | ± 0,15 mm |
| 1.000 à 1.500″. | ± .008″ | ± 0,20 mm |
| 1.500 à 2.000″ (en anglais) | ± .010″ | ± 0,25 mm |
| 2.000 à 2.500″. | ± .012″ | ± 0,30 mm |
| 2.500 à 3.500″. | ± .014″ | ± 0,35 mm |
| 3.500 à 5.000″. | ± .017″ | ± 0,40 mm |
| 5.000 à 7.500″. | ± .020″ | ± 0,50 mm |
| 7.500 à 10.000″. | ± .022″ | ± 0,57 mm |
| 10.000 à 12.500″. | ± .025″ | ± 0,60 mm |
| 12.500 à 15.000″. | ± .028″ | ± 0,70 mm |
| Chaque pouce supplémentaire ajoute | ± .001″ | ± 0,025 mm |
Pour les ingénieurs, les concepteurs et les acheteurs de pièces, la précision est primordiale. Elle les aide à fabriquer des pièces de haute qualité, robustes, durables et méticuleusement détaillées. KEMING utilise des équipements de pointe et des processus d'inspection rigoureux pour s'assurer que chaque pièce répond parfaitement aux exigences.
Principaux enseignements
- Le moulage à la cire perdue offre une précision extrêmement élevée, allant de ±0,002 à ±0,010 pouces, ce qui en fait la solution idéale pour la fabrication. parties délicates.
- La finition de la surface est exceptionnellement lisse, généralement entre 4 et 16 micro-pouces, ce qui signifie qu'un polissage minimal est nécessaire, ce qui permet d'économiser du temps et de l'argent.
- Ce procédé permet de créer des formes complexes tout en maintenant des tolérances serrées, ce qui le rend largement utilisé dans les industries aérospatiale et automobile.
- L'inspection de la qualité est primordiale. KEMING utilise des outils et des méthodes spécialisés pour s'assurer que chaque pièce répond à des normes strictes.
- Le choix du moulage à la cire perdue améliore la résistance et la fiabilité des pièces, leur permettant de fonctionner de manière exceptionnelle dans des conditions difficiles.
Tolérances de la fonte de précision

Plages de tolérances typiques de la fonderie de précision
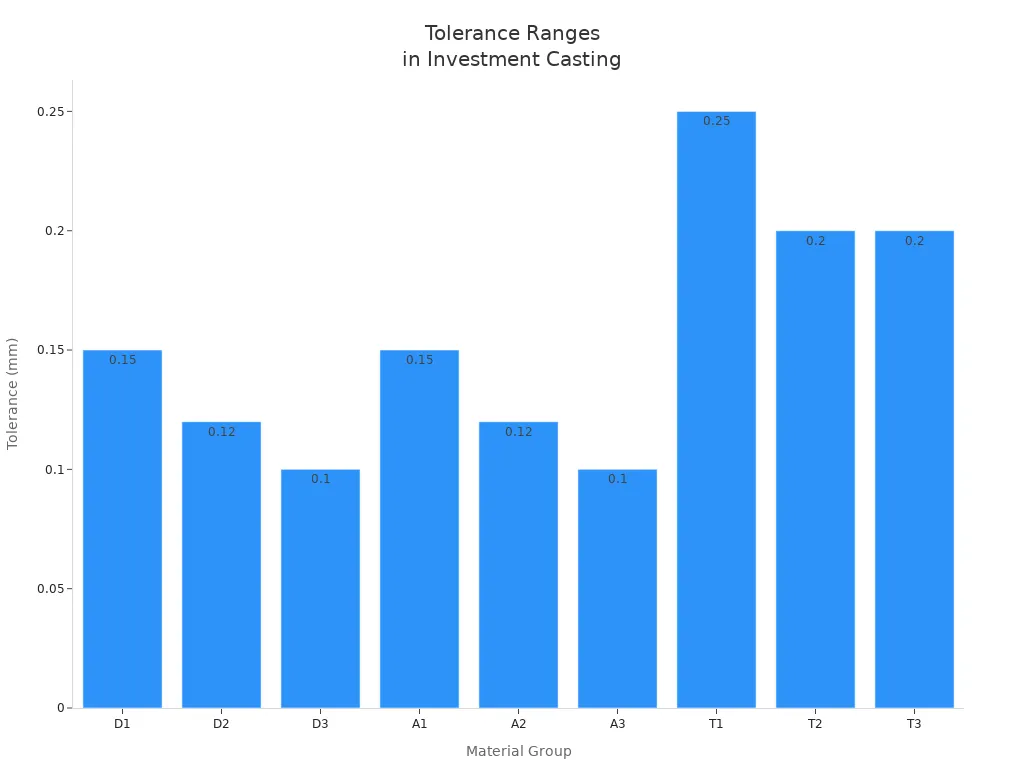
Le moulage à la cire perdue permet de produire des pièces aux tolérances extrêmement faibles, adaptées à une large gamme de matériaux et de tailles. Les ingénieurs privilégient ce procédé car il permet d'obtenir une précision allant de ±0,005 à ±0,015 pouces. Le tableau suivant énumère les plages de tolérance courantes pour différents alliages et différentes tailles :
| Groupe de matériaux | Gamme de tailles nominales (mm) | Tolérance (mm) |
|---|---|---|
| D1 | jusqu'à 6 | ±0.15 |
| D2 | jusqu'à 6 | ±0.12 |
| D3 | jusqu'à 6 | ±0.10 |
| A1 | jusqu'à 6 | ±0.15 |
| A2 | jusqu'à 6 | ±0.12 |
| A3 | jusqu'à 6 | ±0.10 |
| T1 | jusqu'à 6 | ±0.25 |
| T2 | jusqu'à 6 | ±0.20 |
| T3 | jusqu'à 6 | ±0.20 |
KEMING utilise des équipements de pointe et des processus de test rigoureux pour s'assurer que ses produits respectent ou dépassent les normes de l'industrie. L'équipe utilise des processus précis pour garantir que chaque pièce moulée répond aux exigences.
Coulée à la cire perdue Précision dimensionnelle
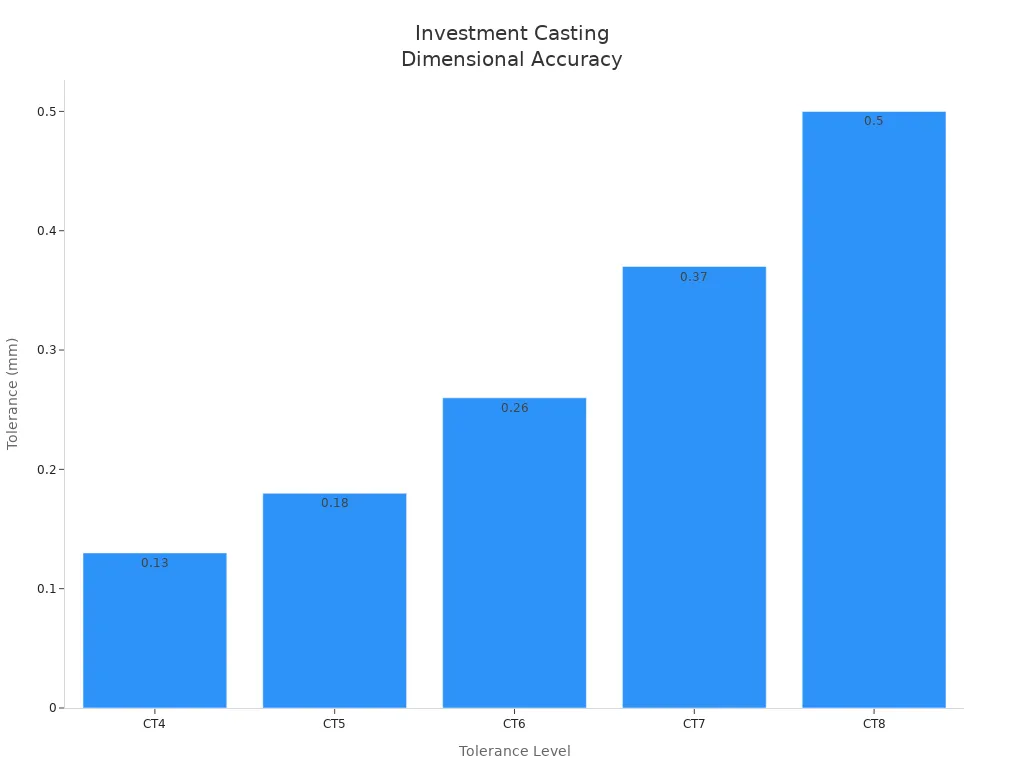
La précision dimensionnelle désigne la mesure dans laquelle les dimensions et la forme d'une pièce se rapprochent des dimensions standard. Dans le moulage à la cire perdue, la précision dépend de la mesure et du contrôle de chaque étape. KEMING utilise des outils spécialisés tels que des machines à mesurer tridimensionnelles (MMT) et des scanners 3D pour inspecter les pièces. Ces outils permettent de détecter les erreurs subtiles avant que les pièces ne quittent l'usine.
Le tableau ci-dessous énumère les tolérances dimensionnelles linéaires couramment utilisées dans le moulage à la cire perdue :
| Niveau de tolérance | Tolérance sur les dimensions linéaires (mm) |
|---|---|
| CT4 | ±0.13 |
| CT5 | ±0.18 |
| CT6 | ±0.26 |
| CT7 | ±0.37 |
| CT8 | ±0.5 |
L'équipe de KEMING utilise le contrôle des processus et des tests non destructifs tels que les rayons X et le scanner. Ces étapes permettent de s'assurer que chaque pièce est correcte pour le client.
Coulée à la cire perdue Finition de surface
L'état de surface fait référence à la douceur du toucher et de l'apparence d'une pièce. Le moulage à la cire perdue produit des surfaces très lisses. La rugosité moyenne de la plupart des pièces se situe entre 4 et 16 micro-pouces. C'est nettement mieux que l'état de surface du moulage au sable, qui varie généralement entre 250 et 500 micro-pouces.
| Méthode de coulée | Ra (µin) | N° de finition |
|---|---|---|
| Moulage à la cire perdue | 4-16 | 8 |
| Moulage au sable | 250-500 | N/A |
Une surface lisse signifie que moins de polissage ou de coupe supplémentaire est nécessaire. Les pièces fabriquées selon le procédé KEMING peuvent être utilisées directement ou ne nécessitent qu'une finition minimale. Cela permet aux clients d'économiser du temps et de l'argent.
Conseil : un bon état de surface permet de réduire le travail de post-coulée et donc d'accélérer la production.
Moulage à la cire perdue Complexité des pièces
Le moulage à la cire perdue permet de produire des pièces aux formes complexes et aux détails fins. Les concepteurs peuvent ajouter des tolérances serrées, des espaces internes et des surfaces lisses. Ce procédé est idéal pour les pièces complexes difficiles à fabriquer avec d'autres méthodes.
- Les ingénieurs peuvent concevoir des pièces avec des espaces internes complexes.
- Ce processus permet d'obtenir des tolérances serrées dans les moindres détails.
- Les surfaces lisses ne nécessitent généralement qu'un usinage supplémentaire minime.
- La fonderie KEMING peut couler des pièces de différentes tailles, mais elle fonctionne mieux pour les pièces de petite et moyenne taille.
Les concepteurs doivent garder certaines règles à l'esprit. L'épaisseur de la paroi doit être d'au moins 1,5 à 2,5 mm, en fonction de l'alliage. Une épaisseur de paroi constante aide le métal à remplir le moule. L'ajout de nervures ou de goussets de renforcement peut améliorer la résistance de la pièce.
| Limites/défis | Description |
|---|---|
| Contraintes de taille et de poids | Le moulage à la cire perdue convient mieux aux pièces de petite et moyenne taille. Les pièces de grande taille ou lourdes sont généralement hors de portée de ce procédé. |
| Très petites structures | La fabrication de formes minuscules et délicates peut s'avérer difficile et ne pas permettre d'obtenir les résultats souhaités. |
| Épaisseur uniforme de la paroi | Le maintien d'une épaisseur de paroi constante est un défi majeur dans la conception. |
| Transitions brutales | Il est essentiel d'éviter les changements brusques dans la conception pour obtenir de bons résultats de moulage. |
| Angle d'étirement approprié | Des angles de dépouille appropriés permettent de créer des coques. |
Les experts de KEMING aident les clients à concevoir des pièces qui tirent pleinement parti des avantages du moulage à la cire perdue. Leur équipe fournit une assistance complète aux clients tout au long du processus afin d'obtenir des résultats optimaux.
Facteurs affectant la précision du moulage à la cire perdue
Qualité des modèles et des moules
La qualité du moule est cruciale pour la précision du moulage à la cire perdue. Un modèle en cire de haute qualité révèle les moindres détails, ce qui permet de créer des pièces de taille appropriée. Un moule en céramique robuste conserve sa forme pendant la coulée du métal, ce qui garantit la précision des dimensions.
- Les modèles en cire doivent être lisses et intacts.
- Les moules en céramique doivent être suffisamment solides pour ne pas se fissurer.
- Chaque étape, de la création du modèle en cire à l'immersion du moule en céramique, contribue à améliorer la précision.
| Meilleures pratiques | Description |
|---|---|
| Simplicité de conception | Les formes simples réduisent les risques et permettent de réaliser de meilleurs moules. |
| Cohérence de l'épaisseur de la paroi | La même épaisseur empêche le gauchissement et renforce les pièces. |
| Utilisation des angles de dépouille | Les petits angles facilitent le démoulage des pièces. |
KEMING inspecte les moules et les modèles à l'aide d'outils spécialisés avant la coulée. L'équipe mesure les dimensions du moule et applique l'agent de démoulage de manière uniforme. Ces étapes permettent d'éviter les erreurs et de s'assurer que chaque pièce répond aux normes.
Contrôle du processus de moulage à la cire perdue
Le contrôle du processus détermine la précision et la répétabilité du moulage de précision. La température et le temps doivent être contrôlés avec précision. Des températures d'injection ou de coulée inappropriées peuvent entraîner des problèmes tels que le retrait. Une pression appropriée garantit le remplissage complet du moule.
| Facteur | Influence sur la précision et la répétabilité |
|---|---|
| Température d'injection | Facteurs affectant la précision et la répétabilité |
| Température de coulée | Contrôle le flux de métal et évite les problèmes. |
| Calendrier | Remplit le moule de manière uniforme et évite les erreurs. |
| Pression adéquate | Veillez à ce que le moule soit rempli entièrement et uniformément. |
Les entreprises modernes comme KEMING utilisent des machines et des technologies intelligentes pour faciliter la production. Ces dispositifs surveillent en permanence la température, la pression et le temps. Les jumeaux numériques et les technologies de numérisation en 3D peuvent inspecter et prédire les résultats, garantissant ainsi la précision de fabrication de chaque pièce.
Complexité de la conception de la coulée à la cire perdue
La complexité de la conception de la pièce influe également sur sa précision. Les conceptions simples avec une épaisseur de paroi uniforme et des angles de dépouille raisonnables sont plus faciles à mouler. La conception du noyau empêche l'emprisonnement de l'air et facilite le remplissage du moule. Le nombre de portes et le poids de la pièce influent sur le principe de fonctionnement et le coût du moule.
| Aspect de la conception | Description |
|---|---|
| Angles d'ébauche | Aide à éliminer les motifs de cire et à éviter les erreurs. |
| Conception de base | Il élimine les poches d'air et les points faibles. |
| Poids et taille | Modifie la quantité que le moule peut contenir et le prix. |
| Nombre de portes | Une seule porte rend le processus régulier et rapide. |
| Épaisseur de la paroi | L'épaisseur régulière permet d'obtenir des pièces plus précises. |
Les ingénieurs de KEMING aident les clients à choisir la meilleure conception. Ils fournissent des conseils pour aider les clients à fabriquer des pièces qui sont à la fois précises et faciles à usiner. Leur assistance garantit que chaque projet répond à des normes élevées.
Conseil : des conceptions simples et un contrôle minutieux du processus permettent au moulage à la cire perdue de mieux fonctionner.
Procédés de moulage à la cire perdue

Ajustements de l'usinage
Après le moulage, les pièces doivent généralement être usinées. Les ajustements d'usinage permettent de mieux ajuster les pièces métalliques. Les machines-outils à commande numérique peuvent effectuer des traitements de surface tels que le découpage, le perçage ou le meulage. Ces étapes permettent aux pièces de respecter des tolérances plus strictes et de rendre les surfaces plus lisses. L'usinage peut créer des formes que le moulage ne peut pas réaliser.
- Amélioration de l'ajustement des pièces moulées.
- Permet aux pièces de répondre à des exigences de tolérance plus strictes.
- Des surfaces plus lisses et plus esthétiques.
- Fabrication de formes et de détails spéciaux.
- Amélioration de la précision dimensionnelle des dessins de conception.
- Amélioration de la résistance et de la performance de la surface.
- Assurer le bon fonctionnement et la facilité d'assemblage des pièces.
Les ajustements d'usinage sont essentiels dans de nombreuses industries. Les secteurs de l'automobile, de la marine et des chemins de fer exigent des pièces parfaitement ajustées qui peuvent fonctionner sous pression.
Assurance qualité
Les contrôles d'assurance qualité permettent de s'assurer que chaque pièce répond aux exigences. Plusieurs méthodes sont utilisées pour contrôler la précision des pièces moulées. Certains tests vérifient la présence de fissures superficielles ou de micropores. D'autres inspectent l'intérieur de la pièce sans la découper. Des équipements tels que des machines à mesurer les coordonnées et des scanners 3D sont utilisés pour mesurer chaque pièce afin de vérifier si elle répond aux exigences de la conception.
| Méthode | Objectif |
|---|---|
| Inspections visuelles et dimensionnelles | Contrôler la conformité des pièces à l'aide d'équipements spécialisés. |
| Contrôle par ultrasons | Vérifier la résistance interne des pièces. |
| Contrôle non destructif (CND) | Utiliser les rayons X et les tomodensitogrammes pour trouver des trous ou des problèmes cachés. |
| Test de pénétration | Recherchez les microfissures superficielles. |
| Essais mécaniques | Tester la résistance et la ténacité du matériau. |
| Essai de dureté | Vérifie si la pièce peut résister à l'usure et à la flexion. |
L'assurance qualité commence avant la coulée et se poursuit après la coulée. L'équipe inspecte les matériaux et la conception afin d'éviter tout problème. Pendant la coulée, elle surveille l'ensemble du processus et corrige rapidement les erreurs. Après la coulée, elle inspecte et teste chaque pièce pour s'assurer qu'elle répond aux exigences. Ces étapes permettent de fournir aux clients des pièces robustes et précises, adaptées à un large éventail de projets.
Remarque : un usinage fin et un contrôle de qualité rigoureux sont essentiels à la fabrication de pièces moulées à la cire perdue de haute qualité.
Coulée à la cire perdue vs. autres méthodes
Comparaison du moulage au sable
Coulée en sable et le moulage à la cire perdue sont deux méthodes de fabrication de pièces métalliques. Chaque méthode a ses avantages et ses inconvénients. Le tableau ci-dessous montre leurs différences en termes de précision et d'état de surface :
| Méthode de coulée | Tolérance typique | Etat de surface (Ra, µm) |
|---|---|---|
| Moulage au sable | ±1,5-3,0 mm | 6.3-25 |
| Investissement (cire perdue) | ±0,1-0,5 mm | 1.6-6.3 |
Les pièces moulées en sable ont une surface plus rugueuse et une précision moindre. Ces pièces nécessitent généralement plus d'usinage après le moulage. Les pièces moulées à la cire perdue présentent une surface plus lisse et une plus grande précision. Les concepteurs peuvent l'utiliser pour fabriquer des pièces à parois minces et des formes complexes.
Le tableau ci-dessous énumère les avantages et les inconvénients de chaque méthode :
| Aspect | Moulage à la cire perdue | Moulage au sable |
|---|---|---|
| Précision | Tolérances très serrées (jusqu'à .003″) | Les formes sont proches mais pas exactes |
| Finition de la surface | Finition lisse, environ 125 micro | Finition plus rugueuse |
| Coût | Coûts de démarrage et de fabrication plus élevés | Moins cher à fabriquer |
| Limites de taille | Idéal pour les petites pièces détaillées | Peut fabriquer des pièces de grande taille (jusqu'à 6 000 livres) |
| Cycle de production | Prend plus de temps parce qu'il est complexe | Plus rapide à fabriquer |
| Capacités de conception | Peut prendre des formes dures | Formes simples uniquement |
Comparaison du moulage sous pression
Le moulage sous pression utilise des moules en acier à haute résistance pour fabriquer rapidement de grandes quantités de pièces. Elle convient à la production en masse de pièces identiques. Cette méthode permet d'obtenir des tolérances très faibles et des épaisseurs de paroi extrêmement fines. Le tableau ci-dessous compare la précision et l'épaisseur des parois pour chaque méthode :
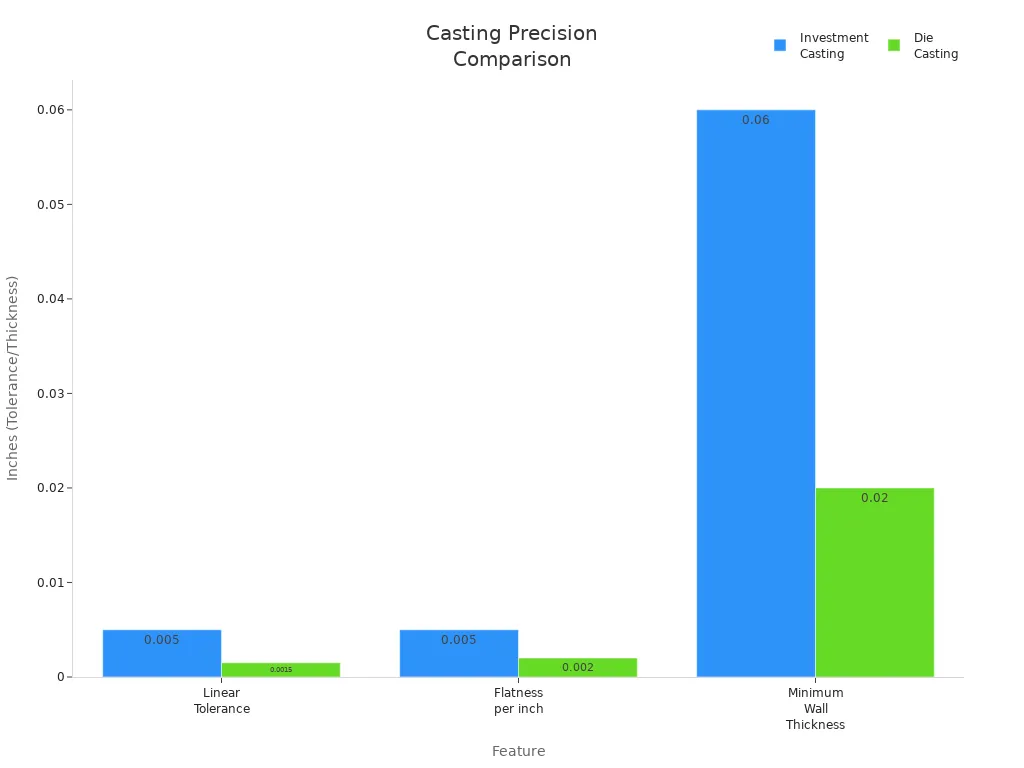
| Tolérance des caractéristiques | Moulage à la cire perdue | Moulage sous pression |
|---|---|---|
| Tolérance linéaire (typique) | ±0,005 pouce/po | ±0,0015 in/in |
| Planéité (par pouce) | 0,005 pouce | 0,002 pouces |
| Épaisseur minimale de la paroi | ~0,060″ (1,5 mm) | ~0,020″ (0,5 mm) |
Le moulage sous pression produit des pièces presque toujours identiques. Le moulage à la cire perdue permet de produire des formes plus raffinées et plus complexes.
Implications de l'application
Le moulage de précision est le mieux adapté à la fabrication de pièces aux formes complexes et aux exigences de tolérance élevées. Elle est couramment utilisée dans des applications exigeant une très grande précision, telles que l'aérospatiale, l'automobile, les appareils médicaux et les machines énergétiques. Le tableau ci-dessous énumère les meilleurs domaines d'application du moulage de précision :
| L'industrie | Description |
|---|---|
| Aérospatiale | Pièces légères et délicates |
| Automobile | Des pièces exactes pour la sécurité et la performance |
| Équipement médical | Des pièces qui doivent être parfaitement adaptées |
| Machines industrielles | Formes dures pour machines |
| L'énergie | Pièces détachées pour turbines |
| Véhicule électrique | Pièces de batterie et de moteur |
| Transformation des aliments | Pièces détachées pour machines alimentaires |
| Militaire | Des pièces solides et fiables |
| Exploitation minière | Un équipement robuste et précis |
| Nautique | Pièces délicates pour les bateaux |
| Fabrication du papier | Pièces détachées pour machines à papier |
| Dessalement de l'eau | Pièces de qualité pour le nettoyage de l'eau |
Conseil : Le moulage de précision est recommandé pour les petites pièces complexes nécessitant des surfaces lisses et des tolérances élevées. Il aide les ingénieurs et les concepteurs à créer des produits robustes et durables qui peuvent résister à divers environnements de travail difficiles.
Les pièces fabriquées à l'aide du procédé de moulage de précision présentent un excellent ajustement et une surface lisse et esthétique. Cette méthode de fabrication est particulièrement adaptée aux pièces de forme complexe et est largement utilisée dans de nombreuses industries. Le choix d'une méthode de moulage optimale permet de produire des pièces robustes et durables, prolongeant ainsi leur durée de vie. KEMING utilise des équipements de pointe et inspecte rigoureusement chaque pièce pour s'assurer que chaque projet répond à des normes élevées.
| Aspect | Bénéfice |
|---|---|
| Précision | Tolérances serrées pour des pièces exactes |
| Finition de la surface | Surfaces lisses avec peu de travail supplémentaire |
| Contrôle de la qualité | Contrôles minutieux de la sécurité et de la résistance |
- L'équipe de KEMING planifie et vérifie chaque pièce pour obtenir d'excellents résultats.
FAQ
Quelles sont les tolérances typiques du moulage à la cire perdue ?
La plupart des pièces moulées à la cire perdue sont très précises. Leurs tolérances sont généralement comprises entre ±0,005 pouce et ±0,015 pouce. KEMING produit souvent des pièces d'une précision encore plus grande. Ces pièces sont utilisées dans de nombreuses industries.
Quel est l'état de surface de la fonte à la cire perdue ?
Le moulage à la cire perdue produit des surfaces très lisses. La rugosité de la surface est généralement comprise entre 4 et 16 micro-pouces (Ra). Cette surface lisse signifie que peu ou pas de polissage supplémentaire n'est nécessaire.
Le moulage à la cire perdue permet-il de créer des formes complexes ?
Oui, le moulage à la cire perdue permet de créer des formes complexes. Les ingénieurs peuvent concevoir des pièces avec des détails minutieux, des parois minces et des espaces internes. Ce procédé convient aux formes qui ne peuvent être produites par d'autres méthodes de moulage.
Quelles sont les industries qui utilisent le plus souvent le moulage à la cire perdue ?
Les entreprises des secteurs de l'aérospatiale, de l'automobile, de la médecine, de la marine et des machines industrielles ont largement recours au moulage à la cire perdue. Elles ont besoin de pièces d'une grande précision, d'une grande résistance et d'excellentes performances.
Le moulage à la cire perdue nécessite-t-il un usinage post-coulée ?
Certaines pièces nécessitent un usinage supplémentaire après le moulage. L'usinage supplémentaire permet d'obtenir des tolérances plus étroites ou des formes spéciales. Coming utilise des machines-outils CNC de pointe pour finir les pièces lorsque cela est nécessaire.