
The versatile lost foam casting process is widely utilized to manufacture a broad range of durable and intricately structured components, covering outboard engine parts, sturdy engine blocks, reliable marine parts, high-performance power generators, as well as functional lawn and garden equipment, delivering precise, dimensionally accurate and high-quality cast solutions for diverse industrial and outdoor equipment sectors.
Key Takeaways
- Lost foam casting uses foam molds to manufacture metal parts. This is helpful for creating parts with complex shapes. The process reduces additional steps and saves time and costs by producing parts that closely resemble the final shape. Part dimensions are very precise, typically within ±0.5 mm of the desired size. Lost foam casting is environmentally friendly, reducing waste and allowing sand to be recycled. It is widely used by automotive and aircraft manufacturers. They like it because it is fast and can produce strong yet lightweight parts.
Lost foam casting process steps
Foam pattern creation
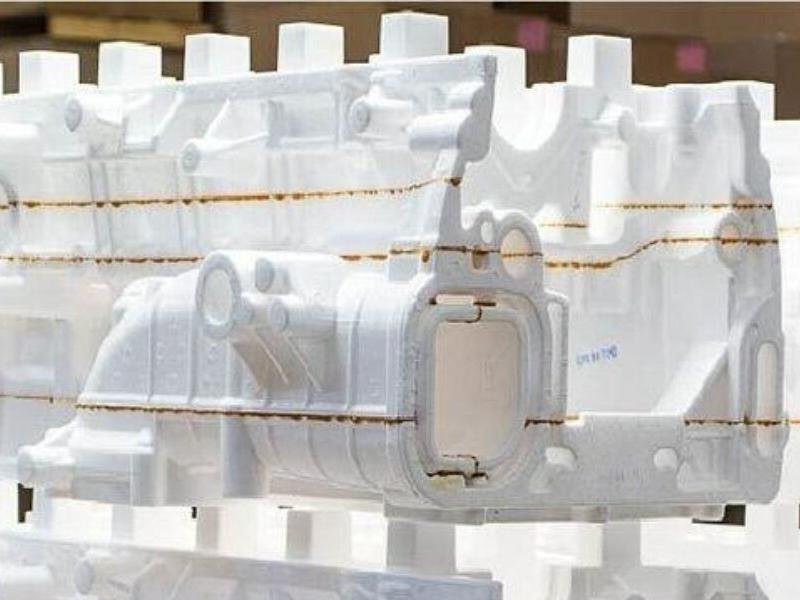
The lost foam casting process begins with the creation of a foam mold. Workers use polystyrene foam to shape the mold. The dimensions and details of the foam mold perfectly match the final part. Steam expansion or acetone dissolution helps to shape the foam. The density of the foam mold is between 20 and 25 grams per milliliter. The dimensional tolerance for the first 25 millimeters is typically ±0.3%. High-precision designs can achieve tolerances of ±0.1 millimeters.
KEMING uses advanced machinery to create precise foam molds. This step ensures that every detail of the final product is perfectly presented.
Mold Assembly and Coating
After the foam mold is made, if the mold consists of multiple parts, workers assemble the individual components. They glue the components together to form a complete model. Then, they apply a thin layer of refractory material to the foam mold. This coating protects the foam during casting, preventing sand particles from adhering to the metal. It also helps maintain the shape of the mold when molten metal is poured.
The coating acts as a protective layer. It allows gas to escape, making the surface smoother. It fills small pores and rough spots on the foam mold. This helps reduce defects and achieve a better surface finish.
Commonly used coatings include SEMCO perm and STYROMOL water-based coatings. These coatings must be strong enough after drying to keep the mold rigid and reduce bending deformation. They also need to allow gas to pass through during casting. In high-temperature operations, the permeability of the coating controls the rate at which molten metal fills the mold. In low-temperature operations, the coating quickly absorbs residue, thus preventing turbulence.
Sand Mold Preparation
After the coated foam model is completed, workers place it in a container. The container is filled with either dry or wet sand. Dry sand is the most commonly used. Wet sand contains bentonite and is more suitable for making molds with complex shapes.
| Material Type | Description |
|---|---|
| Dry Sand | Commonly used for filling the container in lost-foam molding. |
| Green Sand | A mixture of bentonite clay and sand, providing improved pliability for complex shapes. |
Workers use vibration to tightly compact sand around the foam mold. This step ensures the sand fills all voids, forming a solid mold. Maintaining a negative pressure of approximately 0.049 helps expel gas and keep the mold stable. Good sand compaction is crucial for high-quality lost foam casting.
Metal Pouring and Foam Evaporation
Next, workers pour molten metal into the mold. The temperature depends on the alloy used. The pouring temperature for aluminum alloys is approximately 620°C. Ductile iron requires temperatures closer to 1400°C.
When molten metal is poured, the foam pattern disappears due to the high temperature. The molten metal fills the space left by the foam, replicating every detail of the foam pattern. Gases from the vaporized foam escape through the coating and micropores in the sand mold. This allows the molten metal to replace the foam, forming complex shapes.
Cooling and Finishing
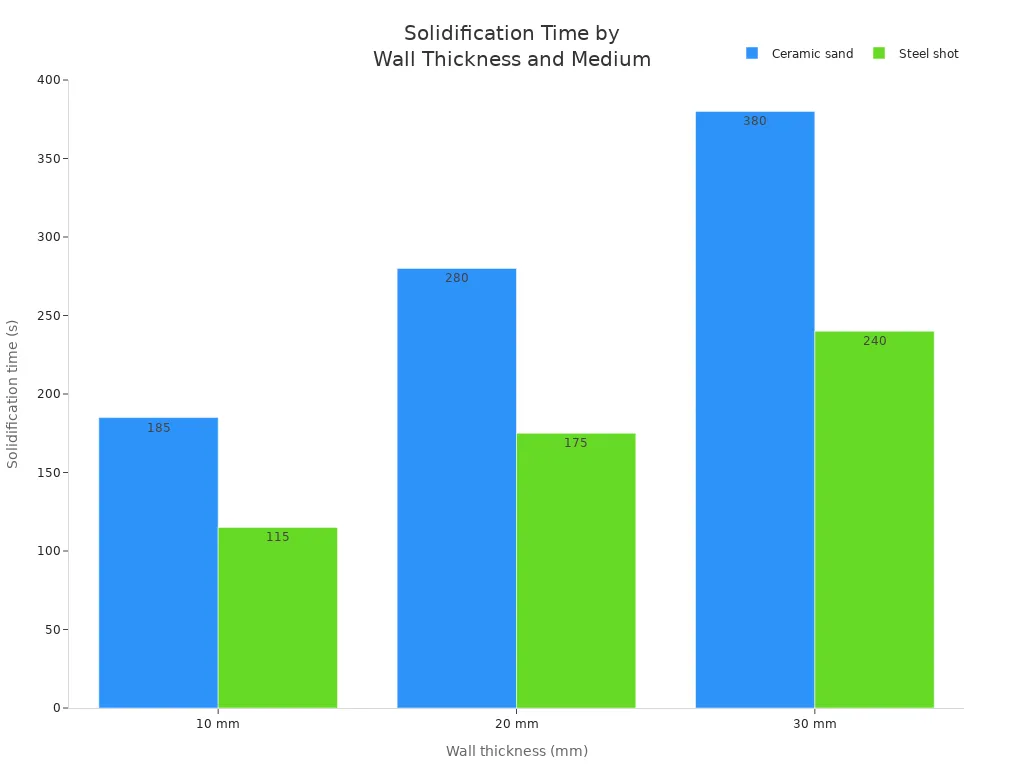
After the molten metal fills the mold, the casting cools and hardens. The cooling time depends on the wall thickness and the sand mold. For example, a 10 mm thick wall takes approximately 185 seconds to harden in ceramic sand, but 115 seconds in steel shot sand. Thicker walls require longer cooling times.
When the casting cools, workers remove the sand and clean the part. They use grinding or machining to get rid of extra material and reach the right size. Polishing makes the surface smoother. Cleaning removes leftover sand or dirt. Finally, workers check each part to make sure it meets quality standards.
| Finishing Technique | Description |
|---|---|
| Grinding | Used to remove excess material and achieve desired dimensions. |
| Polishing | Enhances surface finish for aesthetic and functional purposes. |
| Cleaning | Removes any residual sand or contaminants from the casting. |
KEMING checks every lost-foam casting carefully. Their finishing steps make sure each metal part is ready for tough jobs.
Advantages of lost-foam casting

Dimensional accuracy
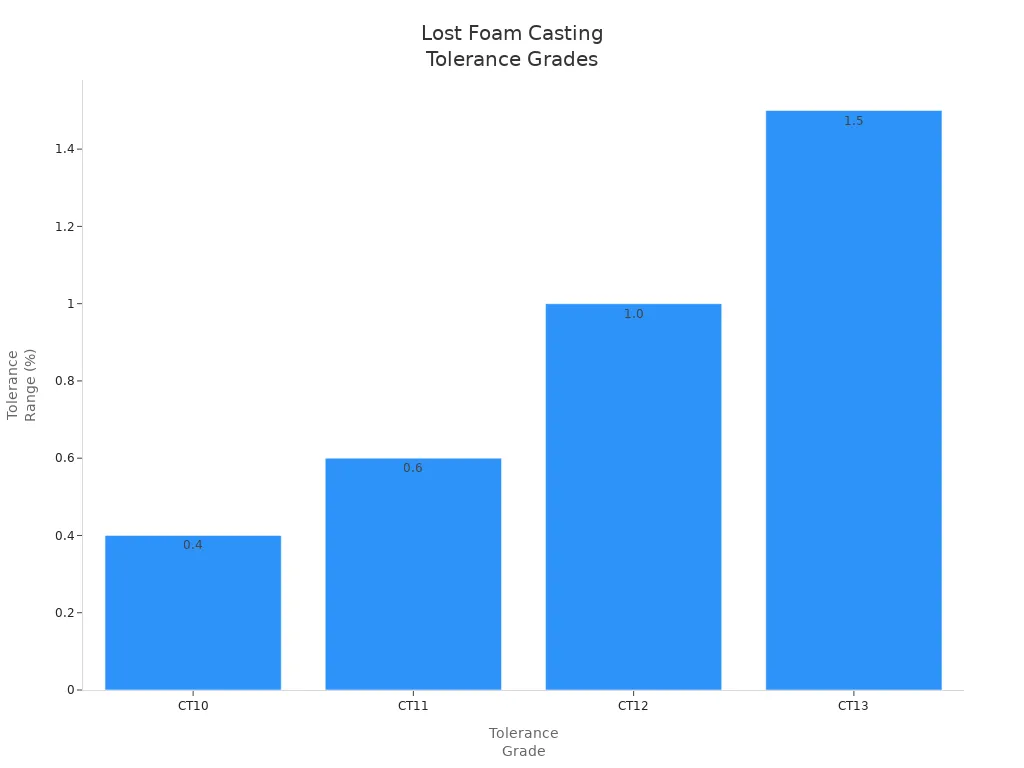
Lost foam casting is renowned for producing high-precision parts. This process can create parts with extremely small dimensional errors and rich detail. Most parts manufactured using this method have dimensional errors within ±0.5 mm, comparable to other advanced casting methods. Many companies use lost foam casting to produce complex-shaped, smooth-surfaced parts.
| Tolerance Grade | Tolerance Range |
|---|---|
| CT10 | ±0.4% |
| CT11 | ±0.6% |
| CT12 | ±1.0% |
| CT13 | ±1.5% |
Workers can guarantee an error of only 0.005 inches for the first inch of a part. For each subsequent inch, the error remains only 0.003 inches. Some foam molds machined by CNC machines achieve even higher precision, with an error of only 0.002 inches per inch. Such high precision means less post-casting correction is required. KEMING rigorously inspects each part and adheres to industry standards to ensure every component meets requirements.
Reduced Machining
Lost foam casting helps reduce the time and cost of machining. Parts manufactured using this process are almost exactly the final shape. Workers do not need to perform extensive grinding or cutting. Sometimes, no additional machining is even required. This saves time and reduces the manufacturing cost of parts. Furthermore, the process eliminates steps such as mold removal and assembly, resulting in faster part manufacturing.
Assembly integration
Lost-foam casting lets workers join many pieces into one strong part. This means fewer steps to put things together and fewer chances for mistakes. Making tricky shapes as one piece makes the part stronger and work better.
| Industry | Examples of Multi-Part Assemblies |
|---|---|
| Automotive | Engine blocks, Cylinder heads, Transmission housings |
| Industrial Machinery | Compressor housings, Valve bodies, Turbine parts |
Putting parts together this way makes them lighter and work better. Many companies in cars and machines use this method.
Environmental benefits
Lost-foam casting is good for the environment because it makes less waste. The foam pattern disappears when casting, so there is not much left over. Workers can use the sand again and again, which saves materials. The process uses exact patterns, so metal goes where it should and less is wasted.
Lost-foam casting makes less waste than old sand casting. This is why many companies pick it to help the environment.
KEMING works hard to save resources and make good parts. Lost-foam casting helps them meet both factory and earth-friendly goals.
Lost-foam casting vs. other methods
Sand casting comparison
Lost foam casting and sand casting are both methods for manufacturing metal parts, but their steps and materials differ. Lost foam casting uses a foam model that disappears after the metal is poured in. Sand casting, on the other hand, involves creating a mold around the model, which is then removed before pouring. The table below lists their differences:
| Aspect | Lost Foam Casting | Sand Casting |
|---|---|---|
| Process Steps | Uses foam patterns that evaporate during casting | Uses sand molds that are formed around patterns |
| Material Usage | Typically uses less material due to the precision of the process | Generally requires more material due to the need for sand and binder |
The initial cost of the foam molds used in lost foam casting is relatively high, typically ranging from $100 to $300. Sand casting uses simpler molds, resulting in lower initial costs. However, sand casting requires more workers and generates more waste, increasing costs. Lost foam casting allows for the reuse of up to 60% of the sand molds, making it ideal for large projects.
When to Choose Lost Foam Casting
Lost foam casting is best suited for parts with complex shapes and cavities. It is widely used in the automotive, aircraft, shipbuilding, trucking, and power plant industries. This process saves time by manufacturing multi-functional parts in a single process. Furthermore, it reduces costs due to fewer assembly steps. Lost foam casting allows designers to create coreless parts, resulting in cleaner products.
| Industry | Description |
|---|---|
| Automotive | Utilized for complex parts requiring high dimensional accuracy and surface finish. |
| Aerospace | Selected for components that demand precision and intricate designs. |
| Marine | Used in manufacturing parts that need to withstand harsh environments. |
| Heavy Truck | Chosen for durable components that require strength and reliability. |
| Power Generation | Employed for parts that need to be efficient and effective in energy production. |
Lost-foam casting is a good choice for making lots of parts. It lets workers change patterns quickly and lowers finishing costs. KEMING offers lost-foam and other casting services to help customers pick what works best.
Lost-foam casting makes parts very accurate and smooth. It does not need draft or parting lines, so the final product is cleaner.
Limitations and considerations
Lost-foam casting has some limits. Big and heavy parts are hard to move and cool. Making foam patterns with high accuracy can cost more. The mold must be strong enough to handle hot metal. The process works well with gray and ductile irons, low-alloy steels, and aluminum alloys. It does not work for metals that melt at very high temperatures or react easily.
| Limitation | Impact on Casting Outcomes |
|---|---|
| Limited Size and Weight of Castings | Challenges in mold handling, metal filling, and cooling for large and heavy components. |
| Pattern Cost | High-precision foam patterns can be expensive to produce due to the expertise and equipment required. |
| Mold Integrity | The refractory mold must withstand the heat and pressure of the molten metal without cracking or deforming. |
Quality checks are important in lost-foam casting. Workers use good tests and follow rules to stop defects. KEMING checks every casting to make sure it meets high standards.
Lost foam casting gives many benefits to manufacturers. This process makes parts that are almost the right shape. It gives very accurate sizes and smooth surfaces. Tooling costs are lower, and it helps put parts together in one piece.
| Advantage | Description |
|---|---|
| Near net shape castings | Less work and lower material costs |
| High dimensional accuracy | Parts are always the right size |
| Smooth surface finishes | Only a little finishing is needed |
| Reduced tooling costs | Good for making small or medium batches |
| Assembly integration | Many parts can be made as one |
FAQ
What materials can lost foam casting use?
Lost foam casting can use aluminum, iron, and low-alloy steel. Factories pick these metals for cars, boats, and machines.
| Metal | Common Uses |
|---|---|
| Aluminum | Engine blocks |
| Iron | Railroad equipment |
| Low-alloy steel | Machinery parts |
How does lost foam casting reduce waste?
Lost foam casting uses foam molds that melt and fall off during the casting process. Workers can reuse the sand molds, leaving virtually no waste. This helps factories save materials and protect the environment.
Compared to traditional sand casting, lost foam casting produces far less waste.
Is lost foam casting suitable for manufacturing parts with complex shapes?
Lost foam casting can create parts with a high degree of detail and voids. Designers can create rigid shapes without using cores. This helps companies manufacture strong yet lightweight parts.
Complex engine blocks
Precision marine parts
Which industries use lost foam casting?
Automotive, marine, train, and power companies all use lost foam casting. They require parts with very precise and smooth surfaces.
Many factories use lost foam casting to manufacture strong and precise parts.



