El versátil proceso de fundición a la espuma perdida se utiliza ampliamente para fabricar una amplia gama de componentes duraderos y de estructura compleja, que abarcan piezas de motores fueraborda, bloques de motor robustos, piezas marinas fiables, generadores de alto rendimiento, así como equipos funcionales de césped y jardín, proporcionando soluciones de fundición precisas, dimensionalmente exactas y de alta calidad para diversos sectores de equipos industriales y de exterior.
Principales conclusiones
- Fundición de espuma perdida utiliza moldes de espuma para fabricar piezas metálicas. Esto resulta útil para crear piezas con formas complejas. El proceso reduce pasos adicionales y ahorra tiempo y costes al producir piezas muy parecidas a la forma final. Las dimensiones de las piezas son muy precisas, normalmente dentro de un margen de ±0,5 mm del tamaño deseado. La fundición de espuma perdida es respetuosa con el medio ambiente, ya que reduce los residuos y permite reciclar la arena. Los fabricantes de automóviles y aviones la utilizan mucho. Les gusta porque es rápido y puede producir piezas resistentes pero ligeras.
Etapas del proceso de fundición a la espuma perdida
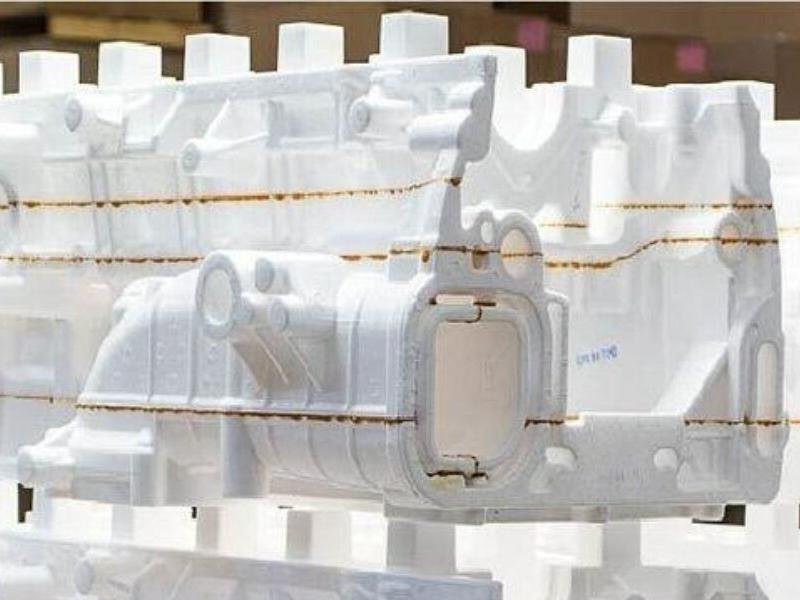
Creación de patrones de espuma
El proceso de fundición a la espuma perdida comienza con la creación de un molde de espuma. Los trabajadores utilizan espuma de poliestireno para dar forma al molde. Las dimensiones y detalles del molde de espuma coinciden perfectamente con la pieza final. La expansión con vapor o la disolución con acetona ayudan a dar forma a la espuma. La densidad del molde de espuma oscila entre 20 y 25 gramos por mililitro. La tolerancia dimensional de los primeros 25 milímetros suele ser de ±0,3%. Los diseños de alta precisión pueden alcanzar tolerancias de ±0,1 milímetros.
KEMING utiliza maquinaria avanzada para crear moldes de espuma precisos. Este paso garantiza la perfecta presentación de cada detalle del producto final.
Montaje y revestimiento de moldes
Una vez hecho el molde de espuma, si el molde consta de varias piezas, los trabajadores ensamblan los componentes individuales. Pegan los componentes para formar un modelo completo. A continuación, aplican una fina capa de material refractario al molde de espuma. Este revestimiento protege la espuma durante la fundición, evitando que las partículas de arena se adhieran al metal. También ayuda a mantener la forma del molde cuando se vierte el metal fundido.
El revestimiento actúa como capa protectora. Permite la salida de gases, haciendo la superficie más lisa. Rellena los pequeños poros y las asperezas del molde de espuma. Esto ayuda a reducir los defectos y a conseguir un mejor acabado superficial.
Entre los recubrimientos más utilizados se encuentran los recubrimientos al agua SEMCO perm y STYROMOL. Estos revestimientos deben ser lo suficientemente resistentes tras el secado para mantener la rigidez del molde y reducir la deformación por flexión. También deben permitir el paso del gas durante la colada. En operaciones a alta temperatura, la permeabilidad del revestimiento controla la velocidad a la que el metal fundido llena el molde. En las operaciones a baja temperatura, el revestimiento absorbe rápidamente los residuos, evitando así las turbulencias.
Preparación del molde de arena
Una vez terminado el modelo de espuma recubierta, los trabajadores lo colocan en un contenedor. El recipiente se llena con arena seca o húmeda. La arena seca es la más utilizada. La arena húmeda contiene bentonita y es más adecuada para hacer moldes con formas complejas.
| Tipo de material | Descripción |
|---|---|
| Arena seca | Se utiliza comúnmente para llenar el recipiente en el moldeo de espuma perdida. |
| Arena verde | Mezcla de arcilla bentonítica y arena que proporciona una mayor flexibilidad para formas complejas. |
Los trabajadores utilizan vibraciones para compactar la arena alrededor del molde de espuma. Este paso garantiza que la arena llene todos los huecos, formando un molde sólido. Mantener una presión negativa de aproximadamente 0,049 ayuda a expulsar el gas y a mantener estable el molde. Una buena compactación de la arena es crucial para fundición a la espuma perdida de alta calidad.
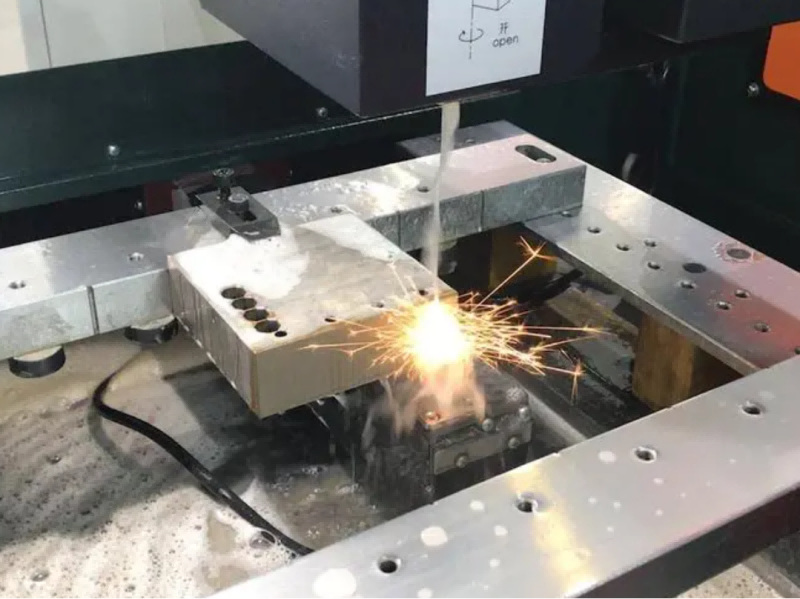
Vertido de metales y evaporación de espuma
A continuación, los trabajadores vierten metal fundido en el molde. La temperatura depende de la aleación utilizada. La temperatura de vertido para las aleaciones de aluminio es de aproximadamente 620°C. La fundición dúctil requiere temperaturas cercanas a los 1400°C.
Cuando se vierte el metal fundido, el patrón de espuma desaparece debido a la alta temperatura. El metal fundido rellena el espacio dejado por la espuma, replicando cada detalle del patrón de espuma. Los gases de la espuma vaporizada escapan a través del revestimiento y los microporos del molde de arena. Esto permite que el metal fundido sustituya a la espuma, formando formas complejas.
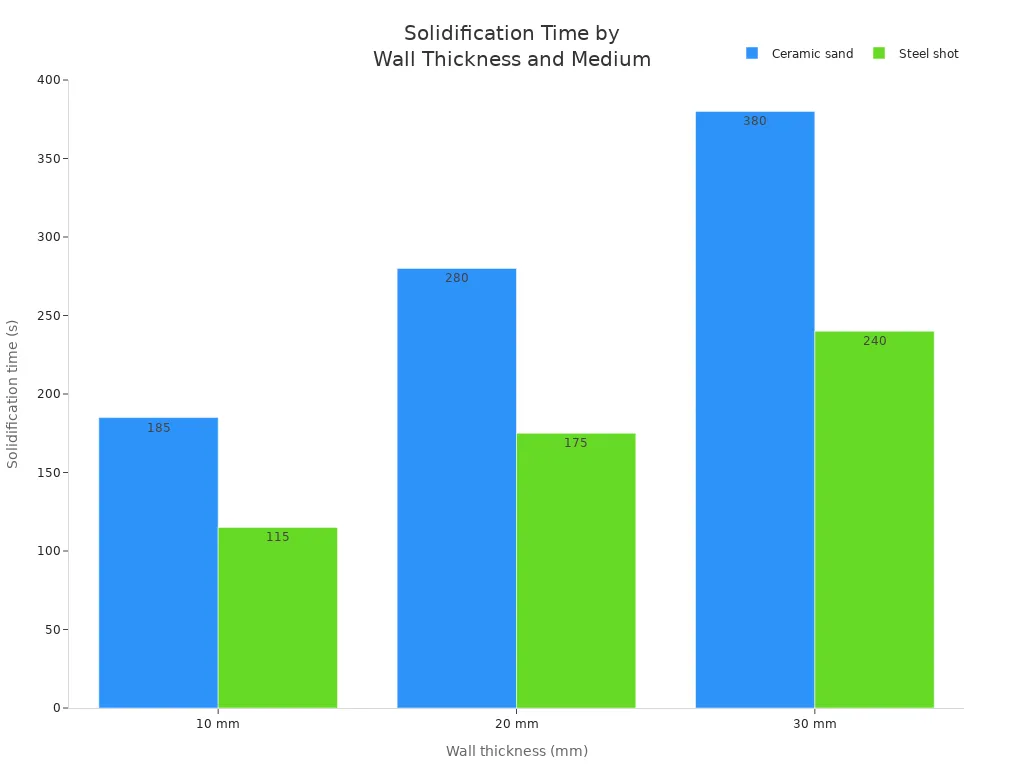
Refrigeración y acabado
Una vez que el metal fundido llena el molde, la pieza se enfría y se endurece. El tiempo de enfriamiento depende del grosor de la pared y del molde de arena. Por ejemplo, una pared de 10 mm de grosor tarda aproximadamente 185 segundos en endurecerse en arena cerámica, pero 115 segundos en arena de granalla de acero. Las paredes más gruesas requieren tiempos de enfriamiento más largos.
Cuando la fundición se enfría, los trabajadores retiran la arena y limpian la pieza. Utilizan el esmerilado o el mecanizado para eliminar el material sobrante y alcanzar el tamaño adecuado. El pulido alisa la superficie. La limpieza elimina los restos de arena o suciedad. Por último, los trabajadores comprueban cada pieza para asegurarse de que cumple las normas de calidad.
| Técnica de acabado | Descripción |
|---|---|
| Rectificado | Se utiliza para eliminar el exceso de material y conseguir las dimensiones deseadas. |
| Pulido | Mejora el acabado superficial con fines estéticos y funcionales. |
| Limpieza | Elimina cualquier residuo de arena o contaminantes de la pieza fundida. |
KEMING comprueba minuciosamente cada pieza de fundición de espuma perdida. Sus pasos de acabado garantizan que cada pieza metálica esté lista para los trabajos más duros.
Ventajas del moldeo por espuma perdida

Precisión dimensional
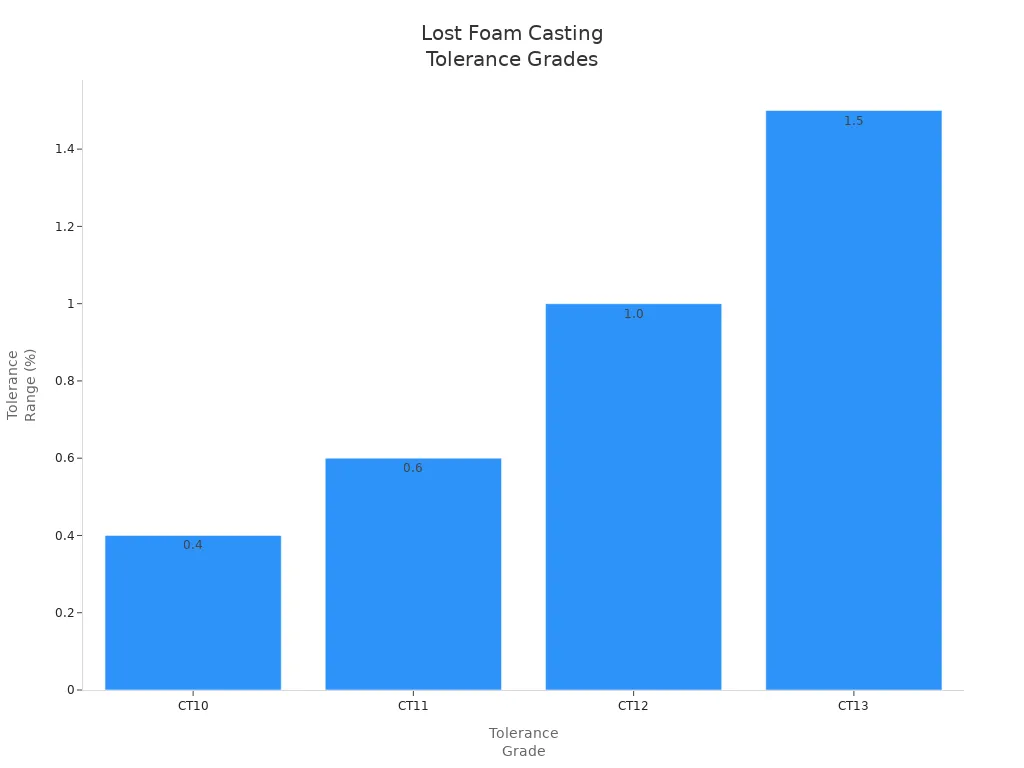
La fundición de espuma perdida es famosa por producir piezas de alta precisión. Este proceso puede crear piezas con errores dimensionales extremadamente pequeños y gran riqueza de detalles. La mayoría de las piezas fabricadas con este método tienen errores dimensionales de ±0,5 mm, comparables a los de otros métodos de fundición avanzados. Muchas empresas utilizan la fundición de espuma perdida para producir piezas de formas complejas y superficie lisa.
| Grado de tolerancia | Rango de tolerancia |
|---|---|
| CT10 | ±0,4% |
| CT11 | ±0,6% |
| CT12 | ±1,0% |
| CT13 | ±1,5% |
Los trabajadores pueden garantizar un error de sólo 0,005 pulgadas para la primera pulgada de una pieza. Para cada pulgada posterior, el error sigue siendo de sólo 0,003 pulgadas. Algunos moldes de espuma mecanizados con máquinas CNC alcanzan una precisión aún mayor, con un error de sólo 0,002 pulgadas por pulgada. Una precisión tan alta significa que se requieren menos correcciones posteriores a la fundición. KEMING inspecciona rigurosamente cada pieza y se adhiere a los estándares de la industria para garantizar que cada componente cumple los requisitos.
Mecanizado reducido
La fundición de espuma perdida ayuda a reducir el tiempo y el coste del mecanizado. Las piezas fabricadas mediante este proceso tienen casi exactamente la forma final. Los operarios no necesitan realizar grandes trabajos de rectificado o corte. A veces, ni siquiera es necesario un mecanizado adicional. Esto ahorra tiempo y reduce el coste de fabricación de las piezas. Además, el proceso elimina pasos como el desmoldeo y el montaje, lo que se traduce en una fabricación más rápida de las piezas.
Integración del montaje
La fundición de espuma perdida permite a los trabajadores unir muchas piezas en una sola pieza resistente. Esto significa menos pasos para unir las piezas y menos posibilidades de cometer errores. La fabricación de formas complicadas en una sola pieza hace que ésta sea más resistente y funcione mejor.
| Industria | Ejemplos de conjuntos de varias piezas |
|---|---|
| Automoción | Bloques de motor, Culatas, Cárteres de transmisión |
| Maquinaria industrial | Carcasas de compresores, Cuerpos de válvulas, Piezas de turbinas |
Unir las piezas de esta manera las hace más ligeras y funcionan mejor. Muchas empresas de automóviles y máquinas utilizan este método.
Beneficios medioambientales
El moldeo con espuma perdida es bueno para el medio ambiente porque genera menos residuos. El patrón de espuma desaparece al fundir, por lo que no sobra mucho. Los trabajadores pueden utilizar la arena una y otra vez, lo que ahorra materiales. El proceso utiliza patrones exactos, por lo que el metal va donde debe y se desperdicia menos.
La fundición de espuma perdida genera menos residuos que la antigua fundición en arena. Por eso muchas empresas la eligen para ayudar al medio ambiente.
KEMING se esfuerza por ahorrar recursos y fabricar piezas de calidad. La fundición de espuma perdida les ayuda a cumplir los objetivos de la fábrica y a respetar el medio ambiente.
Moldeo por espuma perdida frente a otros métodos
Comparación de la fundición en arena
La fundición de espuma perdida y la fundición en arena son dos métodos para fabricar piezas metálicas, pero sus pasos y materiales difieren. La fundición de espuma perdida utiliza un modelo de espuma que desaparece después de verter el metal. La fundición en arena, por su parte, consiste en crear un molde alrededor del modelo, que se retira antes de verterlo. En la tabla siguiente se indican sus diferencias:
| Aspecto | Fundición de espuma perdida | Fundición en arena |
|---|---|---|
| Etapas del proceso | Utiliza patrones de espuma que se evaporan durante la colada | Utiliza moldes de arena que se forman alrededor de patrones |
| Uso del material | Normalmente utiliza menos material debido a la precisión del proceso | Generalmente requiere más material debido a la necesidad de arena y aglutinante |
El coste inicial de los moldes de espuma utilizados en la fundición a la espuma perdida es relativamente elevado, y suele oscilar entre $100 y $300. La fundición en arena utiliza moldes más sencillos, lo que reduce los costes iniciales. Sin embargo, la fundición en arena requiere más trabajadores y genera más residuos, lo que aumenta los costes. El moldeo de espuma perdida permite reutilizar hasta 60% de los moldes de arena, lo que lo hace ideal para grandes proyectos.
Cuándo elegir el moldeo de espuma perdida
La fundición de espuma perdida es la más adecuada para piezas con formas y cavidades complejas. Se utiliza mucho en los sectores de automoción, aeronáutica, construcción naval, camiones y centrales eléctricas. Este proceso ahorra tiempo al fabricar piezas multifuncionales en un solo proceso. Además, reduce los costes al disminuir los pasos de montaje. La fundición de espuma perdida permite a los diseñadores crear piezas sin núcleo, lo que da lugar a productos más limpios.
| Industria | Descripción |
|---|---|
| Automoción | Se utiliza para piezas complejas que requieren gran precisión dimensional y acabado superficial. |
| Aeroespacial | Seleccionado para componentes que exigen precisión y diseños intrincados. |
| Marina | Se utiliza en la fabricación de piezas que deben soportar entornos difíciles. |
| Camiones pesados | Elegido para componentes duraderos que requieren resistencia y fiabilidad. |
| Generación de energía | Se emplea para piezas que deben ser eficientes y eficaces en la producción de energía. |
El moldeo por espuma perdida es una buena opción para fabricar muchas piezas. Permite a los operarios cambiar los modelos con rapidez y reduce los costes de acabado. KEMING ofrece servicios de fundición de espuma perdida y de otro tipo para ayudar a los clientes a elegir la mejor opción.
El moldeo por espuma perdida hace que las piezas sean muy precisas y lisas. No necesita líneas de calado ni de separación, por lo que el producto final es más limpio.
Limitaciones y consideraciones
La fundición con espuma perdida tiene algunos límites. Las piezas grandes y pesadas son difíciles de mover y enfriar. Hacer patrones de espuma con gran precisión puede costar más. El molde debe ser lo bastante resistente para soportar el metal caliente. El proceso funciona bien con fundiciones grises y dúctiles, aceros de baja aleación y aleaciones de aluminio. No funciona con metales que se funden a temperaturas muy altas o reaccionan con facilidad.
| Limitación | Repercusión en los resultados del casting |
|---|---|
| Tamaño y peso limitados de las piezas moldeadas | Desafíos en la manipulación de moldes, el llenado de metales y la refrigeración de componentes grandes y pesados. |
| Coste del patrón | Los patrones de espuma de alta precisión pueden ser caros de producir debido a la experiencia y el equipo necesarios. |
| Integridad del moho | El molde refractario debe soportar el calor y la presión del metal fundido sin agrietarse ni deformarse. |
Los controles de calidad son importantes en la fundición a la espuma perdida. Los trabajadores realizan buenas pruebas y siguen las normas para detener los defectos. KEMING comprueba todas las piezas fundidas para asegurarse de que cumplen unas normas estrictas.
La fundición de espuma perdida ofrece muchas ventajas a los fabricantes. Con este proceso se fabrican piezas que tienen casi la forma correcta. Proporciona tamaños muy precisos y superficies lisas. Los costes de utillaje son menores y ayuda a unir las piezas en una sola pieza.
| Ventaja | Descripción |
|---|---|
| Piezas moldeadas de forma casi neta | Menos trabajo y menos costes de material |
| Gran precisión dimensional | Las piezas son siempre de la talla correcta |
| Superficies lisas | Sólo se necesita un poco de acabado |
| Reducción de los costes de utillaje | Bueno para hacer lotes pequeños o medianos |
| Integración del montaje | Se pueden fabricar muchas piezas como una sola |
PREGUNTAS FRECUENTES
¿Qué materiales puede utilizar la fundición a la espuma perdida?
La fundición a la espuma perdida puede utilizar aluminio, hierro y acero de baja aleación. Las fábricas eligen estos metales para coches, barcos y máquinas.
| Metal | Usos comunes |
|---|---|
| Aluminio | Bloques de motor |
| Hierro | Material ferroviario |
| Acero de baja aleación | Piezas de maquinaria |
¿Cómo reduce los residuos la fundición a la espuma perdida?
La fundición de espuma perdida utiliza moldes de espuma que se funden y desprenden durante el proceso de fundición. Los trabajadores pueden reutilizar los moldes de arena, con lo que prácticamente no quedan residuos. Esto ayuda a las fábricas a ahorrar materiales y proteger el medio ambiente.
En comparación con la fundición en arena tradicional, la fundición a la espuma perdida produce muchos menos residuos.
¿Es adecuada la fundición de espuma perdida para fabricar piezas con formas complejas?
La fundición de espuma perdida permite crear piezas con un alto grado de detalle y huecos. Los diseñadores pueden crear formas rígidas sin utilizar núcleos. Esto ayuda a las empresas a fabricar piezas resistentes pero ligeras.
Bloques de motor complejos
Piezas marinas de precisión
¿Qué industrias utilizan la fundición a la espuma perdida?
Las empresas automovilísticas, navales, ferroviarias y eléctricas recurren a la fundición a la espuma perdida. Requieren piezas con superficies muy precisas y lisas.
Muchas fábricas utilizan la fundición a la espuma perdida para fabricar piezas resistentes y precisas.