Универсальный процесс литья по выплавляемым моделям широко используется для производства широкого спектра прочных и сложно структурированных компонентов, охватывающих детали подвесных моторов, прочные блоки двигателей, надежные морские детали, высокопроизводительные электрогенераторы, а также функциональное оборудование для газонов и садов, обеспечивая точные, размерно точные и высококачественные литые решения для различных секторов промышленного и наружного оборудования.
Основные выводы
- Литье из пенопласта использует формы из пенопласта для производства металлических деталей. Это удобно для создания деталей сложной формы. Процесс позволяет сократить количество дополнительных этапов и сэкономить время и расходы, поскольку детали получаются очень похожими на конечную форму. Размеры деталей очень точны, обычно в пределах ±0,5 мм от желаемого размера. Литье в пенопласт не наносит вреда окружающей среде, сокращая количество отходов и позволяя использовать песок повторно. Оно широко используется производителями автомобилей и самолетов. Им нравится, что оно быстрое и позволяет получать прочные, но легкие детали.
Этапы процесса литья по выплавляемым моделям
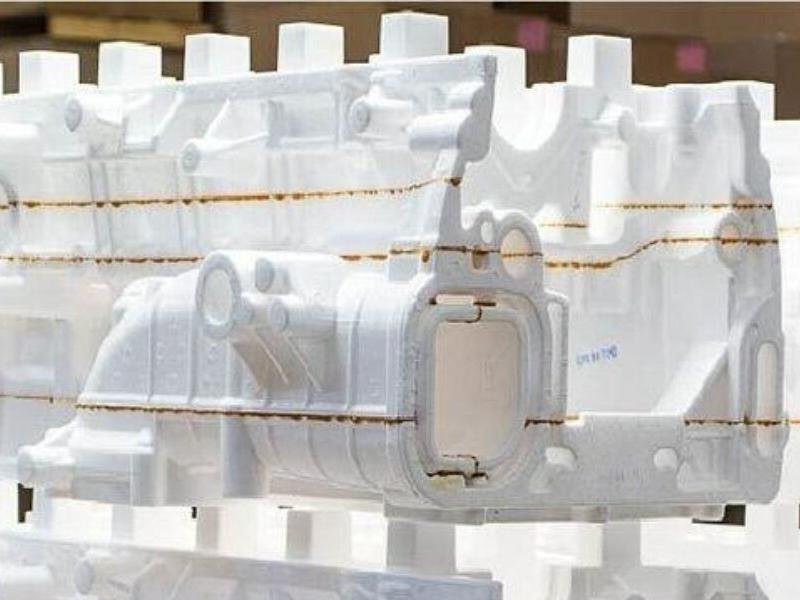
Создание шаблона из пенопласта
Процесс литья по выплавляемым моделям начинается с создания формы из пенопласта. Рабочие используют пенополистирол для придания формы. Размеры и детали формы из пенопласта идеально соответствуют конечной детали. Расширение паром или растворение в ацетоне помогает придать форму пенопласту. Плотность пенопластовой формы составляет от 20 до 25 граммов на миллилитр. Допуск на размеры для первых 25 миллиметров обычно составляет ±0,3%. Высокоточные конструкции могут достигать допусков ±0,1 миллиметра.
Компания KEMING использует передовое оборудование для создания точных форм для пенопласта. Этот шаг гарантирует, что каждая деталь конечного продукта будет представлена идеально.
Сборка пресс-форм и нанесение покрытий
После изготовления формы из пенопласта, если форма состоит из нескольких частей, рабочие собирают отдельные компоненты. Они склеивают компоненты вместе, чтобы сформировать полную модель. Затем на форму из пенопласта наносят тонкий слой огнеупорного материала. Это покрытие защищает пену во время литья, не позволяя частицам песка прилипать к металлу. Оно также помогает сохранить форму формы при заливке расплавленного металла.
Покрытие выступает в качестве защитного слоя. Оно позволяет газу выходить, делая поверхность более гладкой. Оно заполняет мелкие поры и шероховатости на пенопластовой форме. Это помогает уменьшить количество дефектов и получить более качественную поверхность.
Обычно используются покрытия на водной основе SEMCO perm и STYROMOL. Эти покрытия должны быть достаточно прочными после высыхания, чтобы сохранить жесткость формы и уменьшить деформацию при изгибе. Они также должны пропускать газ во время литья. При высокотемпературных операциях проницаемость покрытия контролирует скорость заполнения формы расплавленным металлом. При низкотемпературных операциях покрытие быстро впитывает остатки, предотвращая тем самым турбулентность.
Подготовка песчаной формы
После того как модель из пенопласта с покрытием готова, рабочие помещают ее в контейнер. Контейнер заполняется сухим или влажным песком. Чаще всего используется сухой песок. Влажный песок содержит бентонит и больше подходит для изготовления форм сложной формы.
| Тип материала | Описание |
|---|---|
| Сухой песок | Обычно используется для заполнения контейнера при формовке с потерями пены. |
| Зеленый песок | Смесь бентонитовой глины и песка, обеспечивающая повышенную податливость при создании сложных форм. |
С помощью вибрации рабочие плотно утрамбовывают песок вокруг пенопластовой формы. Благодаря этому песок заполняет все пустоты, образуя прочную форму. Поддержание отрицательного давления около 0,049 помогает выводить газ и сохранять устойчивость формы. Хорошее уплотнение песка имеет решающее значение для высококачественное литье по выплавляемым моделям.
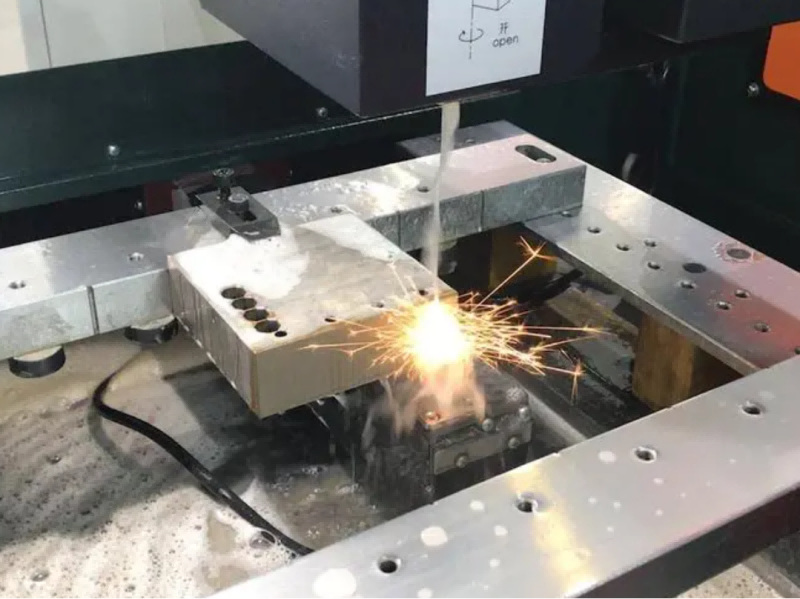
Заливка металла и испарение пены
Затем рабочие заливают расплавленный металл в форму. Температура зависит от используемого сплава. Температура заливки алюминиевых сплавов составляет примерно 620°C. Для ковкого чугуна требуется температура ближе к 1400°C.
Когда расплавленный металл заливается, рисунок пены исчезает под воздействием высокой температуры. Расплавленный металл заполняет пространство, оставшееся от пены, повторяя каждую деталь рисунка пены. Газы из испарившейся пены выходят через покрытие и микропоры в песчаной форме. Это позволяет расплавленному металлу замещать пену, формируя сложные формы.
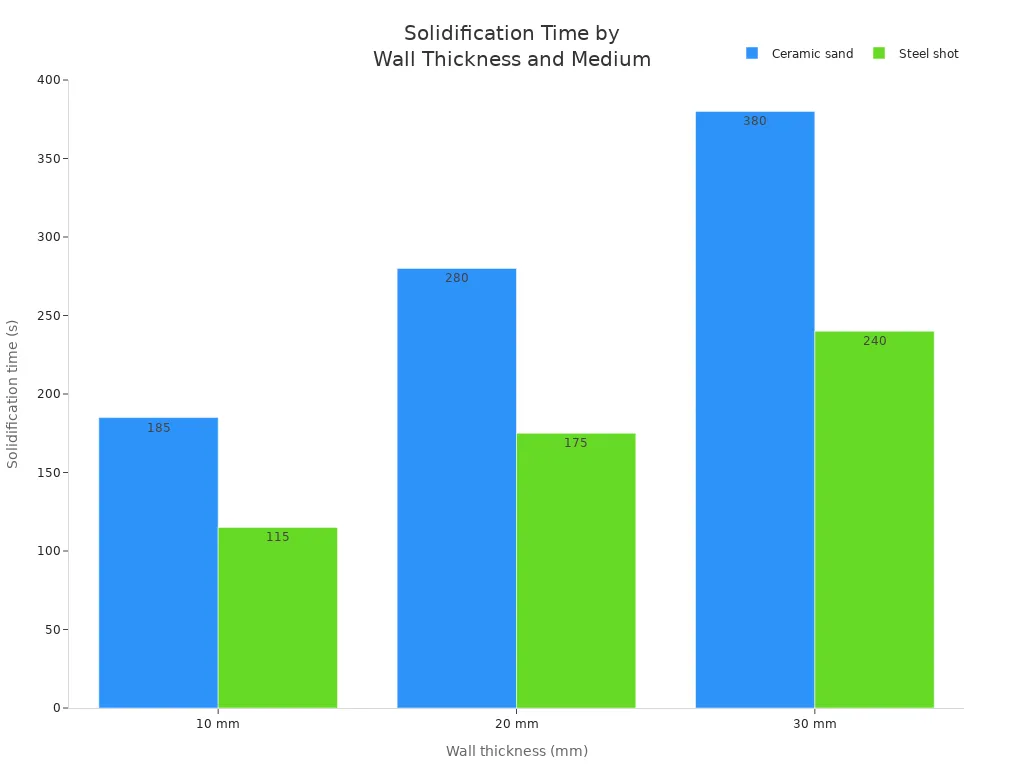
Охлаждение и отделка
После того как расплавленный металл заполнит форму, отливка остывает и затвердевает. Время охлаждения зависит от толщины стенки и песчаной формы. Например, для затвердевания стенки толщиной 10 мм в керамическом песке требуется примерно 185 секунд, а в песке со стальной дробью - 115 секунд. Более толстые стенки требуют более длительного времени охлаждения.
Когда отливка остывает, рабочие удаляют песок и очищают деталь. Они используют шлифовку или механическую обработку, чтобы избавиться от лишнего материала и добиться нужного размера. Полировка делает поверхность более гладкой. Очистка удаляет остатки песка или грязи. Наконец, рабочие проверяют каждую деталь, чтобы убедиться, что она соответствует стандартам качества.
| Техника отделки | Описание |
|---|---|
| Шлифование | Используется для удаления лишнего материала и достижения нужных размеров. |
| Полировка | Улучшает качество поверхности в эстетических и функциональных целях. |
| Очистка | Удаляет остатки песка и загрязнений из отливки. |
Компания KEMING тщательно проверяет каждую отливку с потерянной пеной. Финишная обработка гарантирует, что каждая металлическая деталь готова к сложным работам.
Преимущества литья по выплавляемым моделям

Точность размеров
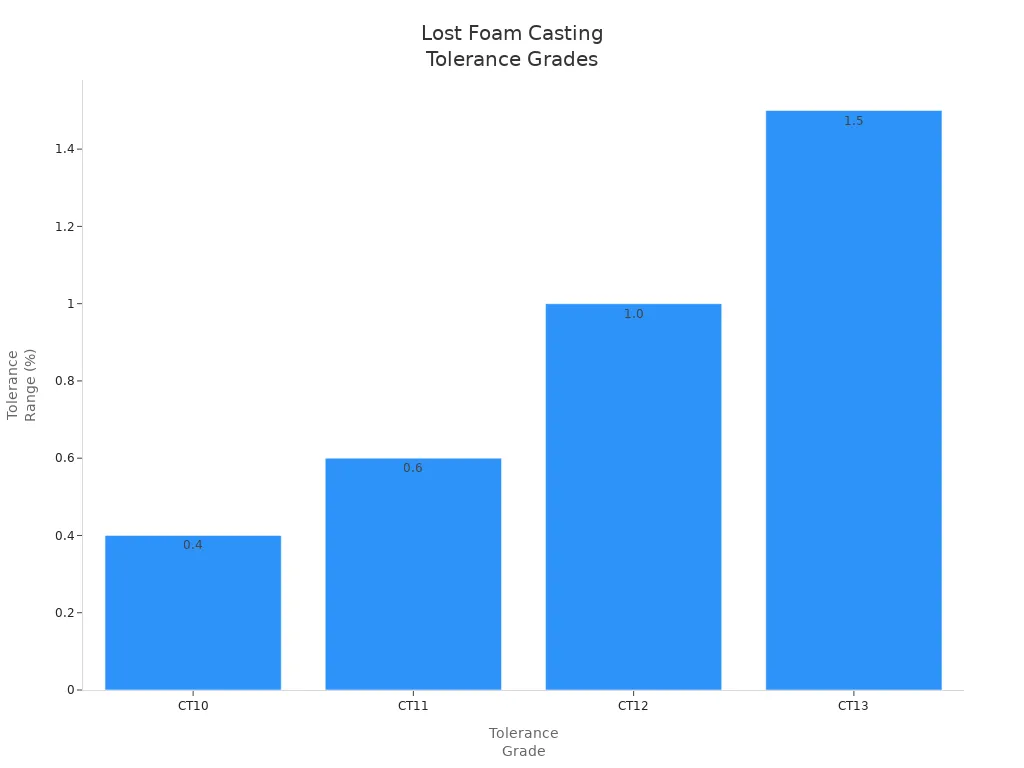
Литье с утратой пены известно как производство высокоточных деталей. Этот процесс позволяет создавать детали с чрезвычайно малыми погрешностями размеров и богатой детализацией. Большинство деталей, изготовленных этим методом, имеют погрешности размеров в пределах ±0,5 мм, что сопоставимо с другими передовыми методами литья. Многие компании используют литье с потерей пены для производства деталей сложной формы с гладкой поверхностью.
| Класс допуска | Диапазон допусков |
|---|---|
| CT10 | ±0,4% |
| CT11 | ±0,6% |
| CT12 | ±1,0% |
| CT13 | ±1,5% |
Рабочие могут гарантировать погрешность всего в 0,005 дюйма для первого дюйма детали. Для каждого последующего дюйма погрешность составляет всего 0,003 дюйма. Некоторые формы для литья пенопласта, обрабатываемые на станках с ЧПУ, достигают еще более высокой точности - погрешность составляет всего 0,002 дюйма на дюйм. Такая высокая точность означает, что требуется меньше коррекции после литья. Компания KEMING тщательно проверяет каждую деталь и придерживается отраслевых стандартов, чтобы гарантировать соответствие каждого компонента требованиям.
Сокращение объема обработки
Литье по выплавляемым моделям позволяет сократить время и стоимость механической обработки. Детали, изготовленные с помощью этого процесса, практически точно повторяют конечную форму. Работникам не нужно проводить обширную шлифовку или резку. Иногда даже не требуется дополнительная обработка. Это экономит время и снижает стоимость изготовления деталей. Кроме того, этот процесс исключает такие этапы, как снятие пресс-формы и сборка, что позволяет ускорить изготовление деталей.
Интеграция сборки
Литье по технологии Lost-foam позволяет соединять множество деталей в одну прочную деталь. Это означает меньшее количество шагов для соединения деталей и меньшую вероятность ошибок. Изготовление сложных форм в виде одной детали делает ее более прочной и удобной в работе.
| Промышленность | Примеры многокомпонентных сборок |
|---|---|
| Автомобили | Блоки цилиндров, головки цилиндров, корпуса коробок передач |
| Промышленное оборудование | Корпуса компрессоров, корпуса клапанов, детали турбин |
При таком соединении деталей они становятся легче и лучше работают. Многие компании, производящие автомобили и машины, используют этот метод.
Экологические преимущества
Литье по утраченной пене полезно для окружающей среды, потому что при этом образуется меньше отходов. Рисунок на пене исчезает при отливке, поэтому остается совсем немного. Рабочие могут использовать песок снова и снова, что позволяет экономить материалы. В процессе используются точные шаблоны, поэтому металл попадает туда, куда нужно, и меньше отходов.
При литье по технологии Lost-foam образуется меньше отходов, чем при старом литье в песок. Поэтому многие компании выбирают его, чтобы помочь окружающей среде.
Компания KEMING прилагает все усилия для экономии ресурсов и производства качественных деталей. Литье по технологии Lost-foam помогает им достигать целей, связанных как с производством, так и с охраной окружающей среды.
Литье по выплавляемым моделям в сравнении с другими методами
Сравнение литья в песчаные формы
Литье по выплавляемым моделям и литье в песок - оба метода изготовления металлических деталей, но их этапы и материалы различаются. При литье из пенопласта используется модель из пенопласта, которая исчезает после заливки металла. Литье в песок, напротив, предполагает создание формы вокруг модели, которая затем удаляется перед заливкой. В таблице ниже перечислены их различия:
| Аспект | Литье из пенопласта | Литье в песок |
|---|---|---|
| Этапы процесса | Используются пенные шаблоны, которые испаряются во время литья | Использует формочки для песка, которые формируются по шаблонам |
| Использование материала | Обычно используется меньше материала благодаря точности процесса | Как правило, требует больше материала из-за необходимости использования песка и связующего. |
Первоначальная стоимость форм, используемых при литье по выплавляемым моделям, относительно высока и обычно составляет от $100 до $300. При литье в песчаные формы используются более простые формы, что приводит к снижению первоначальных затрат. Однако для литья в песчаные формы требуется больше рабочих и образуется больше отходов, что увеличивает затраты. Литье с потерями позволяет повторно использовать до 60% песчаных форм, что делает его идеальным для крупных проектов.
Когда следует выбирать литье по технологии Lost Foam Casting
Литье по выплавляемым моделям лучше всего подходит для деталей сложной формы и с полостями. Оно широко используется в автомобильной, авиационной, судостроительной, грузовой промышленности и на электростанциях. Этот процесс позволяет экономить время за счет изготовления многофункциональных деталей за один прием. Кроме того, он снижает затраты за счет уменьшения количества этапов сборки. Литье с утратой пены позволяет конструкторам создавать детали без сердцевины, что приводит к созданию более чистых продуктов.
| Промышленность | Описание |
|---|---|
| Автомобили | Используется для сложных деталей, требующих высокой точности размеров и качества обработки поверхности. |
| Аэрокосмическая промышленность | Выбирается для деталей, требующих точности и сложного дизайна. |
| Морской | Используется в производстве деталей, которые должны выдерживать жесткие условия эксплуатации. |
| Тяжелый грузовик | Выбирается для долговечных компонентов, требующих прочности и надежности. |
| Производство электроэнергии | Используется для деталей, которые должны быть эффективными и действенными в производстве энергии. |
Литье по технологии Lost-foam - хороший выбор для изготовления большого количества деталей. Оно позволяет работникам быстро менять детали и снижает затраты на отделку. KEMING предлагает услуги литья по выплавляемым моделям и другие виды литья, чтобы помочь клиентам выбрать наиболее подходящий вариант.
Литье по технологии Lost-foam делает детали очень точными и гладкими. Оно не требует черновых или разделительных линий, поэтому конечный продукт получается более чистым.
Ограничения и соображения
У литья по пенопласту есть некоторые ограничения. Большие и тяжелые детали трудно перемещать и охлаждать. Изготовление шаблонов из пенопласта с высокой точностью может обойтись дороже. Форма должна быть достаточно прочной, чтобы выдержать горячий металл. Этот процесс хорошо работает с серым и ковким чугуном, низколегированными сталями и алюминиевыми сплавами. Он не подходит для металлов, которые плавятся при очень высоких температурах или легко вступают в реакцию.
| Ограничение | Влияние на результаты кастинга |
|---|---|
| Ограниченные размеры и вес отливок | Трудности, связанные с перемещением пресс-форм, заполнением металлом и охлаждением крупных и тяжелых деталей. |
| Стоимость выкройки | Высокоточные рисунки на пенопласте могут быть дорогими в производстве, так как для этого требуется опыт и оборудование. |
| Целостность плесени | Огнеупорная форма должна выдерживать тепло и давление расплавленного металла, не трескаясь и не деформируясь. |
Контроль качества очень важен при литье по выплавляемым моделям. Рабочие используют хорошие тесты и следуют правилам, чтобы предотвратить появление дефектов. Компания KEMING проверяет каждую отливку, чтобы убедиться, что она соответствует высоким стандартам.
Литье с утратой пены дает производителям множество преимуществ. Этот процесс позволяет получать детали практически правильной формы. Он дает очень точные размеры и гладкие поверхности. Затраты на оснастку ниже, и это помогает собирать детали в единое целое.
| Преимущество | Описание |
|---|---|
| Отливки в форме, близкой к чистой | Меньше работы и меньше затрат на материалы |
| Высокая точность размеров | Детали всегда правильного размера |
| Гладкая поверхность | Требуется лишь небольшая отделка |
| Сокращение расходов на оснастку | Хорошо подходит для изготовления небольших или средних партий |
| Интеграция сборки | Многие детали могут быть выполнены как единое целое |
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Какие материалы можно использовать для литья из потерянной пены?
В литье по выплавляемым моделям могут использоваться алюминий, чугун и низколегированная сталь. Фабрики используют эти металлы для изготовления автомобилей, лодок и машин.
| Металл | Общее использование |
|---|---|
| Алюминий | Блоки двигателя |
| Железо | Железнодорожное оборудование |
| Низколегированная сталь | Детали машин |
Как литье по выплавляемым моделям позволяет сократить количество отходов?
При литье по утраченной пене используются формы из пенопласта, которые плавятся и опадают в процессе литья. Рабочие могут повторно использовать песчаные формы, практически не оставляя отходов. Это помогает фабрикам экономить материалы и защищать окружающую среду.
По сравнению с традиционным литьем в песчаные формы, литье по выплавляемым моделям дает гораздо меньше отходов.
Подходит ли литье из потерянной пены для изготовления деталей сложной формы?
Литье по литейной пене позволяет создавать детали с высокой степенью детализации и пустотами. Дизайнеры могут создавать жесткие формы без использования стержней. Это помогает компаниям производить прочные, но легкие детали.
Сложные блоки двигателей
Прецизионные морские детали
В каких отраслях используется литье по выплавляемым моделям?
Автомобильные, морские, железнодорожные и энергетические компании используют литье по выплавляемым моделям. Им требуются детали с очень точными и гладкими поверхностями.
Многие заводы используют литье по выплавляемым моделям для производства прочных и точных деталей.