
A versatilidade processo de fundição de espuma perdida é amplamente utilizada para fabricar uma vasta gama de componentes duráveis e intrincadamente estruturados, abrangendo peças de motores fora de borda, blocos de motores robustos, peças marítimas fiáveis, geradores de alto desempenho, bem como equipamento funcional para relvados e jardins, fornecendo soluções de fundição precisas, dimensionalmente exactas e de alta qualidade para diversos sectores de equipamento industrial e de exterior.
Principais conclusões
- Fundição de espuma perdida utiliza moldes de espuma para fabricar peças metálicas. Isto é útil para criar peças com formas complexas. O processo reduz etapas adicionais e poupa tempo e custos, produzindo peças que se assemelham muito à forma final. As dimensões das peças são muito precisas, normalmente com uma diferença de ±0,5 mm em relação ao tamanho pretendido. A fundição por espuma perdida é amiga do ambiente, reduzindo os resíduos e permitindo que a areia seja reciclada. É amplamente utilizada pelos fabricantes de automóveis e aeronaves. Eles gostam dela porque é rápida e pode produzir peças fortes e leves.
Etapas do processo de fundição de espuma perdida
Criação de padrões de espuma
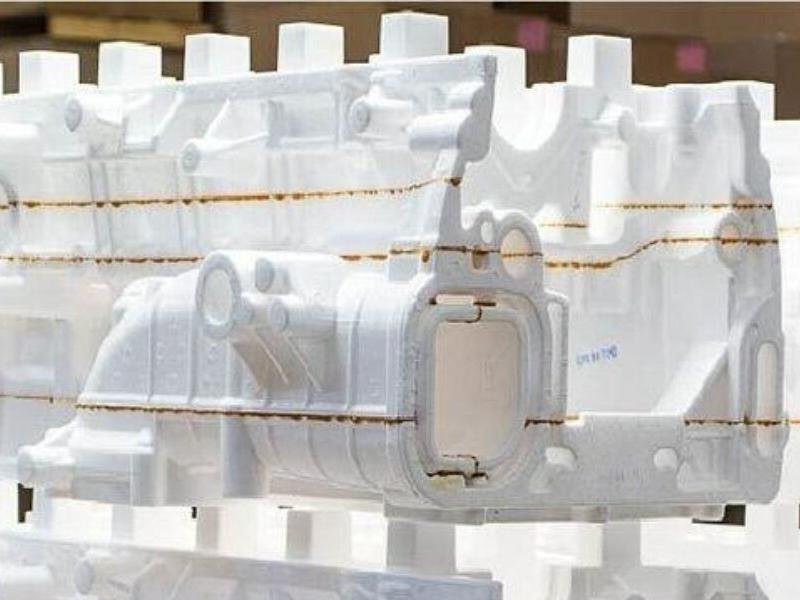
O processo de fundição de espuma perdida começa com a criação de um molde de espuma. Os trabalhadores utilizam espuma de poliestireno para moldar o molde. As dimensões e os pormenores do molde de espuma correspondem perfeitamente à peça final. A expansão do vapor ou a dissolução da acetona ajudam a moldar a espuma. A densidade do molde de espuma situa-se entre 20 e 25 gramas por mililitro. A tolerância dimensional para os primeiros 25 milímetros é tipicamente de ±0,3%. Os projectos de alta precisão podem atingir tolerâncias de ±0,1 milímetros.
A KEMING utiliza maquinaria avançada para criar moldes de espuma precisos. Este passo garante que todos os pormenores do produto final são apresentados na perfeição.
Montagem e revestimento de moldes
Depois de o molde de espuma ser feito, se o molde for composto por várias partes, os trabalhadores montam os componentes individuais. Colam os componentes para formar um modelo completo. Em seguida, aplicam uma fina camada de material refratário ao molde de espuma. Este revestimento protege a espuma durante a fundição, evitando que as partículas de areia adiram ao metal. Também ajuda a manter a forma do molde quando o metal derretido é vertido.
O revestimento actua como uma camada protetora. Permite a saída de gases, tornando a superfície mais lisa. Preenche pequenos poros e pontos ásperos no molde de espuma. Isto ajuda a reduzir os defeitos e a obter um melhor acabamento da superfície.
Os revestimentos habitualmente utilizados incluem os revestimentos à base de água SEMCO perm e STYROMOL. Estes revestimentos devem ser suficientemente fortes após a secagem para manter o molde rígido e reduzir a deformação por flexão. Também precisam de permitir a passagem de gás durante a fundição. Em operações a alta temperatura, a permeabilidade do revestimento controla a taxa a que o metal fundido enche o molde. Em operações a baixa temperatura, o revestimento absorve rapidamente os resíduos, evitando assim a turbulência.
Preparação do molde de areia
Depois de concluído o modelo de espuma revestida, os trabalhadores colocam-no num recipiente. O recipiente é preenchido com areia seca ou húmida. A areia seca é a mais comummente utilizada. A areia húmida contém bentonite e é mais adequada para fazer moldes com formas complexas.
| Tipo de material | Descrição |
|---|---|
| Areia seca | Normalmente utilizado para encher o recipiente na moldagem de espuma perdida. |
| Areia verde | Uma mistura de argila de bentonite e areia, que proporciona uma maior flexibilidade para formas complexas. |
Os trabalhadores utilizam a vibração para compactar firmemente a areia à volta do molde de espuma. Este passo assegura que a areia preenche todos os espaços vazios, formando um molde sólido. A manutenção de uma pressão negativa de aproximadamente 0,049 ajuda a expulsar o gás e a manter o molde estável. Uma boa compactação da areia é crucial para fundição de espuma perdida de alta qualidade.
Derrame de metal e evaporação de espuma
De seguida, os trabalhadores despejam o metal fundido no molde. A temperatura depende da liga utilizada. A temperatura de vazamento das ligas de alumínio é de aproximadamente 620°C. O ferro dúctil requer temperaturas próximas dos 1400°C.
Quando o metal fundido é vertido, o padrão de espuma desaparece devido à elevada temperatura. O metal fundido preenche o espaço deixado pela espuma, reproduzindo todos os pormenores do padrão de espuma. Os gases da espuma vaporizada escapam através do revestimento e dos microporos do molde de areia. Isto permite que o metal fundido substitua a espuma, formando formas complexas.
Arrefecimento e acabamento
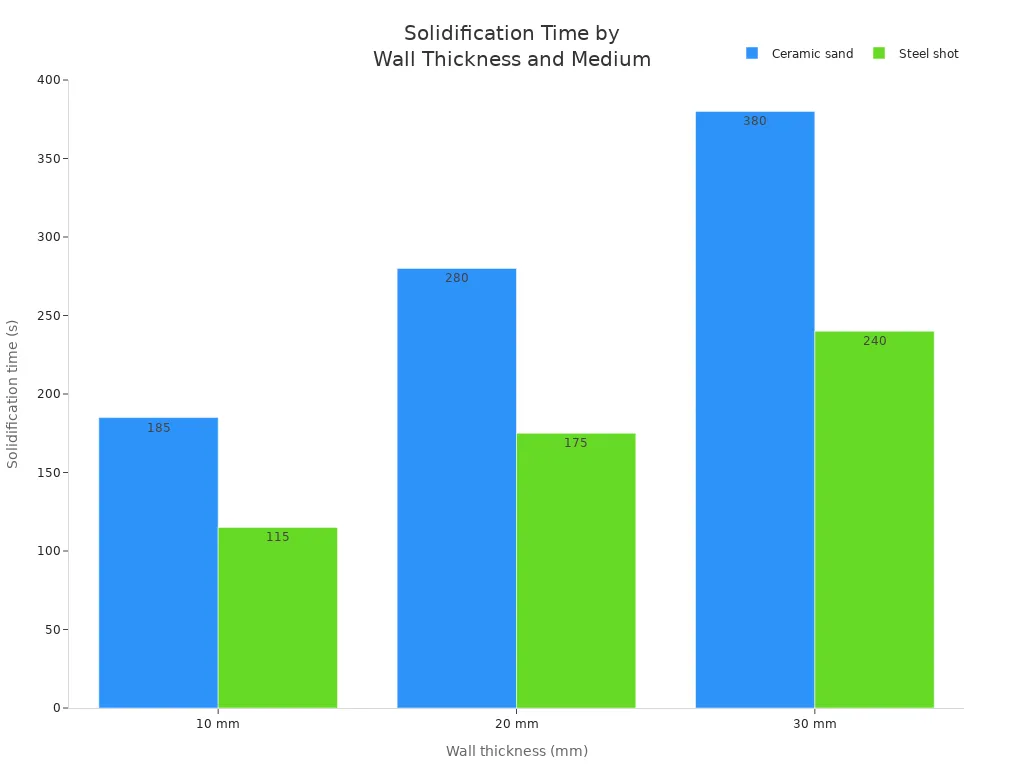
Depois de o metal fundido encher o molde, a peça fundida arrefece e endurece. O tempo de arrefecimento depende da espessura da parede e do molde de areia. Por exemplo, uma parede de 10 mm de espessura demora aproximadamente 185 segundos a endurecer em areia cerâmica, mas 115 segundos em areia de granalha de aço. As paredes mais espessas requerem tempos de arrefecimento mais longos.
Quando a fundição arrefece, os trabalhadores retiram a areia e limpam a peça. Utilizam a retificação ou a maquinagem para eliminar o material extra e atingir o tamanho certo. O polimento torna a superfície mais lisa. A limpeza remove os restos de areia ou sujidade. Por fim, os trabalhadores verificam cada peça para se certificarem de que cumpre as normas de qualidade.
| Técnica de acabamento | Descrição |
|---|---|
| Retificação | Utilizado para remover o excesso de material e obter as dimensões pretendidas. |
| Polimento | Melhora o acabamento da superfície para fins estéticos e funcionais. |
| Limpeza | Remove quaisquer resíduos de areia ou contaminantes da peça fundida. |
A KEMING verifica cuidadosamente cada fundição de espuma perdida. Os seus passos de acabamento garantem que cada peça metálica está pronta para trabalhos difíceis.
Vantagens da fundição por espuma perdida

Precisão dimensional
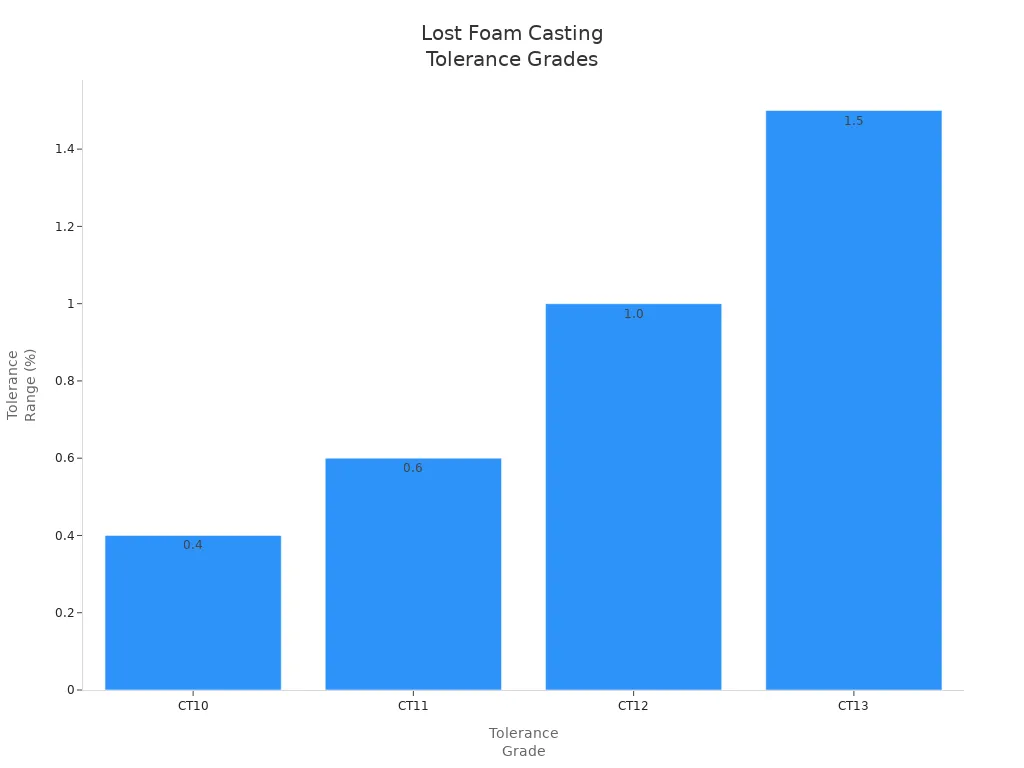
A fundição de espuma perdida é conhecida por produzir peças de alta precisão. Este processo pode criar peças com erros dimensionais extremamente pequenos e com grande riqueza de pormenores. A maioria das peças fabricadas com este método tem erros dimensionais de ±0,5 mm, comparáveis a outros métodos de fundição avançados. Muitas empresas utilizam a fundição por espuma perdida para produzir peças com formas complexas e superfícies lisas.
| Grau de tolerância | Intervalo de tolerância |
|---|---|
| CT10 | ±0,4% |
| CT11 | ±0,6% |
| CT12 | ±1,0% |
| CT13 | ±1,5% |
Os trabalhadores podem garantir um erro de apenas 0,005 polegadas para a primeira polegada de uma peça. Para cada polegada subsequente, o erro é de apenas 0,003 polegadas. Alguns moldes de espuma maquinados por máquinas CNC atingem uma precisão ainda maior, com um erro de apenas 0,002 polegadas por polegada. Esta elevada precisão significa que é necessária menos correção após a moldagem. A KEMING inspecciona rigorosamente cada peça e cumpre as normas da indústria para garantir que cada componente cumpre os requisitos.
Maquinação reduzida
A fundição de espuma perdida ajuda a reduzir o tempo e o custo da maquinagem. As peças fabricadas através deste processo têm quase exatamente a forma final. Os operários não precisam de efetuar lixagens ou cortes extensos. Por vezes, nem sequer é necessária maquinagem adicional. Isto poupa tempo e reduz o custo de fabrico das peças. Além disso, o processo elimina etapas como a remoção do molde e a montagem, resultando num fabrico mais rápido das peças.
Integração da montagem
A fundição em espuma perdida permite que os trabalhadores juntem muitas peças numa única peça forte. Isto significa menos passos para juntar as peças e menos hipóteses de erro. A produção de formas complicadas numa só peça torna a peça mais forte e funciona melhor.
| Indústria | Exemplos de montagens de várias peças |
|---|---|
| Automóvel | Blocos de motor, Cabeças de cilindro, Caixas de transmissão |
| Máquinas industriais | Caixas de compressores, Corpos de válvulas, Peças de turbinas |
Ao juntar as peças desta forma, elas tornam-se mais leves e funcionam melhor. Muitas empresas de automóveis e máquinas utilizam este método.
Benefícios ambientais
A fundição de espuma perdida é boa para o ambiente porque produz menos resíduos. O padrão de espuma desaparece durante a fundição, pelo que não sobra muito. Os trabalhadores podem utilizar a areia vezes sem conta, o que poupa materiais. O processo utiliza padrões exactos, pelo que o metal vai para onde deve ir e há menos desperdício.
A fundição por espuma perdida produz menos resíduos do que a antiga fundição em areia. É por isso que muitas empresas a escolhem para ajudar o ambiente.
A KEMING trabalha arduamente para poupar recursos e fabricar peças de qualidade. A fundição por espuma perdida ajuda-os a atingir os objectivos de fábrica e de respeito pelo ambiente.
Fundição de espuma perdida vs. outros métodos
Comparação de fundição em areia
A fundição em espuma perdida e a fundição em areia são ambos métodos de fabrico de peças metálicas, mas os seus passos e materiais diferem. A fundição em espuma perdida utiliza um modelo de espuma que desaparece depois de o metal ser vazado. A fundição em areia, por outro lado, envolve a criação de um molde à volta do modelo, que é depois removido antes do vazamento. O quadro seguinte apresenta as diferenças:
| Aspeto | Fundição de espuma perdida | Fundição em areia |
|---|---|---|
| Etapas do processo | Utiliza padrões de espuma que se evaporam durante a fundição | Utiliza moldes de areia que são formados em torno de padrões |
| Utilização do material | Normalmente, utiliza menos material devido à precisão do processo | Geralmente requer mais material devido à necessidade de areia e aglutinante |
O custo inicial dos moldes de espuma utilizados na fundição por espuma perdida é relativamente elevado, variando normalmente entre $100 e $300. A fundição em areia utiliza moldes mais simples, resultando em custos iniciais mais baixos. No entanto, a fundição em areia requer mais trabalhadores e gera mais resíduos, aumentando os custos. A fundição de espuma perdida permite a reutilização de até 60% dos moldes de areia, tornando-a ideal para grandes projectos.
Quando escolher a fundição de espuma perdida
A fundição de espuma perdida é mais adequada para peças com formas e cavidades complexas. É amplamente utilizada nas indústrias automóvel, aeronáutica, naval, de camionagem e de centrais eléctricas. Este processo poupa tempo ao fabricar peças multifuncionais num único processo. Além disso, reduz os custos devido ao menor número de etapas de montagem. A fundição de espuma perdida permite aos projectistas criar peças sem núcleo, resultando em produtos mais limpos.
| Indústria | Descrição |
|---|---|
| Automóvel | Utilizado para peças complexas que requerem elevada precisão dimensional e acabamento superficial. |
| Aeroespacial | Selecionada para componentes que exigem precisão e desenhos complexos. |
| Marinha | Utilizado no fabrico de peças que têm de resistir a ambientes agressivos. |
| Camião pesado | Escolhido para componentes duradouros que exigem resistência e fiabilidade. |
| Produção de energia | Utilizado para peças que necessitam de ser eficientes e eficazes na produção de energia. |
A fundição por espuma perdida é uma boa escolha para fabricar muitas peças. Permite que os trabalhadores mudem os padrões rapidamente e reduz os custos de acabamento. A KEMING oferece serviços de fundição por espuma perdida e outros serviços de fundição para ajudar os clientes a escolher o que funciona melhor.
A fundição por espuma perdida torna as peças muito precisas e suaves. Não necessita de rascunhos ou linhas de separação, pelo que o produto final é mais limpo.
Limitações e considerações
A fundição de espuma perdida tem alguns limites. As peças grandes e pesadas são difíceis de mover e arrefecer. A produção de moldes de espuma com elevada precisão pode ser mais dispendiosa. O molde deve ser suficientemente forte para suportar o metal quente. O processo funciona bem com ferros cinzentos e dúcteis, aços de baixa liga e ligas de alumínio. Não funciona com metais que derretem a temperaturas muito elevadas ou que reagem facilmente.
| Limitação | Impacto nos resultados da fundição |
|---|---|
| Tamanho e peso limitados das peças fundidas | Desafios no manuseamento de moldes, enchimento de metal e arrefecimento de componentes grandes e pesados. |
| Custo do padrão | A produção de moldes de espuma de alta precisão pode ser dispendiosa devido aos conhecimentos especializados e ao equipamento necessário. |
| Integridade do molde | O molde refratário deve suportar o calor e a pressão do metal fundido sem rachar ou deformar. |
Os controlos de qualidade são importantes na fundição por espuma perdida. Os trabalhadores utilizam bons testes e seguem regras para evitar defeitos. A KEMING verifica todas as peças fundidas para se certificar de que cumprem os elevados padrões.
A fundição de espuma perdida oferece muitas vantagens aos fabricantes. Este processo produz peças que têm quase a forma correta. Proporciona tamanhos muito exactos e superfícies lisas. Os custos das ferramentas são mais baixos e ajuda a juntar as peças numa só.
| Vantagem | Descrição |
|---|---|
| Peças fundidas de forma quase líquida | Menos trabalho e menos custos de material |
| Elevada precisão dimensional | As peças são sempre do tamanho correto |
| Acabamentos de superfície lisos | Só é necessário um pequeno acabamento |
| Redução dos custos de ferramentas | Adequado para fazer lotes pequenos ou médios |
| Integração da montagem | Muitas peças podem ser fabricadas como uma só |
FAQ
Que materiais podem ser utilizados na fundição de espuma perdida?
A fundição de espuma perdida pode utilizar alumínio, ferro e aço de baixa liga. As fábricas escolhem estes metais para carros, barcos e máquinas.
| Metal | Utilizações comuns |
|---|---|
| Alumínio | Blocos de motor |
| Ferro | Equipamento ferroviário |
| Aço de baixa liga | Peças de máquinas |
Como é que a fundição de espuma perdida reduz os resíduos?
A fundição de espuma perdida utiliza moldes de espuma que derretem e caem durante o processo de fundição. Os trabalhadores podem reutilizar os moldes de areia, praticamente sem deixar resíduos. Isto ajuda as fábricas a poupar materiais e a proteger o ambiente.
Em comparação com a fundição em areia tradicional, a fundição em espuma perdida produz muito menos resíduos.
A fundição de espuma perdida é adequada para o fabrico de peças com formas complexas?
A fundição de espuma perdida pode criar peças com um elevado grau de pormenor e vazios. Os projectistas podem criar formas rígidas sem utilizar núcleos. Isto ajuda as empresas a fabricar peças fortes mas leves.
Blocos de motor complexos
Peças marítimas de precisão
Que indústrias utilizam a fundição de espuma perdida?
As empresas do sector automóvel, marítimo, ferroviário e de energia utilizam a fundição por espuma perdida. Requerem peças com superfícies muito precisas e lisas.
Muitas fábricas utilizam a fundição de espuma perdida para fabricar peças fortes e precisas.



