
Литье по выплавляемым моделям и литье под давлением используются для разных целей. Литье по выплавляемым моделям идеально подходит для создания сложных форм и может использоваться с широким спектром материалов. Литье под давлением, с другой стороны, известно своей скоростью и высокой точностью, что делает его подходящим для эффективного производства большого количества деталей. Выбирая между этими процессами, учитывайте такие факторы, как материал, сложность детали и требуемый объем производства. В приведенной ниже таблице указаны различия между литьем по выплавляемым моделям и литьем под давлением с точки зрения точности, стоимости и скорости:
| Характеристика / Метрика | Инвестиционное литье | Литье под давлением |
|---|---|---|
| Допуски размеров (до 25 мм) | ±0,250 мм | ±0,050 мм |
| Минимальная толщина стенок | 1.00 мм | 0,50 мм |
| Типичная скорость производства | До 1000 в час | До 200 в час |
| Минимальное количество продукции | 10 | 10,000 |
При выборе метода литья по выплавляемым моделям или другого метода учитывайте материал, форму и количество деталей, которые вам нужны.
Основные выводы
- Инвестиционное литье хорошо подходит для маленьких и средних деталей. Он хорошо подходит для деталей сложной формы и крошечных деталей. С ним можно использовать многие виды металлов.
- Литье под давлением отлично подходит для быстрого изготовления большого количества деталей. Оно делает детали очень точными. В основном для этого используются такие металлы, как алюминий и цинк.
- Выбирайте литье по выплавляемым моделям, если вам нужно меньше деталей. Оно также хорошо подходит, если вы хотите изменить дизайн или нуждаетесь в большом количестве деталей.
- Выбирайте литье под давлением, если вам нужно быстро изготовить много деталей. Это лучший вариант, если вам важны скорость, экономия денег и точные размеры.
- Используйте контрольный список, чтобы выбрать подходящий метод литья. Подумайте о форме, размере, количестве деталей и стоимости вашего проекта.
Ключевые различия
Быстрое сравнение
Выбирая литье по выплавляемым моделям или литье под давлением, вы должны подумать о нескольких вещах. Каждый из них хорош в чем-то своем. В таблице ниже показано, чем они отличаются друг от друга:
| Процесс литья | Точность и чистота поверхности | Допуски на размеры / форма нетто | Стоимость и объем производства Пригодность | Дополнительные заметки |
|---|---|---|---|---|
| Литье в песок | Не так точно; более шероховатая поверхность | Формы в пределах 1/4 дюйма | Дешевле; подходит для больших деталей | Хорошо подходит для тяжелых вещей, таких как блоки двигателя. |
| Инвестиционное литье | Очень точная; гладкая поверхность | Очень точный и может создавать сложные формы. | Стоит дороже; подходит для малых и средних партий | Отлично подходит для самолетов, медицинских и силовых деталей |
| Литье под давлением | Очень точная; гладкая поверхность | Близко к окончательной форме и размеру | Инструменты стоят дорого; лучше всего подходят для изготовления большого количества деталей | Используется для таких металлов, как алюминий; может потребоваться дополнительная обработка после |
Из литья по выплавляемым моделям получаются детали с большим количеством деталей и гладкими сторонами. Оно хорошо подходит для сложных форм и плотного прилегания. Литье под давлением также позволяет получить точные детали, но оно быстрее и лучше для изготовления большого количества одинаковых деталей. Литье в песчаные формы не так точно и лучше всего подходит для очень больших деталей.
То, из чего сделана деталь, тоже имеет значение. Например, алюминий весит меньше и плавится при температуре 660°C. Сталь тяжелее и плавится при более высокой температуре. Это влияет на то, какой метод литья вам следует использовать.
Совет: Гладкость детали может изменить срок ее службы. Более гладкие детали, полученные методом литья по выплавляемым моделям или литья под давлением, могут служить дольше и не изнашиваться так быстро.
Когда использовать каждый из них
Выбор правильного способа литья зависит от того, что вам нужно. Вот несколько советов:
- Выбирайте инвестиционное литье, если:
- Деталь сложная или состоит из мелких деталей.
- Вам нужна очень гладкая поверхность.
- Вам нужно лишь небольшое или среднее количество деталей.
- Этот материал трудно отлить другими способами.
- Выбирайте литье под давлением, если:
- Вам нужны тысячи или миллионы одинаковых деталей.
- Эта деталь не слишком сложная.
- Вы используете такой металл, как алюминий или цинк.
- Вам нужно быстро изготавливать детали.
- Литье в песок лучше всего подходит для очень больших деталей или если вы хотите сэкономить.
Каждый способ хорош для чего-то своего. Литье по выплавляемым моделям лучше всего подходит для сложных форм и гибкости. Литье под давлением лучше всего подходит для быстрого изготовления большого количества деталей и экономии денег.
Процесс литья по выплавляемым моделям

Как это работает
Литье по выплавляемым моделям изготавливает металлические детали в несколько этапов. Сначала рабочие изготавливают восковой шаблон, похожий на деталь. Воск окунают в керамическую жидкость. Затем они покрывают его мелким песком. Эта операция выполняется много раз, чтобы создать твердую оболочку. Когда оболочка высыхает, ее нагревают. Воск плавится, и внутри раковины остается полое пространство. Затем в раковину заливают горячий металл. Металл заполняет все маленькие пространства и копирует все детали. Когда металл остывает, рабочие отламывают скорлупу. Металлическая деталь выглядит точно так же, как и восковая. Таким образом, можно изготавливать детали сложной формы и крошечные детали.
Примечание: Восковая 3D-печать позволяет делать выкройки быстрее и точнее. Это поможет избежать ошибок.
Сильные и слабые стороны
Литье по выплавляемым моделям имеет много положительных сторон для изготовления точных деталей:
- С его помощью можно изготавливать детали очень близких размеров, вплоть до ±0,05 мм.
- Вы можете использовать различные металлы, такие как нержавеющая сталь, алюминий и титан.
- Детали получаются гладкими и могут иметь твердую форму.
- Специальные машины проверяют, правильно ли подобрана каждая деталь.
- Горячее изостатическое прессование (HIP) позволяет избавиться от крошечных отверстий. Это делает детали более прочными и качественными.
- Вам не нужно делать много дополнительной резки или придания формы. Это экономит время и деньги.
- Это хорошо работает, если вам нужно только несколько или несколько деталей.
Однако литье по выплавляемым моделям не всегда является лучшим способом. Это занимает много времени, поскольку каждая форма изготавливается вручную. Он лучше всего подходит для деталей, требующих тщательной проработки, или специальных металлов. Если вам нужно быстро изготовить много деталей, лучше воспользоваться другим способом.
Процесс литья под давлением

Как это работает
При литье под давлением расплавленный металл выдавливается в стальную форму, называемую штампом. Сначала рабочие расплавляют такие металлы, как алюминий или цинк, в горячей печи. Они заливают расплавленный металл в специальную камеру. Плунжер быстро проталкивает металл в форму. Металл заполняет все пространство внутри формы. Штамп быстро охлаждает металл, поэтому деталь быстро становится твердой. Рабочие открывают пресс-форму и вынимают готовую деталь. Таким образом, фабрики могут производить тысячи деталей, которые выглядят одинаково.
Литье под давлением лучше всего работает с металлами, которые плавятся при низких температурах. Штампы могут иметь множество форм и мелких деталей. На заводах используются машины для осуществления процесса. Это позволяет изготавливать детали быстрее и с меньшим количеством ошибок.
Примечание: Литье под давлением позволяет получить тонкие стенки и острые углы, которые трудно сделать другими способами.
Сильные и слабые стороны
Литье под давлением имеет много положительных сторон для изготовления металлических деталей:
- Высокая скорость: станки могут изготавливать множество деталей каждый час.
- Высокая точность: Детали выходят с плотным прилеганием и гладкими сторонами.
- Экономия средств: Изготовление большого количества деталей снижает цену на каждую из них.
- Меньше отходов: В процессе используется только достаточное количество металла, поэтому отходов остается немного.
- Хорошо подходит для автоматизации: На заводах используются роботы и ремни для перемещения деталей и поддержания их в хорошем состоянии.
Реальный пример показывает, как изменения могут сделать литье под давлением лучше:
| Метрика | Исходное состояние | Улучшение достигнуто |
|---|---|---|
| Размер участка | 60,000 шт/год | Н/Д |
| Усилие закрытия | 1600 тонн | Снижение до 1200 тонн |
| Вес выстрела | 2885 грамм | Уменьшено до 2470 грамм (уменьшение на 14%) |
| Время цикла | 26,5 секунды | Снижение 10% |
| Объемная пористость | Высокий | Уменьшение 62% |
| Выручка | ~€38,000 | ~ 100 000 евро (увеличение 165%) |
| Выход | Базовый уровень | +7 шт/час |
| Качество | Базовый уровень | Улучшение 50% |
Исследования показывают, что использование вакуумных систем при литье под давлением позволяет сократить количество газовых пузырьков в алюминиевых деталях с 4% до 1%. Это делает детали более прочными и позволяет заводам использовать больше пространства в каждой пресс-форме. Это помогает быстрее изготавливать детали и экономит деньги.
- Компании используют системы FIFO для отслеживания деталей и их улучшения.
- Конвейеры связывают машины, экономя время и предотвращая ошибки.
- Хорошее оборудование позволяет вести процесс практически всю неделю.
- Бережливое производство помогает контролировать затраты и добиваться лучших результатов.
Литье под давлением лучше всего подходит для изготовления большого количества деталей, простых или средних форм, а также из таких металлов, как алюминий или цинк. Оно может не подойти для очень больших или толстых деталей. Фабрики выбирают литье под давлением, когда им нужно быстро изготовить много деталей, с хорошим качеством и низкой стоимостью каждой.
Материалы и совместимость
Материалы для литья по выплавляемым моделям
Инвестиционное литье работает со многими видами металлов. При этом могут использоваться как черные, так и цветные сплавы. Часто используются нержавеющая сталь, углеродистая сталь, алюминий и медные сплавы. Заводы выбирают литье по выплавляемым моделям для деталей с тонкими стенками или большим количеством деталей. Сплавы Cu-Sn, состоящие из меди и олова, хорошо подходят для изготовления тонких и точных деталей. В этом процессе необходимо, чтобы металл хорошо вливался в форму. Это называется текучестью. Текучесть означает, насколько легко металл движется в форме. Если в сплаве больше олова, то металл не так хорошо течет. Это может привести к ошибкам в детали. Заливка более горячего металла и использование меньшего количества олова помогает ему лучше течь и предотвращает проблемы.
Примечание: Литье по выплавляемым моделям позволяет получать гладкие детали и создавать формы, которые не могут быть получены другими способами.
| Сплав/Процесс | Ключевые факторы совместимости | Проблемы/Преимущества |
|---|---|---|
| Cu-Sn (медь-олово) | Тонкие стенки, точные формы | Высокое содержание олова снижает текучесть, больше дефектов; более высокая температура и меньшее количество олова помогают. |
| AA7075 - литье по выплавляемым моделям | Низкая скорость охлаждения, хорошая обработка поверхности | Может вызывать грубые фазы, горячие трещины, усадку; возможна высокая точность |
Материалы для литья под давлением
При литье под давлением используются металлы, которые плавятся при низкой температуре. Чаще всего используются алюминий, цинк и магний. Эти металлы быстро заполняют форму и быстро остывают. Фабрики используют литье под давлением, когда им нужно изготовить много деталей. Некоторые сплавы, например AA7075, не очень хорошо подходят для литья под давлением. Этот сплав требует очень быстрого охлаждения, что может привести к проблемам. Тонкостенное литье под давлением с использованием AA7075 не работает, потому что металл плохо течет. Большинство металлов для литья под давлением должны легко двигаться и застывать без трещин и отверстий.
- Алюминиевые сплавы: Используются для изготовления деталей автомобилей и электроники.
- Цинковые сплавы: Хорошо подходят для мелких, детализированных деталей.
- Магниевые сплавы: Выбираются для изготовления легких деталей.
| Сплав/Процесс | Ключевые факторы совместимости | Проблемы/Преимущества |
|---|---|---|
| AA7075 - литье под давлением | Необходима высокая скорость охлаждения | Вызывает дефекты; тонкостенное литье не удается; имеются проблемы с текучестью |
| Алюминий, цинк, Mg | Хорошая текучесть, быстрое охлаждение | Лучше всего подходит для большого объема, простых и средних форм |
Совет: Выбирая подходящий металл, подумайте о форме детали, ее размере и о том, сколько их нужно.
Сложность деталей
Гибкость конструкции
Гибкость конструкции важна при выборе процесса литья. Литье по выплавляемым моделям позволяет инженерам изготавливать детали сложной формы с тонкими стенками. В этом процессе используются восковые шаблоны, поэтому можно получить практически любую форму. Дизайнеры могут легко добавлять отверстия, изгибы и мелкие детали. Литье под давлением также гибко, но оно лучше всего подходит для простых форм. Оно лучше подходит для деталей с равномерной толщиной стенок. Острые углы и глубокие вырезы трудно сделать с помощью литья под давлением.
Новое исследование показывает, как новые конструкции могут помочь в литье. Инженеры использовали 3D-печать на песке для создания специальных форм литников. Эти формы помогли металлу лучше течь и снизили количество ошибок. В таблице ниже показано, что получилось:
| Метрика | Результат разработки новых конструкций фильер (3D-печать на песке) | Сравнение с традиционным стробированием |
|---|---|---|
| Снижение общего количества дефектов литья | Снижение до 99,5% (литник с конической спиралью) | Значительное сокращение дефектов |
| Уменьшение количества включений | 35% уменьшение (коническая спираль) | Нижние включения подтверждены с помощью РЭМ |
| Повышение механической прочности | 8,4% увеличение предельной прочности при изгибе | Улучшенные механические характеристики |
Примечание: Специальные литниковые системы, созданные с помощью новых конструкторских инструментов, позволяют сделать литые детали более прочными и чистыми.
Детальность и точность
Детализация и точность важны для деталей, которые должны хорошо прилегать или двигаться. Литье по выплавляемым моделям отлично справляется с крошечными деталями и острыми краями. Процесс точно копирует восковой шаблон. Даже небольшие логотипы или слова могут быть видны на готовой детали. Литье под давлением также позволяет получить точные детали, но оно не может показать столько деталей, сколько литье по выплавляемым моделям. Оба способа позволяют получить гладкие поверхности, но литье по выплавляемым моделям часто демонстрирует больше деталей.
Дизайнерам следует подумать о том, насколько детализированной должна быть их деталь. Если деталь нуждается в небольших канавках, крошечных отверстиях или сложных изгибах, лучше всего использовать литье по выплавляемым моделям. Литье под давлением подходит для деталей, которые должны быть точными, но иметь простую форму.
Размер и вес
Малые и большие детали
Размер детали играет большую роль при выборе подходящего процесса литья. Литье по выплавляемым моделям лучше всего подходит для небольших и средних деталей. Этот метод позволяет создавать детали весом от нескольких граммов до 100 килограммов. Литье под давлением также работает с мелкими и средними деталями, но при этом может создавать детали весом до 300 килограммов. Фабрики часто используют литье под давлением для изготовления таких деталей, как корпуса автомобилей или электронные корпуса, которые должны быть одновременно легкими и прочными.
Литье в песчаные формы и центробежное литье лучше использовать для изготовления очень крупных или тяжелых деталей. Эти методы могут работать с деталями весом в несколько тонн. Если инженерам нужна деталь с мелкими деталями и гладкой поверхностью, они часто выбирают литье по выплавляемым моделям для небольших изделий. Литье под давлением выбирают, когда нужно быстро изготовить много деталей среднего размера.
Совет: Для маленьких, детально проработанных деталей литье по выплавляемым моделям дает наилучшие результаты. Для более крупных и объемных деталей более практичным может оказаться литье в песчаные формы или центробежное литье.
Весовые коэффициенты
Вес влияет не только на метод литья, но и на стоимость и скорость производства. Легкие детали легче обрабатывать и они быстрее охлаждаются, что помогает увеличить скорость производства. Более тяжелые детали требуют больше времени для охлаждения и могут нуждаться в специальном оборудовании для перемещения.
В таблице ниже показано, как различные методы литья соотносятся с весом детали и другими факторами:
| Метод литья | Типичный диапазон веса (кг) | Возможность придания формы | Уровень затрат | Скорость производства | Допуск (мм) | Заметки о пригодности |
|---|---|---|---|---|---|---|
| Литье в песок | От 0,05 до неограниченного | Все формы | От низкого до среднего | Низкий (<100/час) | ±1.0 | Хорошо подходит для очень больших или тяжелых деталей |
| Инвестиционное литье | 0,005 - 100 | Все формы | Высокий | От среднего до высокого (до 1000 в час) | ±0.05 | Лучше всего подходит для мелких и средних деталей с тонкой проработкой |
| Литье под давлением | От 0,05 до 300 | Большинство форм | От низкого до среднего | Высокий (5-200/час) | ±0.05 | Отлично подходит для деталей средней массы, высокая производительность |
Как видно из таблицы, литье по выплавляемым моделям и литье под давлением подходят для небольших и средних деталей, но литье под давлением может справиться с более тяжелыми деталями. Литье в песчаные формы - лучший выбор для самых крупных и тяжелых деталей. Вес и размер указывают инженерам на наиболее эффективный и экономичный метод литья.
Объем производства
Низкий и средний уровень бега
Литье по выплавляемым моделям хорошо подходит для малых и средних серий. Компании часто выбирают этот процесс, когда им требуется от 10 до нескольких тысяч деталей. Установка для литья по выплавляемым моделям не требует дорогостоящей оснастки. Это делает его разумным выбором для изготовления деталей на заказ или при тестировании новых конструкций. Инженеры могут менять дизайн без больших дополнительных затрат.
Литье по выплавляемым моделям также позволяет быстро вносить изменения. Если компании необходимо изменить деталь, она может сделать это, изготовив новый восковой шаблон. Такая гибкость помогает при изготовлении прототипов или небольших партий. Многие отрасли промышленности, такие как аэрокосмическая и медицинская, используют литье по выплавляемым моделям именно по этим причинам.
Совет: литье по выплавляемым моделям идеально подходит для проектов, требующих высокой детализации, но не требующих массового производства.
Большие объемы работ
Литье под давлением - это лучший способ крупносерийного производства. Фабрики используют этот метод, когда им нужны тысячи или даже миллионы деталей. В процессе используются прочные стальные штампы, которые выдерживают много циклов. Хотя первоначальная стоимость штампа высока, стоимость одной детали снижается по мере изготовления большего количества деталей.
Машины для литья под давлением позволяют быстро изготавливать детали. Такая скорость помогает компаниям своевременно выполнять крупные заказы. Автомобильная и электронная промышленность часто используют литье под давлением именно по этой причине. Этот процесс лучше всего подходит для деталей, которые меняются нечасто.
| Объем производства | Инвестиционное литье | Литье под давлением |
|---|---|---|
| Низкий (10-1,000) | ✅ Лучший выбор | ❌ Неэффективно |
| Средний (1,000-10,000) | ✅ Хороший вариант | ✅ Хороший вариант |
| Высокий (10 000+) | ❌ Дороговизна | ✅ Лучший выбор |
Примечание: Для крупносерийного производства литье под давлением обеспечивает самую низкую стоимость одной детали и самые высокие темпы производства.
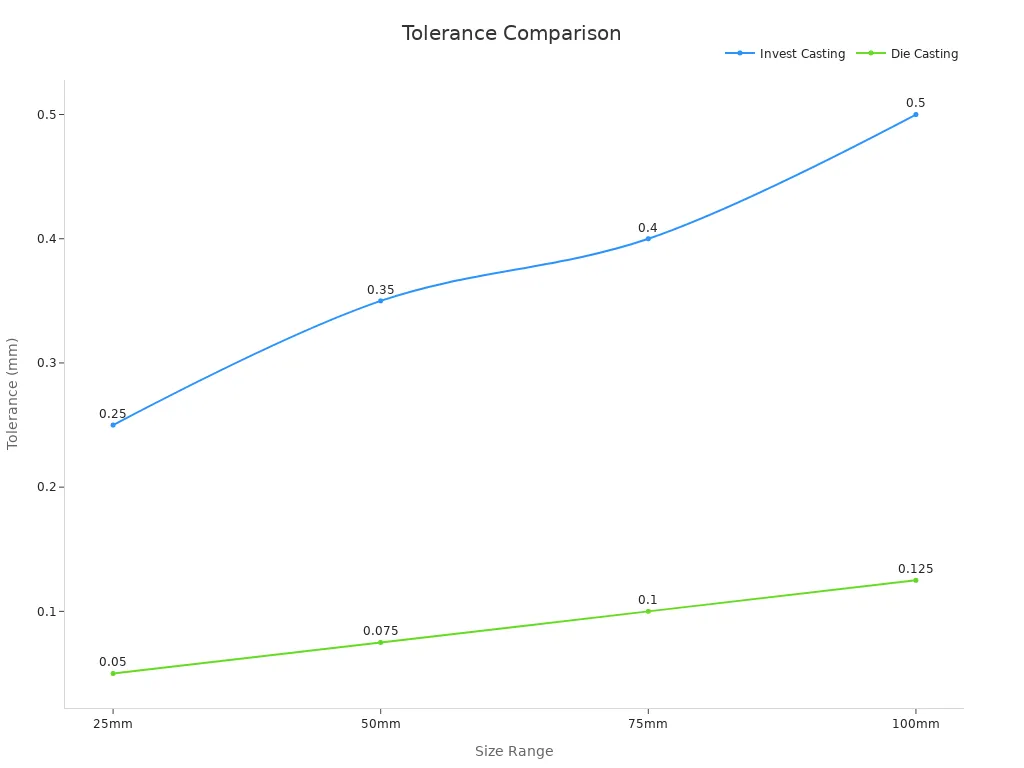
Допуски и отделка
Прецизионные уровни
Допуски показывают, насколько близко деталь соответствует своему запланированному размеру. И литье по выплавляемым моделям, и литье под давлением позволяют изготавливать детали с жесткими допусками. Литье под давлением обычно позволяет получить детали с еще большей точностью. Например, литье под давлением позволяет изготавливать мелкие детали с допусками до ±0,05 мм. Литье по выплавляемым моделям обычно имеет допуски около ±0,25 мм. Иногда, при тщательной работе, литье по выплавляемым моделям может быть еще лучше для некоторых деталей.
Данные по высокоточным отливкам показывают, что 99,73% размеров отверстий находятся в пределах ±3 стандартных отклонений. Это означает, что большинство деталей соответствуют строгим правилам качества. При изменении температуры во время литья детали могут увеличиваться или уменьшаться. Если температура повышается на 1 °C, размер может измениться примерно на 8,5 микрометра. Инженеры используют специальные меры, чтобы исправить эти изменения и сохранить точность деталей.
Использование хороших измерительных инструментов и стабильных процессов помогает заводам убедиться, что детали подходят и работают правильно.
Качество поверхности
Качество поверхности означает, насколько гладкой или шероховатой кажется деталь на ощупь и на вид. И литье по выплавляемым моделям, и литье под давлением позволяют получить гладкие поверхности. При литье по выплавляемым моделям часто можно увидеть больше мелких деталей. Для проверки шероховатости поверхности инспекторы используют такие стандарты, как ANSI/ASME B46.1. Они проводят множество измерений и находят среднее значение, поскольку одно показание может не отражать реальную текстуру.
- Поверхность имеет слоистость, волнистость и шероховатость.
- RMS и Ra - два способа измерения шероховатости. Число RMS обычно примерно на 11% больше, чем Ra для большинства поверхностей.
- Фабрики могут сделать поверхности более гладкими, изменив средства обработки или способ фиксации детали.
Важно выбрать правильный способ измерения. Контактные профилометры, бесконтактные оптические инструменты и взгляд на деталь - все они помогают проверить поверхность. Выбор неправильного места или использование неправильного прибора может привести к ошибкам и замедлению работы.
Совет: Всегда говорите, где и как измерять шероховатость поверхности. Это поможет избежать ошибок и не даст производству остановиться.
Скорость и время выполнения
Скорость производства
Скорость производства играет большую роль при выборе процесса литья. Литье под давлением отличается быстрым временем цикла. Заводы, использующие литье под давлением в горячей камере, могут изготавливать от 150 до 2 000 деталей в час, в зависимости от размера компонента. Такая высокая скорость делает литье под давлением лучшим выбором для крупных заказов. Литье под давлением в холодной камере работает немного медленнее, но все равно поддерживает крупносерийное производство.
Литье по выплавляемым моделям занимает больше времени. Рабочие должны создать восковые модели, изготовить керамические оболочки и дождаться высыхания каждого слоя. Каждый этап увеличивает общее время работы. В результате литье по выплавляемым моделям обычно дает меньше деталей в час, чем литье под давлением. Этот процесс лучше всего подходит для проектов, требующих высокой детализации, но не огромных количеств.
В таблице ниже показано сравнение скорости производства при различных методах литья:
| Процесс литья | Пригодность объема производства | Скорость цикла (деталей/час) | Заметки о скорости и эффективности |
|---|---|---|---|
| Горячее камерное литье под давлением | Высокая (≥10,000 шт.) | 150-2,000+ | Самый быстрый, лучший для массового производства |
| Холодное камерное литье под давлением | Высокая (≥10,000 шт.) | Медленнее, чем в горячей камере | Хорошо подходит для некоторых сплавов, но все же высокая скорость |
| Инвестиционное литье | От низкого до среднего | Не указано, медленнее, чем смерть | Лучший для детализации, но не для скорости |
| Литье в песок | Низкая (до 500 штук) | Самый медленный | Используется для крупных, тяжелых деталей, а не для скорости. |
Литье под давлением обеспечивает самые высокие темпы производства, что делает его идеальным для отраслей, где требуется быстрое изготовление большого количества одинаковых деталей.
Время установки
Время наладки означает, сколько времени требуется для подготовки к производству. Для литья под давлением требуются специальные стальные штампы. Изготовление таких штампов требует времени и навыков. Как только штампы готовы, процесс запускается быстро. Такая схема хорошо подходит для длинных партий, поскольку затраты и время распределяются на множество деталей.
В литье по выплавляемым моделям все устроено иначе. Рабочие изготавливают восковые модели и керамические формы для каждой партии. Время подготовки к работе меньше, чем при литье под давлением, особенно при небольших партиях. Это делает литье по выплавляемым моделям хорошим выбором для изготовления прототипов или деталей на заказ.
Время подготовки производства включает в себя все этапы от начала до конца. Фабрики изучают каждый этап, чтобы найти задержки и повысить скорость. Литье под давлением обычно имеет более длительную подготовку, но значительно ускоряет производство. Литье по выплавляемым моделям имеет более короткий этап, но изготовление деталей происходит медленнее.
Совет: Для быстрой доставки крупных заказов литье под давлением - лучший вариант. Для гибкого мелкосерийного производства литье по выплавляемым моделям экономит время на настройку.
Факторы стоимости
Затраты на оснастку
Стоимость оснастки играет большую роль при выборе между литьем по выплавляемым моделям и литьем под давлением. Литье по выплавляемым моделям требует специальных форм для каждой детали. Изготовление таких форм требует времени и навыков. Стоимость оснастки для литья по выплавляемым моделям высока, особенно для сложных форм. Однако этот процесс позволяет вносить изменения, если дизайн не является окончательным. Такая гибкость помогает при изготовлении прототипов или деталей на заказ.
Литье под давлением требует больших предварительных инвестиций в оснастку. Стальные штампы, используемые в этом процессе, могут стоить около $45 000. Изготовление таких штампов занимает около 12 недель. Менять штамп после начала производства сложно и дорого. Поэтому литье под давлением лучше всего подходит для конструкций, которые не будут меняться. Компании часто выбирают литье под давлением, когда планируют изготовить много деталей и уверены в дизайне.
| Метод литья | Характеристики затрат на оснастку | Пригодность объема производства |
|---|---|---|
| Инвестиционное литье | Более высокие первоначальные затраты на оснастку; сложные пресс-формы | Малые и средние объемы |
| Литье под давлением | Высокая первоначальная стоимость оснастки (например, ~$45,000) | Большие объемы |
Совет: Для новых или меняющихся конструкций литье по выплавляемым моделям обеспечивает большую гибкость. Для стабильных крупносерийных проектов оснастка для литья под давлением окупается с течением времени.
Затраты на каждую деталь
Стоимость одной детали зависит от того, сколько деталей необходимо компании. Инвестиционное литье имеет умеренную стоимость одной детали. Например, изготовление одной детали может стоить около $100. Эта цена остается стабильной для малых и средних партий. При увеличении объема производства стоимость не сильно снижается.
Литье под давлением выгодно при изготовлении большого количества деталей. Стоимость одной детали может составлять всего $30. Такая низкая цена достигается после того, как компания изготовит достаточное количество деталей, чтобы покрыть высокую стоимость оснастки. Точка безубыточности составляет около 850 деталей. После этого литье под давлением становится более дешевым выбором.
- Литье по выплавляемым моделям подходит для небольших партий или индивидуальных заказов.
- Литье под давлением лучше всего подходит для крупных заказов с проработанным дизайном.
Компаниям следует подумать о том, сколько деталей им нужно и как часто может меняться конструкция. Это поможет им выбрать наиболее экономически эффективный метод литья.
Выбор правильного процесса
Контрольный список решений
Выбрать лучший процесс литья может быть непросто. Дизайнеры и инженеры используют специальные инструменты, которые помогают им сделать выбор. Эти инструменты сравнивают потребности проекта с тем, что может сделать каждый метод литья. При этом учитываются такие параметры, как используемый материал, форма и размер детали, стоимость и количество необходимых деталей. Некоторые инструменты содержат большие списки фактов о каждом процессе. Другие используют баллы, чтобы определить, какой процесс лучше всего подходит.
Вот контрольный список, который поможет вам подобрать подходящий процесс литья для вашего проекта:
| Требование к проекту | Литье под давлением | Инвестиционное литье | Литье в песок |
|---|---|---|---|
| Большой объем производства | ✅ Лучший вариант | ❌ Не идеально | ❌ Не идеально |
| Сложные формы | ⚠️ Некоторые ограничения | ✅ Лучший вариант | ⚠️ Некоторые ограничения |
| Жесткие допуски | ✅ Превосходно | ✅ Очень хорошо | ❌ Менее точные |
| Гладкая поверхность | ✅ Превосходно | ✅ Превосходно | ❌ Грубее |
| Низкий и средний объем | ❌ Дороговизна | ✅ Лучший вариант | ✅ Хорошая посадка |
| Большой размер детали | ⚠️ Некоторые ограничения | ⚠️ До среднего размера | ✅ Лучший вариант |
| Быстрое время выполнения заказа | ✅ Самый быстрый | ⚠️ Умеренный | ❌ Медленно |
| Низкая стоимость оснастки | ❌ Высокий | ⚠️ Умеренный | ✅ Низкий |
| Необходимы изменения в конструкции | ❌ Сложно | ✅ Гибкость | ✅ Гибкость |
| Широкий выбор материалов | ⚠️ Limited | ✅ Широкий диапазон | ✅ Широкий диапазон |
Совет: Используйте эту таблицу, чтобы помочь вам определиться. Подумайте, какие потребности наиболее важны для вашего проекта.
Как эксперты делают выбор
- Дизайнеры используют компьютерные системы, содержащие множество фактов о каждом методе литья. Эти системы помогают выбрать наилучший вариант в зависимости от того, что требуется от детали.
- В некоторых методах каждый процесс оценивается по таким параметрам, как точность размеров, гладкость детали и количество необходимых деталей.
- Некоторые инструменты используют нечеткую логику, чтобы помочь в тех вещах, которые трудно измерить, например, насколько гладкая на ощупь деталь или насколько сложная форма у нее.
- Модели затрат помогают сопоставить все расходы, такие как изготовление пресс-формы, оплата труда рабочих и отделка детали.
- Некоторые системы сочетают цифры и мнения экспертов, чтобы помочь сделать окончательный выбор.
- Новые способы используют как балльную оценку, так и нечеткую логику для ранжирования старых и новых методов кастинга.
Примеры из реальной жизни
- Компания по производству насосов изготовила большую сложную деталь всего за четыре недели с помощью 3D-печати и литья по выплавляемым моделям. Это позволило добиться нужной скорости и точности.
- Инженеры получили более гладкие детали, перейдя на быстрое литье по 3D-печатным шаблонам. Они сэкономили время и не нуждались в новых формах.
- Команда устранила утечки в деталях насоса с помощью компьютерного моделирования. Они быстро нашли проблему и сделали детали лучше.
- Одна компания соединила множество деталей в одну отливку. Это позволило сделать деталь более прочной и сэкономить деньги.
Примечание: Многие проекты используют советы экспертов, компьютерные инструменты и реальные тесты, чтобы выбрать лучший процесс литья.
Шаги к принятию решения
- Запишите, что важнее всего для вашего проекта: форма, размер, количество деталей и отделка.
- Посмотрите на таблицу выше, чтобы понять, какой метод литья подходит именно вам.
- Используйте инструменты для принятия решений или обратитесь к эксперту, если ваш проект сложный.
- Проверьте тематические исследования или старые проекты, похожие на ваш.
- Выберите тот процесс, который больше всего соответствует вашим целям.
Помните: Выбор оптимального процесса зависит от того, что вам нужно. Не торопитесь сравнивать варианты и спрашивайте экспертов, если вы не уверены.
Литье по выплавляемым моделям хорошо подходит для деталей сложной формы с большим количеством деталей. Оно также работает с различными материалами. Литье под давлением лучше, если вам нужно быстро изготовить много деталей и они должны быть очень точными. Вы можете посмотреть на таблицу решений, которая поможет вам выбрать то, что вам нужно. Эксперты говорят, что разумно проверять качество с помощью рентгеновских лучей и тестов на прочность для обоих способов. Если ваша деталь особенная или сложная в изготовлении, специалист по литью поможет вам выбрать лучший способ и проследит за тем, как изготавливается форма и как быстро она охлаждается.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
В чем заключается основное различие между литьем по выплавляемым моделям и литьем под давлением?
При литье по выплавляемым моделям используются восковые и керамические формы для изготовления детальных деталей. Литье под давлением использует металлические формы и сильное давление для быстрого изготовления большого количества деталей. Каждый способ хорош для разных работ.
Какой метод литья лучше всего подходит для небольших серий?
Литье по выплавляемым моделям подходит для малых и средних партий. Оно не требует дорогостоящих инструментов. Компании могут изменять дизайн при необходимости. Литье под давлением лучше подходит для одновременного изготовления большого количества деталей.
Могут ли оба метода использовать одни и те же металлы?
Нет, не могут. Литье по выплавляемым моделям работает со многими металлами, такими как сталь и титан. Для литья под давлением в основном используются алюминий, цинк или магний. Выбор металла зависит от процесса.
Как сравниваются допуски между двумя методами?
Литье под давлением позволяет получать детали с более жесткими допусками, вплоть до ±0,05 мм. Литье по выплавляемым моделям также отличается точностью, но обычно составляет около ±0,25 мм.
Какой процесс дает более гладкую поверхность?
Оба способа позволяют получить гладкие детали. При литье по выплавляемым моделям часто можно увидеть больше мелких деталей и тонкую текстуру. Литье под давлением также позволяет получить гладкие детали, особенно при изготовлении большого количества изделий одновременно.


