Вы используете услуги по литью в оболочковые формы и услуги инвестиционного литья для деталей, которые должны быть очень точными. Эти методы помогают изготавливать детали сложной формы. Они используются в автомобильной, авиационной и машиностроительной промышленности. Детали должны соответствовать жестким правилам. Рынок литья сейчас составляет $23,01 миллиарда в 2024 году. Он будет продолжать расти и в будущем.
Год | Размер рынка (млрд. долл. США) |
|---|---|
2024 | 23.01 |
2032 | 31.38 |
KEMING использует новые технологии и хорошее качество для каждой услуги инвестиционного литья. Это поможет вам получить желаемые результаты.
Основные выводы
Литье по выплавляемым моделям дает очень точные формы и гладкие поверхности. Это позволяет использовать его для изготовления деталей из твердых металлов. - Литье в оболочку дешевле и использует формы из песка и смолы. Оно обеспечивает хорошую точность и красивый внешний вид. - Оба способа помогают изготавливать детали сложной формы. Но литье по выплавляемым моделям обеспечивает более плотное прилегание и гладкую поверхность. - Компания KEMING использует новые технологии и тщательный контроль. Это позволяет убедиться, что оба способа литья работают хорошо. - Выбирая литье по выплавляемым моделям, вы экономите материалы и деньги. Кроме того, оно позволяет получать прочные и детализированные детали для многих отраслей промышленности.
Обзор инвестиционного литья

Что такое инвестиционное литье?
Литье по выплавляемым моделям позволяет изготавливать металлические детали с мельчайшими деталями. Поверхность таких деталей очень гладкая. Этот процесс позволяет создавать формы, которые трудно сделать другими способами. Эксперты говорят, что литье по выплавляемым моделям - это точный способ литья металла. Вы можете изготовить сложные металлические детали, которые будут очень точными. Поверхности выглядят красивыми и гладкими. Если вам нужны детали с мелкими элементами или точных размеров, литье по выплавляемым моделям - отличный выбор. Сначала вы делаете шаблон из воска или пластика. Шаблон выглядит как конечная деталь. Затем вы покрываете деталь слоями керамики. Получается прочная оболочка. Вы удаляете воск изнутри оболочки. Затем вы заливаете в оболочку горячий металл. Когда металл остывает, вы разбиваете оболочку. Готовая деталь оказывается внутри.
Основы литья в оболочку
Литье в оболочку - еще один способ изготовления металлических деталей. Он обеспечивает хорошую точность и красивую отделку. Вы используете песок, смешанный со смолой, чтобы сделать форму по шаблону. Этот метод позволяет получить гладкие поверхности и сделать детальный дизайн. Литье в оболочку - особенный метод, поскольку он экономит труд и деньги. Кроме того, оно обеспечивает высокую износо- и термостойкость. Вот таблица, в которой показано, как литье в оболочку сравнивается с другими способами:
Характеристика | Литье в оболочковые формы | Другие методы литья |
|---|---|---|
Отделка поверхности | Высококачественная отделка | Варьируется |
Точность размеров | Высокий | Нижний |
Сложность конструкций | Замысловатые узоры | Ограниченный |
Эффективность труда и затрат | Снижение | Выше |
Износостойкость и термостойкость | Превосходно | Варьируется |
Как они соотносятся
Литье по выплавляемым моделям и литье в оболочку позволяют изготавливать детали сложной формы. Поверхности получаются гладкими. В обоих методах для придания формы деталям используются шаблоны. При литье по выплавляемым моделям используются восковые или пластиковые шаблоны, а также керамические оболочки. При литье в оболочку используются формы из песка и смолы. Литье по выплавляемым моделям обеспечивает более точные размеры и гладкие поверхности. Литье в оболочку позволяет быстрее изготовить форму и стоит дешевле при больших партиях. Вот краткая таблица для сравнения их этапов:
Аспект | Инвестиционное литье | Литье в оболочковые формы |
|---|---|---|
Создание узоров | Использует детальные восковые или пластиковые шаблоны, соответствующие готовой детали. | Используется двухкомпонентная форма из песка и смолы. |
Образование плесени | Для создания прочной оболочки добавляются керамические слои. | Шаблон формирует деталь внутри формы. |
Удаление воска | Воск расплавляется, чтобы получилась полая оболочка. | Не требуется; форма изготавливается из песка и смолы. |
Заливка металла | Горячий металл заливается в керамическую оболочку. | Горячий металл заливается в форму. |
Готовый продукт | После охлаждения оболочка разламывается, чтобы показать готовую деталь. | После затвердевания металла форма удаляется, оставляя точную деталь. |
KEMING использует оба метода литья, чтобы помочь вам получить отличные результаты для вашего проекта.
Этапы процесса литья по выплавляемым моделям

Создание узоров
Начните с изготовления выкройки детали. Эта выкройка точно соответствует конечной детали. В большинстве шаблонов используется воск, потому что он плавится и может быть использован повторно. Иногда для специальных работ используется алюминиевый сплав, сталь или титановый сплав. У каждого материала есть свои преимущества. Воск легко поддается формовке и переработке. Алюминиевый сплав прочен для деталей автомобилей и машин. Сталь прочна и долговечна. Титановый сплав легкий и прочный, хорошо подходит для клюшек для гольфа и морских инструментов.
Материал | Преимущества |
|---|---|
Восковые узоры | Воск можно расплавить и повторно использовать для создания новых узоров. |
Алюминиевый сплав | Он прочен для автомобилей, электроники и машин. |
Сталь | Сталь прочна и используется во многих автомобильных деталях. |
Титановый сплав | Он прочен и не ломается, отлично подходит для гольф-клубов и морских деталей. |
Инвестиционное литье | Вы можете создавать твердые формы, узкие размеры (до .003″) и гладкие поверхности. |
KEMING использует специальные восковые машины, чтобы гарантировать точное выполнение деталей. Вы получаете детали с точными размерами и гладкой поверхностью. Этот этап очень важен, поскольку он задает форму детали.
Сборка деталей
После изготовления деталей вы помещаете их на центральный литник. Он выглядит как дерево с выкройками в виде ветвей. Выбирайте воск, который мало усаживается и хорошо растекается. Воск заполняет форму, поэтому ошибок быть не может. Вы аккуратно прикрепляете каждую деталь к литнику. Литниковая конструкция помогает в дальнейшем обтекать металл.
Техника | Описание |
|---|---|
Выбор воскового материала | Выбирайте воск, который мало усаживается, хорошо растекается и горит чисто. |
Процесс инжекции воска | Используйте точные настройки, чтобы воск заполнил все пространства и не допустил ошибок. |
Сборка деталей (построение деревьев) | Прикрепите детали к литнику правильным способом для качественного литья. |
Конструкция затвора | Хорошие литники позволяют металлу хорошо течь и предотвращают ошибки. |
Следите за распространенными проблемами:
Усадка: Металл охлаждается слишком быстро.
Пористость: Газ задерживается внутри.
Ошибки: Металл не заполняет форму.
Холод закрывает: Металл не соединяется.
Включения: Керамика или грязь, попавшая в отливку.
Компания KEMING проверяет каждую сборку детали, чтобы исключить эти проблемы. Это поможет вам получить качественные детали из литья по выплавляемым моделям.
Здание ракушки
Вы окунаете восковое дерево в керамическую суспензию. Шликер содержит крошечные керамические кусочки и связующее вещество. Посыпьте влажное дерево мелким песком или штукатуркой. Это делает скорлупу более прочной. Дайте скорлупе высохнуть, затем повторите многократное окунание и посыпание. Каждый слой делает скорлупу толще и прочнее.
Окуните восковое дерево в керамический раствор.
Посыпьте влажное дерево песком или штукатуркой.
Дайте скорлупе высохнуть.
Повторите, чтобы создать толстую оболочку.
Керамическая оболочка придает форму горячему металлу во время литья. Вы получаете детали с гладкой поверхностью и твердой формой. Компания KEMING тщательно проверяет толщину оболочки. Если оболочка слишком толстая, охлаждение происходит медленно, и могут возникнуть напряжения. Если оболочка неровная, она может треснуть или погнуться. Равномерная толщина оболочки важна для точного литья.
Описание доказательств | Влияние на качество отливок |
|---|---|
Различная толщина оболочки изменяет теплопередачу | Это влияет на размер и качество поверхности |
Толстые оболочки замедляют охлаждение | Это вызывает напряжение и изгиб |
Раковина гнется от нагрева | Это может привести к поломке или изгибу корпуса |
Неравномерная толщина оболочки | Это приводит к появлению трещин от напряжения |
Равномерная толщина оболочки | Это помогает сохранить правильный размер детали |
Удаление воска
Вы удаляете воск из керамической оболочки специальными способами. Депарафинизация в паровом автоклаве использует пар для быстрого расплавления воска. Это подходит для твердых форм и тонких раковин. При депарафинизации с помощью огня воск быстро выжигается. Этот способ лучше всего подходит для прочных раковин.
Депарафинизация в паровом автоклаве плавит воск с помощью пара.
При депарафинизации во флэш-обжиге воск сжигается под воздействием высокой температуры.
KEMING подбирает наилучший способ для вашей детали. После этого остается полая оболочка, готовая к следующему шагу.
Предварительный нагрев оболочки
Перед заливкой металла керамическую оболочку нагревают. Этот шаг высушивает раковину и удаляет золу. Это позволяет подготовить раковину к приему горячего металла. Предварительный нагрев останавливает удар, когда вы заливаете металл.
Формы для оболочек нагреваются до 1500 °C, чтобы предотвратить тепловой удар во время литья.
Предварительный нагрев оболочки помогает металлу заполнить все части формы. Если нагреть оболочку слишком сильно, можно получить газовые отверстия или шероховатые поверхности. KEMING контролирует нагрев для достижения наилучших результатов.
Предварительный нагрев раковины также улучшает качество металла. Вы получаете хорошее заполнение и гладкие поверхности.
Заливка металла
Вы заливаете горячий металл в нагретую оболочку. В литье по выплавляемым моделям могут использоваться многие металлы. К ним относятся стальные сплавы, нержавеющая сталь, сплавы на основе кобальта, сплавы на основе никеля, суперсплавы, сплавы на основе меди, чугун, алюминий и титан.
Стальные сплавы
Нержавеющая сталь
Сплавы на основе кобальта
Сплавы на основе никеля
Суперсплавы
Сплавы на основе меди
Чугун
Алюминий
Титан
KEMING предлагает вам множество вариантов металла для вашего проекта. В процессе литья используются правила безопасности, чтобы обезопасить работников и изготовить качественные детали.
Протоколы безопасности | Описание |
|---|---|
Средства индивидуальной защиты (СИЗ) | Надевайте перчатки, ботинки и чехлы, чтобы оставаться в безопасности. |
Правильное обращение с машиной | Проверяйте машины и поддерживайте порядок в помещении, чтобы избежать несчастных случаев. |
Контроль влажности в пресс-формах | Убедитесь, что формы сухие, и нагрейте их, чтобы остановить паровые струи. |
Адекватная вентиляция | Используйте вентиляторы и фильтры для поддержания чистоты воздуха. |
Охлаждение и снятие кожуха
После заливки дайте металлу остыть и затвердеть в оболочке. Удалите керамическую оболочку с помощью вибрации, струи воды, пескоструйной обработки или молотка. Эти способы могут оставить кусочки или грязь, поэтому вам может понадобиться дополнительная очистка.
Вибрация
Водоструйная обработка
Пескоструйная обработка
Молоток
Вы также можете использовать каустическое выщелачивание для очистки керамических кусочков. Это хорошо подходит для небольших пространств и внутренних каналов. Компания KEMING использует эти способы для обеспечения чистоты деталей.
Отделка
Последний этап - отделка детали. Вы полируете ее, чтобы она стала блестящей. Электрополировка делает поверхность еще чище. Для дополнительной защиты можно нанести покрытие или гальванику. Обработка поверхности помогает сделать текстуру ровной.
Полировка
Электрополировка
Покрытие
Покрытие
Обработка поверхности
Литье по выплавляемым моделям позволяет получить плотные размеры и гладкие поверхности. Обычные размеры приведены в таблице ниже.
Категория толерантности | Допуски линейных размеров (ISO8062) |
|---|---|
CT4 | ±0.13 |
CT5 | ±0.18 |
CT6 | ±0.26 |
CT7 | ±0.37 |
CT8 | ±0.5 |
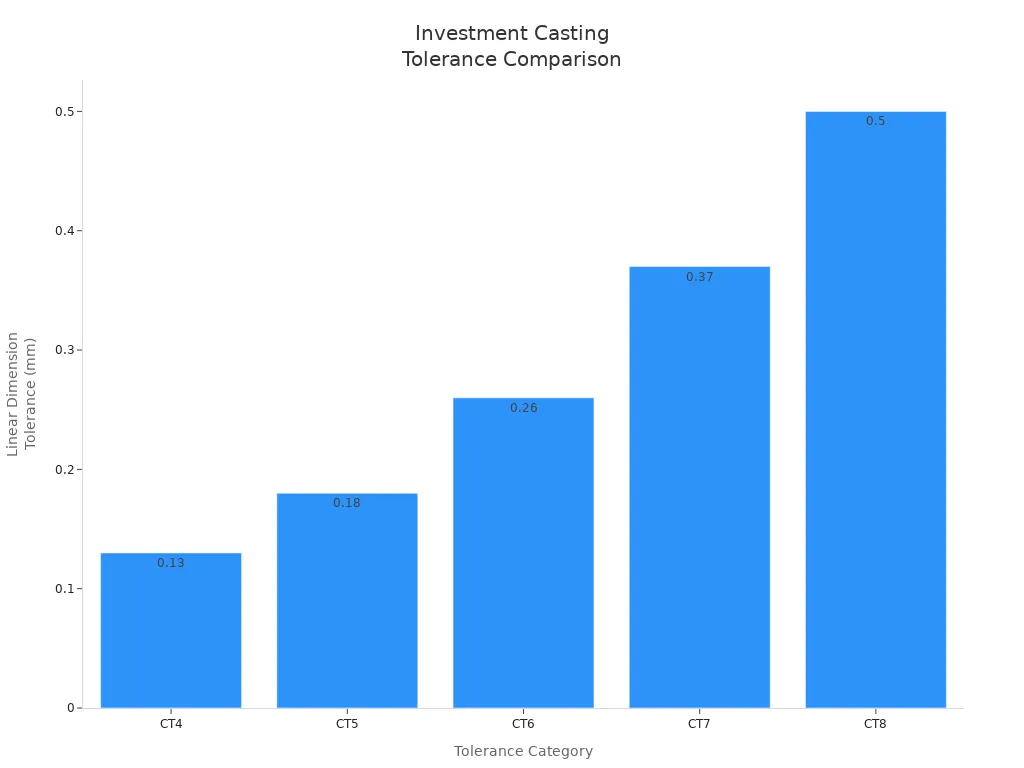
Вы также проверяете плоскостность, прямолинейность и округлость. KEMING использует новые технологии и строгие проверки, чтобы убедиться в правильности каждой детали. Литье по выплавляемым моделям позволяет получить детали с гладкой поверхностью и точными размерами.
Преимущества литья по выплавляемым моделям
Ключевые преимущества
Вы получаете множество преимуществ, когда выбираете инвестиционное литье. Этот процесс особенный, потому что он дает вам:
Высокая точность и аккуратность для каждой детали.
Вы можете легко создавать сложные формы и тонкие стенки.
У вас есть множество вариантов материалов, таких как нержавеющая сталь, сверхпрочные сплавы и алюминий.
Поверхность превосходно обработана, поэтому полировка требуется реже.
Затраты на оснастку ниже, что помогает при изготовлении небольших партий.
Дефектов меньше, чем при литье в песчаные формы, поэтому детали получаются более надежными.
Благодаря близкой к сетке форме получается меньше отходов, и вы экономите материал.
Литье по выплавляемым моделям позволяет использовать как черные, так и цветные металлы. Вы можете изготавливать детали с мелкими деталями и жесткими допусками. Этот процесс также помогает вам использовать меньше рабочей силы и материалов, поэтому ваша работа будет более эффективной и экологичной.
Вот таблица, в которой показано, как литье по выплавляемым моделям сравнивается с другими методами литья по качеству поверхности:
Метод литья | Шероховатость поверхности (Ra) |
|---|---|
Инвестиционное литье | 0,6-0,9 мкм |
Литье в песок | 6-12 мкм |
Литье под давлением | 1,6-3,2 мкм |
Литье по выплавляемым моделям дает самые гладкие поверхности. Это означает, что ваши детали сразу же будут выглядеть и работать лучше.
Типовые применения
Литье по выплавляемым моделям применяется во многих отраслях промышленности, где требуются прочные и сложные детали. Компания KEMING работает с такими отраслями:
Аэрокосмическая промышленность: Вы используете литье по выплавляемым моделям для изготовления лопаток турбин, топливных сопел, кронштейнов и деталей шасси. Эти детали должны быть безопасными и хорошо работать.
Автомобили: Этот процесс используется для изготовления деталей двигателя, трансмиссии и кронштейнов. Литье по выплавляемым моделям помогает сделать детали автомобиля более легкими и прочными.
Машины: Вы выбираете литье по выплавляемым моделям для изготовления шестерен, корпусов, клапанов и деталей насосов. В этом процессе создаются детальные конструкции и используются прочные материалы.
Медицина и пищевая промышленность: Вам нужны чистые, гладкие и прочные детали. Литье по выплавляемым моделям позволяет получить детали из нержавеющей стали, отвечающие санитарно-гигиеническим нормам.
Энергетика и морское дело: Этот метод используется для клапанов, крыльчаток и фитингов, устойчивых к нагреву и коррозии.
Литье по выплавляемым моделям позволяет создавать детали с проходными отверстиями, пазами и другими особенностями, которые сложно сделать другими методами литья. Вы можете создать то, что вам нужно, даже если это очень сложно.
KEMING использует передовые технологии и строгий контроль. Вы можете быть уверены, что ваши детали будут соответствовать высоким стандартам в любой отрасли.
Вы можете рассчитывать на литье по выплавляемым моделям при изготовлении металлических деталей. Этот процесс очень точен и работает со многими сплавами. Он помогает создавать детали с твердыми формами и гладкими поверхностями. Вы используете меньше материала и тратите меньше денег. Многие компании используют литье для изготовления лопаток турбин, медицинских инструментов и деталей машин. KEMING использует новые технологии и тщательный контроль, чтобы обеспечить вам хорошие результаты. Попробуйте использовать литье по выплавляемым моделям для своего следующего проекта и оцените лучшее качество.
Меньше отходов материала и меньше затрат
Детали имеют узкие размеры и сложную форму
Используется в самолетах, больницах и на заводах
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
В чем заключается основное различие между литьем по выплавляемым моделям и литьем по выплавляемым моделям?
Литье в оболочку - это быстро и экономит деньги. При этом используются формы из песка и смолы. Литье по выплавляемым моделям лучше для гладких и точных деталей. Для него используются восковые шаблоны и керамические оболочки.
Какие металлы можно использовать для литья по выплавляемым моделям?
Вы можете выбрать один из множества металлов. К ним относятся нержавеющая сталь, углеродистая сталь, алюминий, медные сплавы и суперсплавы. Это позволит вам выбрать лучший металл для ваших нужд.
Насколько точны детали, отлитые по выплавляемым моделям?
Литье по выплавляемым моделям позволяет изготавливать детали с точными размерами. Большинство деталей имеют точность ±0,13 мм. Это помогает создавать детализированные и прочные изделия.
Почему вы должны выбрать KEMING для литья по выплавляемым моделям?
KEMING использует новые технологии и тщательно проверяет качество. Вы получаете множество вариантов металла. KEMING помогает вам от начала до конца. Вы всегда получаете точные и качественные детали.