
Utiliza-se serviços de fundição em molde de concha e serviços de fundição de investimento para peças que precisam de ser muito exactas. Estes métodos ajudam-no a fabricar peças com formas rígidas. São utilizados nas indústrias automóvel, aeronáutica e de máquinas. As peças têm de cumprir regras rigorosas. O mercado da fundição é atualmente de $23,01 mil milhões em 2024. Continuará a crescer no futuro.
Ano | Dimensão do mercado (mil milhões de dólares) |
|---|---|
2024 | 23.01 |
2032 | 31.38 |
KEMING utiliza novas tecnologias e boa qualidade em todos os serviços de fundição por cera perdida. Isto ajuda-o a obter os resultados que deseja.
Principais conclusões
A fundição por cera perdida dá formas muito exactas e superfícies lisas. Isto torna-a adequada para o fabrico de peças de metal duro. - A fundição em casca é mais barata e utiliza moldes de areia e resina. Dá uma boa precisão e um aspeto agradável. - Ambas as formas ajudam a fazer peças com formas complicadas. Mas a fundição por cera perdida proporciona ajustes mais apertados e superfícies mais suaves. - A KEMING utiliza novas tecnologias e controlos cuidadosos. Isto ajuda a garantir que ambas as formas de fundição funcionam bem. - Escolher a fundição de revestimento pode poupar materiais e dinheiro. Também proporciona peças fortes e detalhadas para muitas indústrias.
Visão geral da fundição por cera perdida

O que é a fundição por cera perdida?
A fundição por cera perdida ajuda-o a fabricar peças metálicas com pormenores minúsculos. As superfícies destas peças são muito lisas. Este processo permite-lhe criar formas que são difíceis de fazer de outras maneiras. Os especialistas dizem que a fundição por cera perdida é uma forma precisa de fundir metal. É possível fabricar peças metálicas complicadas que são muito exactas. As superfícies têm um aspeto agradável e liso. Se precisar de peças com pequenas caraterísticas ou tamanhos exactos, a fundição por cera perdida é uma boa escolha. Primeiro, faz-se um padrão de cera ou plástico. O padrão assemelha-se à peça final. De seguida, cobre-se o padrão com camadas de cerâmica. Isto cria um invólucro resistente. Retira-se a cera do interior do invólucro. Depois, deita-se metal quente no invólucro. Quando o metal arrefece, parte-se a casca. A peça acabada está no interior.
Noções básicas de fundição em casca
A fundição em casca é outra forma de fabricar peças metálicas. Dá-lhe uma boa precisão e um bom acabamento. Utiliza-se areia misturada com resina para fazer um molde à volta de um padrão. Este método dá-lhe superfícies lisas e permite-lhe fazer desenhos detalhados. A fundição em casca é especial porque poupa trabalho e dinheiro. Também proporciona uma grande resistência ao desgaste e ao calor. Aqui está uma tabela que mostra como a fundição em concha se compara a outras formas:
Caraterística | Fundição em molde de concha | Outros métodos de fundição |
|---|---|---|
Acabamento da superfície | Acabamento de alta qualidade | Varia |
Precisão dimensional | Elevado | Inferior |
Complexidade dos desenhos e modelos | Desenhos intrincados | Limitada |
Eficiência laboral e de custos | Reduzido | Mais alto |
Resistência ao desgaste e ao calor | Excelente | Varia |
Como se relacionam
Tanto a fundição de revestimento como a fundição em casca ajudam-no a fazer peças com formas complicadas. As superfícies são lisas. Em ambos os métodos, são utilizados padrões para moldar as peças. A fundição de revestimento utiliza padrões de cera ou plástico e constrói conchas de cerâmica. A fundição em casca utiliza moldes de areia e resina. A fundição por cera perdida permite obter tamanhos mais apertados e superfícies mais lisas. A fundição em casca faz moldes mais rapidamente e custa menos para grandes lotes. Aqui está uma tabela rápida para comparar os seus passos:
Aspeto | Fundição por cera perdida | Fundição em molde de concha |
|---|---|---|
Criação de padrões | Utiliza padrões detalhados de cera ou plástico que correspondem à peça final. | Utiliza um molde de duas partes feito de areia e resina. |
Formação de moldes | São adicionadas camadas de cerâmica para criar um invólucro resistente. | Um padrão molda a peça no interior do molde. |
Remoção de cera | A cera é derretida para formar uma concha oca. | Não é necessário; o molde é feito de areia e resina. |
Derrame de metais | O metal quente é vertido no invólucro de cerâmica. | O metal quente é vertido no molde. |
Produto final | A casca é partida após arrefecimento para mostrar a peça acabada. | O molde é removido depois de o metal endurecer, deixando uma peça precisa. |
A KEMING utiliza ambos os métodos de fundição para o ajudar a obter excelentes resultados para o seu projeto.
Etapas do processo de fundição por cera perdida

Criação de padrões
Começa-se por fazer um padrão para a peça. Este padrão corresponde exatamente à peça final. A maioria dos moldes utiliza cera porque esta derrete e pode ser reutilizada. Por vezes, utiliza-se liga de alumínio, aço ou titânio para trabalhos especiais. Cada material tem os seus pontos positivos. A cera é fácil de moldar e reciclar. A liga de alumínio é forte para peças de automóveis e máquinas. O aço é resistente e dura muito tempo. A liga de titânio é leve e forte, boa para tacos de golfe e ferramentas marítimas.
Material | Vantagens |
|---|---|
Padrões de cera | Pode derreter e reutilizar a cera para criar novos padrões. |
Liga de alumínio | É forte para automóveis, eletrónica e máquinas. |
Aço | O aço é resistente e é utilizado em muitas peças de automóvel. |
Liga de titânio | É resistente e não se parte facilmente, sendo ótimo para tacos de golfe e peças marítimas. |
Fundição por cera perdida | Pode fazer formas duras, tamanhos apertados (até 0,003″) e superfícies lisas. |
A KEMING utiliza máquinas de cera especiais para garantir que os padrões são exactos. Obtém-se padrões com tamanhos apertados e superfícies lisas. Este passo é importante porque define a forma da peça.
Montagem do padrão
Depois de fazer os moldes, coloca-os num sprue central. Parece uma árvore com padrões como ramos. Escolhe-se cera que encolhe pouco e flui bem. A cera preenche o molde para que não haja erros. Coloca-se cada molde no canal de entrada cuidadosamente. O desenho da abertura ajuda o metal a fluir mais tarde.
Técnica | Descrição |
|---|---|
Seleção do material da cera | Escolha uma cera que encolha pouco, que flua bem e que arda bem. |
Processo de injeção de cera | Utilize definições exactas para que a cera preencha todos os espaços e evite erros. |
Montagem de padrões (Construção de árvores) | Fixar os moldes ao sprue da forma correta para uma boa fundição. |
Conceção de portas | Uma boa portagem permite que o metal flua bem e evita erros. |
Cuidado com os problemas mais comuns:
Contração: O metal arrefece demasiado depressa.
Porosidade: O gás fica preso no interior.
Erros: O metal não preenche o molde.
O frio fecha-se: O metal não se junta.
Inclusões: A cerâmica ou a sujidade entram na peça fundida.
A KEMING verifica todos os conjuntos de moldes para evitar estes problemas. Isto ajuda-o a obter boas peças a partir da fundição de revestimento.
Edifício Shell
Mergulha-se a árvore de cera na pasta de cerâmica. A pasta tem pequenos pedaços de cerâmica e um aglutinante. Polvilha-se areia fina ou estuque sobre a árvore molhada. Isto torna a concha mais forte. Deixe a concha secar e depois repita a imersão e a polvilhagem várias vezes. Cada camada torna a casca mais espessa e mais forte.
Mergulhar a árvore de cera na pasta de cerâmica.
Polvilhar com areia ou estuque a árvore molhada.
Deixar secar a casca.
Repetir a operação para obter uma casca grossa.
O invólucro de cerâmica molda o metal quente durante a fundição. Obtém-se peças com acabamentos suaves e formas duras. A KEMING verifica cuidadosamente a espessura da casca. Se o revestimento for demasiado espesso, o arrefecimento é lento e podem ocorrer tensões. Se a casca for irregular, pode rachar ou dobrar. A espessura uniforme da casca é importante para uma fundição precisa.
Descrição das provas | Impacto na qualidade da fundição |
|---|---|
Diferentes espessuras de concha alteram a transferência de calor | Isto afecta o tamanho e a qualidade da superfície |
As cascas grossas retardam o arrefecimento | Isto provoca tensão e flexão |
O casco dobra-se devido ao calor | Isto pode partir ou dobrar o invólucro |
Espessura irregular da casca | Isto provoca fissuras devido ao stress |
Manter a espessura da casca uniforme | Isto ajuda a manter o tamanho correto da peça |
Remoção de cera
A cera é retirada do invólucro de cerâmica através de meios especiais. A desparafinagem em autoclave a vapor utiliza o vapor para derreter rapidamente a cera. Isto funciona para formas duras e cascas finas. A desparafinação com fogo utiliza o fogo para queimar a cera rapidamente. É a melhor opção para conchas fortes.
A desparafinagem em autoclave a vapor funde a cera com vapor.
A desparafinagem por chama queima a cera com calor elevado.
A KEMING escolhe a melhor forma para a sua peça. Este passo deixa uma concha oca pronta para o passo seguinte.
Pré-aquecimento do casco
Aquece-se a concha de cerâmica antes de deitar o metal. Este passo seca a concha e remove as cinzas. Prepara a concha para o metal quente. O pré-aquecimento pára o choque quando se deita o metal.
Os moldes das conchas são aquecidos a 1500 °C para impedir o choque térmico durante a fundição.
O pré-aquecimento da casca ajuda o metal a preencher todas as partes do molde. Se aquecer demasiado o molde, pode obter buracos de gás ou superfícies ásperas. A KEMING controla o calor para obter os melhores resultados.
O pré-aquecimento da casca também torna o metal melhor. Obtém-se um bom enchimento e superfícies lisas.
Derrame de metais
Deita-se metal quente no invólucro aquecido. Muitos metais podem ser utilizados na fundição por cera perdida. Estes incluem ligas de aço, aço inoxidável, ligas à base de cobalto, ligas à base de níquel, super ligas, ligas à base de cobre, ferro fundido, alumínio e titânio.
Ligas de aço
Aço inoxidável
Ligas à base de cobalto
Ligas à base de níquel
Super ligas
Ligas à base de cobre
Ferro fundido
Alumínio
Titânio
A KEMING oferece-lhe muitas opções de metal para o seu projeto. O processo de fundição utiliza regras de segurança para manter os trabalhadores seguros e produzir peças de qualidade.
Protocolos de segurança | Descrição |
|---|---|
Equipamento de proteção individual (EPI) | Usar luvas, botas e coberturas para se manter seguro. |
Manuseamento correto da máquina | Verificar as máquinas e manter a área limpa para evitar acidentes. |
Controlo da humidade nos moldes | Certifique-se de que os moldes estão secos e aquecidos para parar os jactos de vapor. |
Ventilação adequada | Utilize ventoinhas e filtros para manter o ar limpo. |
Arrefecimento e remoção do invólucro
Após o vazamento, deixar o metal arrefecer e endurecer no invólucro. Remova a casca de cerâmica utilizando vibração, jactos de água, jato de areia ou martelo. Estas formas podem deixar pedaços ou sujidade, pelo que poderá ser necessária uma limpeza adicional.
Vibração
Jato de água
Jato de areia
Martelar
Também se pode utilizar lixiviação cáustica para limpar pedaços de cerâmica. Isto é bom para espaços pequenos e canais interiores. A KEMING utiliza estas formas para garantir que a sua peça está limpa.
Acabamento
A última etapa é o acabamento da peça. Polimos a peça para a tornar brilhante. O electropolimento torna a superfície ainda mais limpa. Pode adicionar revestimentos ou chapeamento para proteção extra. Os tratamentos de superfície ajudam a uniformizar a textura.
Polimento
Electropolimento
Revestimento
Revestimento
Tratamentos de superfície
A fundição por cera perdida permite-lhe obter tamanhos apertados e superfícies lisas. Pode ver os tamanhos habituais no quadro abaixo.
Categoria de tolerância | Tolerância da dimensão linear (ISO8062) |
|---|---|
CT4 | ±0.13 |
CT5 | ±0.18 |
CT6 | ±0.26 |
CT7 | ±0.37 |
CT8 | ±0.5 |
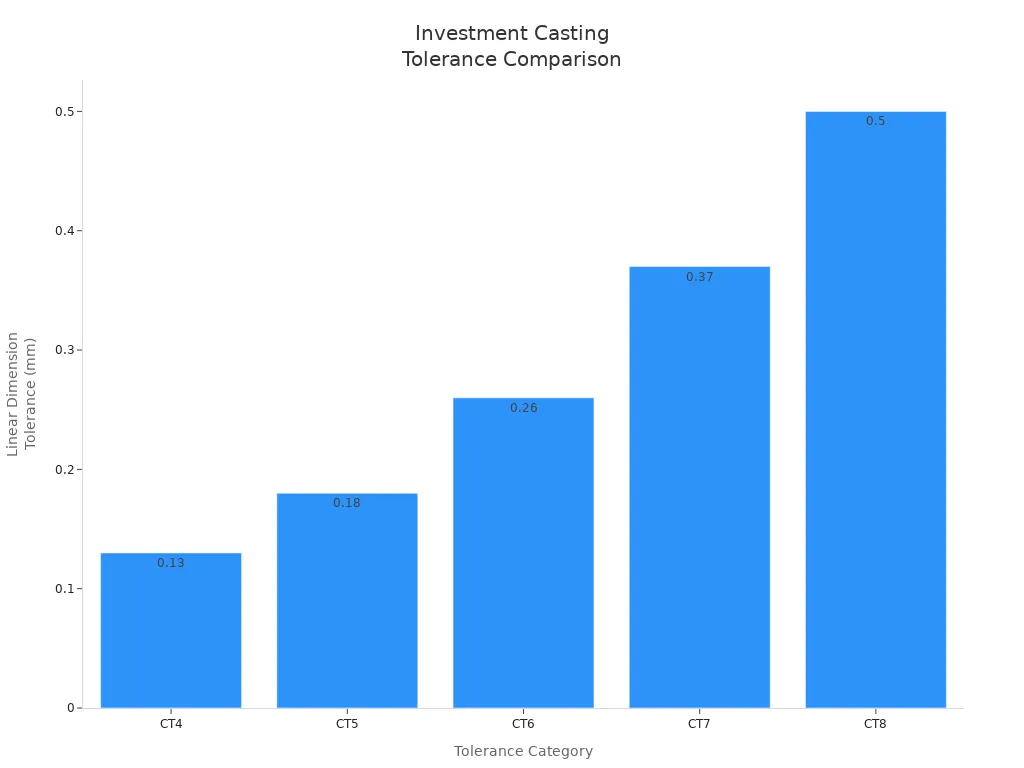
Também se verifica a planicidade, a retidão e a circularidade. A KEMING utiliza novas tecnologias e controlos rigorosos para garantir que cada peça está correta. A fundição por cera perdida dá-lhe peças com superfícies lisas e tamanhos exactos.
Vantagens da fundição por cera perdida
Principais benefícios
A escolha da fundição de investimento traz muitas vantagens. Este processo é especial porque lhe dá:
Elevada precisão e exatidão para cada peça.
É possível criar facilmente formas complexas e paredes finas.
Existem muitas opções de materiais, como o aço inoxidável, as superligas e o alumínio.
O acabamento da superfície é excelente, pelo que é necessário menos polimento.
Os custos das ferramentas são mais baixos, o que ajuda na produção de pequenos lotes.
Há menos defeitos do que na fundição em areia, pelo que as peças são mais fiáveis.
Resultados quase em forma de rede significam menos desperdício e poupa-se material.
A fundição por cera perdida permite-lhe utilizar metais ferrosos e não ferrosos. É possível fabricar peças com detalhes finos e tolerâncias apertadas. Este processo também ajuda a utilizar menos mão de obra e material, pelo que o seu trabalho é mais eficiente e amigo do ambiente.
Aqui está uma tabela que mostra como a fundição de revestimento se compara a outros métodos de fundição para o acabamento da superfície:
Método de fundição | Rugosidade da superfície (Ra) |
|---|---|
Fundição por cera perdida | 0,6-0,9 µm |
Fundição em areia | 6-12 µm |
Fundição injectada | 1,6-3,2 µm |
Como vê, a fundição por cera perdida proporciona as superfícies mais lisas. Isto significa que as suas peças têm melhor aspeto e funcionam melhor de imediato.
Aplicações típicas
Encontra-se a fundição por cera perdida em muitas indústrias que necessitam de peças fortes e complexas. A KEMING trabalha com estes sectores:
Aeroespacial: Utiliza a fundição por cera perdida para as pás das turbinas, bocais de combustível, suportes e peças do trem de aterragem. Estas peças devem ser seguras e funcionar bem.
Automóvel: Este processo é utilizado para peças de motor, peças de transmissão e suportes personalizados. A fundição por cera perdida ajuda a tornar as peças dos automóveis mais leves e mais fortes.
Máquinas: Escolhe-se a fundição por cera perdida para engrenagens, caixas, válvulas e peças de bombas. O processo faz desenhos pormenorizados e utiliza materiais resistentes.
Medicina e processamento de alimentos: Precisa de peças limpas, lisas e resistentes. A fundição por cera perdida fornece-lhe peças em aço inoxidável que cumprem as regras de higiene.
Energia e marinha: Este método é utilizado para válvulas, impulsores e acessórios que resistem ao calor e à corrosão.
A fundição por cera perdida permite-lhe conceber peças com orifícios passantes, ranhuras e outras caraterísticas que são difíceis de realizar com outros métodos de fundição. Pode criar o que precisa, mesmo que seja muito complexo.
A KEMING utiliza tecnologia avançada e controlos rigorosos. Pode confiar que as suas peças cumprem os elevados padrões em qualquer indústria.
Pode contar com a fundição por cera perdida para fabricar peças metálicas. Este processo é muito exato e funciona com muitas ligas. Ajuda-o a fabricar peças com formas duras e superfícies lisas. Utiliza-se menos material e gasta-se menos dinheiro. Muitas empresas utilizam a fundição para lâminas de turbinas, ferramentas médicas e peças de máquinas. A KEMING utiliza novas tecnologias e controlos cuidadosos para lhe dar bons resultados. Experimente a fundição por cera perdida para o seu próximo projeto e note uma melhor qualidade.
Desperdiça-se menos material e os custos são mais baixos
As peças têm tamanhos apertados e formas complicadas
Utilizado em aviões, hospitais e fábricas
FAQ
Qual é a principal diferença entre a fundição em casca e a fundição por cera perdida?
A fundição em casca é rápida e poupa dinheiro. Utiliza moldes de areia e resina. A fundição por cera perdida é melhor para peças lisas e exactas. Utiliza moldes de cera e cascas de cerâmica.
Que metais podem ser utilizados na fundição por cera perdida?
Pode escolher entre muitos metais. Estes incluem o aço inoxidável, o aço-carbono, o alumínio, as ligas de cobre e as superligas. Isto permite-lhe escolher o melhor metal para as suas necessidades.
Qual é a precisão das peças fundidas por cera perdida?
A fundição por cera perdida produz peças com dimensões reduzidas. A maioria das peças tem uma precisão de ±0,13 mm. Isto ajuda-o a criar peças detalhadas e resistentes.
Porque é que deve escolher a KEMING para fundição por cera perdida?
A KEMING utiliza novas tecnologias e controla a qualidade de perto. Tem muitas opções de metais. A KEMING ajuda-o do início ao fim. Obtém sempre peças exactas e de qualidade.



