
Utiliza servicios de fundición de moldes en coquilla y servicios de fundición para piezas que deben ser muy exactas. Estos métodos permiten fabricar piezas con formas duras. Se utilizan en la industria del automóvil, la aeronáutica y la maquinaria. Las piezas deben cumplir normas estrictas. El mercado de la fundición representa actualmente $23.010 millones en 2024. Seguirá creciendo en el futuro.
Año | Tamaño del mercado (miles de millones de USD) |
|---|---|
2024 | 23.01 |
2032 | 31.38 |
KEMING utiliza nueva tecnología y buena calidad para cada servicio de fundición a la cera perdida. Esto le ayuda a obtener los resultados que desea.
Principales conclusiones
La fundición a la cera perdida proporciona formas muy precisas y superficies lisas. Por eso es adecuada para fabricar piezas de metal duro. - La fundición en coquilla es más barata y utiliza moldes de arena y resina. Proporciona una buena precisión y un aspecto agradable. - Ambos métodos permiten fabricar piezas con formas complicadas. Pero la fundición a la cera perdida proporciona ajustes más precisos y superficies más lisas. - KEMING utiliza nuevas tecnologías y controles minuciosos. Esto ayuda a asegurar que ambas formas de fundición funcionen bien. - La fundición a la cera perdida permite ahorrar materiales y dinero. También proporciona piezas resistentes y detalladas para muchas industrias.
Fundición a la cera perdida

¿Qué es la fundición a cera perdida?
La fundición a la cera perdida permite fabricar piezas metálicas con detalles minúsculos. Las superficies de estas piezas son muy lisas. Este proceso permite crear formas difíciles de conseguir de otro modo. Los expertos afirman que la fundición a la cera perdida es una forma precisa de fundir metal. Se pueden fabricar piezas metálicas complicadas muy precisas. Las superficies son bonitas y lisas. Si necesita piezas con características pequeñas o tamaños exactos, la fundición a la cera perdida es una buena opción. En primer lugar, se hace un modelo de cera o plástico. El modelo se parece a la pieza final. A continuación, se cubre el modelo con capas de cerámica. De este modo se forma un armazón resistente. Se retira la cera del interior de la cáscara. A continuación, se vierte metal caliente en la cáscara. Cuando el metal se enfría, se rompe la cáscara. La pieza acabada está dentro.
Fundición de conchas
La fundición en coquilla es otra forma de fabricar piezas metálicas. Proporciona una buena precisión y un buen acabado. Se utiliza arena mezclada con resina para hacer un molde alrededor de un patrón. Este método proporciona superficies lisas y permite hacer diseños detallados. La fundición en coquilla es especial porque ahorra trabajo y dinero. También ofrece una gran resistencia al desgaste y al calor. Aquí tienes una tabla comparativa con otros métodos:
Característica | Moldeo en coquilla | Otros métodos de fundición |
|---|---|---|
Acabado superficial | Acabado de alta calidad | Varía |
Precisión dimensional | Alta | Baja |
Complejidad de los diseños | Diseños intrincados | Limitado |
Eficiencia en mano de obra y costes | Reducido | Más alto |
Resistencia al desgaste y al calor | Excelente | Varía |
Cómo se relacionan
Tanto el moldeo a la cera perdida como el moldeo en coquilla permiten fabricar piezas con formas complicadas. Las superficies son lisas. En ambos métodos se utilizan modelos para dar forma a las piezas. En la fundición a la cera perdida se utilizan modelos de cera o plástico y se construyen coquillas de cerámica. La fundición en coquilla utiliza moldes de arena y resina. La fundición a la cera perdida permite obtener tamaños más ajustados y superficies más lisas. La fundición en coquilla hace moldes más rápidamente y cuesta menos para grandes lotes. He aquí una tabla rápida para comparar sus pasos:
Aspecto | Fundición a la cera perdida | Fundición en coquilla |
|---|---|---|
Creación de patrones | Utiliza patrones detallados de cera o plástico que coinciden con la pieza final. | Utiliza un molde de dos partes hecho de arena y resina. |
Formación de moldes | Se añaden capas de cerámica para crear un caparazón resistente. | Un patrón da forma a la pieza dentro del molde. |
Eliminación de cera | La cera se funde para formar una cáscara hueca. | No es necesario; el molde está hecho de arena y resina. |
Vertido de metales | El metal caliente se vierte en la cáscara de cerámica. | El metal caliente se vierte en el molde. |
Producto final | La cáscara se rompe después de enfriarse para mostrar la pieza acabada. | El molde se retira después de que el metal se endurezca, dejando una pieza precisa. |
KEMING utiliza ambos métodos de fundición para ayudarle a obtener grandes resultados en su proyecto.
Pasos del proceso de fundición a la cera perdida

Creación de patrones
Se empieza haciendo un patrón para la pieza. Este patrón coincide exactamente con la pieza final. La mayoría de los patrones utilizan cera porque se funde y puede reutilizarse. A veces se utilizan aleaciones de aluminio, acero o titanio para trabajos especiales. Cada material tiene sus ventajas. La cera es fácil de moldear y reciclar. La aleación de aluminio es resistente para piezas de automóviles y maquinaria. El acero es resistente y dura mucho. La aleación de titanio es ligera y fuerte, buena para palos de golf y herramientas marinas.
Material | Ventajas |
|---|---|
Patrones de cera | Puedes fundir y reutilizar la cera para nuevos diseños. |
Aleación de aluminio | Es fuerte para coches, aparatos electrónicos y máquinas. |
Acero | El acero es resistente y se utiliza en muchas piezas de automóvil. |
Aleación de titanio | Es resistente y no se rompe fácilmente, ideal para palos de golf y piezas marinas. |
Fundición a la cera perdida | Puede hacer formas duras, tamaños ajustados (hasta 0,003″) y superficies lisas. |
KEMING utiliza máquinas de cera especiales para garantizar que los patrones sean exactos. Se obtienen patrones con tamaños ajustados y superficies lisas. Este paso es importante porque fija la forma de la pieza.
Montaje de patrones
Después de hacer los patrones, se colocan en un bebedero central. Parece un árbol con patrones como ramas. Se elige cera que encoja poco y fluya bien. La cera rellena el molde para que no haya errores. Se fija cada modelo al bebedero con cuidado. El diseño del canal ayuda a que el metal fluya más tarde.
Técnica | Descripción |
|---|---|
Selección del material de cera | Elija una cera que se encoja poco, fluya bien y arda limpiamente. |
Proceso de inyección de cera | Utilice los ajustes exactos para que la cera llene todos los espacios y deje de cometer errores. |
Montaje de patrones (construcción de árboles) | Fije los modelos al bebedero de la forma correcta para una buena fundición. |
Diseño de compuertas | Una buena compuerta permite que el metal fluya bien y evita los errores. |
Cuidado con los problemas comunes:
Encogimiento: El metal se enfría demasiado rápido.
Porosidad: El gas queda atrapado en el interior.
Errores: El metal no llena el molde.
Se cierra en frío: El metal no se une.
Inclusiones: La cerámica o la suciedad se introduce en la fundición.
KEMING comprueba todos los montajes de modelos para evitar estos problemas. Esto le ayuda a obtener buenas piezas de fundición a la cera perdida.
Edificio Shell
El árbol de cera se sumerge en una pasta de cerámica. La pasta tiene trocitos de cerámica y un aglutinante. Espolvorea arena fina o estuco sobre el árbol mojado. Esto hace que la cáscara sea más resistente. Deja que se seque y repite la operación varias veces. Cada capa hace que la cáscara sea más gruesa y resistente.
Sumergir el árbol de cera en lechada cerámica.
Espolvoree arena o estuco sobre el árbol mojado.
Dejar secar la cáscara.
Repetir para formar una cáscara gruesa.
El revestimiento cerámico da forma al metal caliente durante la colada. Se obtienen piezas con acabados lisos y formas duras. KEMING comprueba cuidadosamente el grosor del revestimiento. Si la capa es demasiado gruesa, el enfriamiento es lento y pueden producirse tensiones. Si la cáscara es irregular, puede agrietarse o doblarse. Un grosor uniforme del revestimiento es importante para una fundición precisa.
Descripción de las pruebas | Impacto en la calidad de la fundición |
|---|---|
Diferentes espesores de carcasa modifican la transferencia de calor | Esto afecta al tamaño y a la calidad de la superficie |
Las cáscaras gruesas ralentizan el enfriamiento | Esto provoca tensión y flexión |
El caparazón se dobla por el calor | Esto puede romper o doblar la cáscara |
Grosor desigual del caparazón | Esto provoca grietas por tensión |
Grosor uniforme de la cáscara | Esto ayuda a mantener el tamaño correcto de la pieza |
Eliminación de cera
La cera se extrae de la cáscara de cerámica por medios especiales. El desparafinado en autoclave utiliza vapor para fundir la cera rápidamente. Funciona con formas duras y cáscaras finas. El desparafinado al fuego utiliza fuego para quemar la cera rápidamente. Es el mejor método para las formas fuertes.
El desparafinado en autoclave de vapor funde la cera con vapor.
El desparafinado con fuego rápido quema la cera con calor intenso.
KEMING elige la mejor manera para su pieza. Este paso deja una carcasa hueca lista para el siguiente paso.
Precalentamiento de la carcasa
La cáscara de cerámica se calienta antes de verter el metal. Este paso seca la cáscara y elimina la ceniza. De este modo, la cáscara está lista para recibir el metal caliente. El precalentamiento detiene el choque cuando se vierte el metal.
Los moldes de la cáscara se calientan a 1500 °C para detener el choque térmico durante la fundición.
El precalentamiento del casco ayuda a que el metal llene todas las partes del molde. Si se calienta demasiado el casco, pueden producirse agujeros de gas o superficies rugosas. KEMING controla el calor para obtener los mejores resultados.
El precalentamiento de la cáscara también mejora el metal. Se obtiene un buen relleno y superficies lisas.
Vertido de metales
Se vierte el metal caliente en la cáscara calentada. En la fundición a la cera perdida pueden utilizarse muchos metales. Por ejemplo, aleaciones de acero, acero inoxidable, aleaciones con base de cobalto, aleaciones con base de níquel, superaleaciones, aleaciones con base de cobre, hierro fundido, aluminio y titanio.
Aleaciones de acero
Acero inoxidable
Aleaciones a base de cobalto
Aleaciones base níquel
Superaleaciones
Aleaciones a base de cobre
Hierro fundido
Aluminio
Titanio
KEMING le ofrece muchas opciones de metal para su proyecto. El proceso de fundición utiliza normas de seguridad para mantener a los trabajadores seguros y fabricar buenas piezas.
Protocolos de seguridad | Descripción |
|---|---|
Equipos de protección individual (EPI) | Utiliza guantes, botas y cobertores para mantenerte seguro. |
Manejo adecuado de la máquina | Compruebe las máquinas y mantenga la zona ordenada para evitar accidentes. |
Control de la humedad en los mohos | Asegúrese de que los moldes estén secos y caliéntelos para detener las ráfagas de vapor. |
Ventilación adecuada | Utiliza ventiladores y filtros para mantener el aire limpio. |
Enfriamiento y extracción del caparazón
Tras el vertido, deje que el metal se enfríe y se endurezca en la cáscara. Retire la cáscara de cerámica mediante vibración, chorros de agua, chorro de arena o martilleo. Estas formas pueden dejar trozos o suciedad, por lo que es posible que necesites una limpieza extra.
Vibración
Chorro de agua
Chorro de arena
Martilleo
También puede utilizar la lixiviación cáustica para limpiar los trozos de cerámica. Esto es bueno para espacios pequeños y canales interiores. KEMING utiliza estas formas para asegurarse de que su pieza está limpia.
Acabado
El último paso es el acabado de la pieza. Se pule para que quede brillante. El electropulido deja la superficie aún más limpia. Puede añadir revestimientos o chapados para una mayor protección. Los tratamientos superficiales ayudan a igualar la textura.
Pulido
Electropulido
Revestimiento
Revestimiento
Tratamientos superficiales
La fundición a la cera perdida permite obtener tamaños ajustados y superficies lisas. Puede ver los tamaños habituales en la tabla siguiente.
Categoría de tolerancia | Tolerancia dimensional lineal (ISO8062) |
|---|---|
CT4 | ±0.13 |
CT5 | ±0.18 |
CT6 | ±0.26 |
CT7 | ±0.37 |
CT8 | ±0.5 |
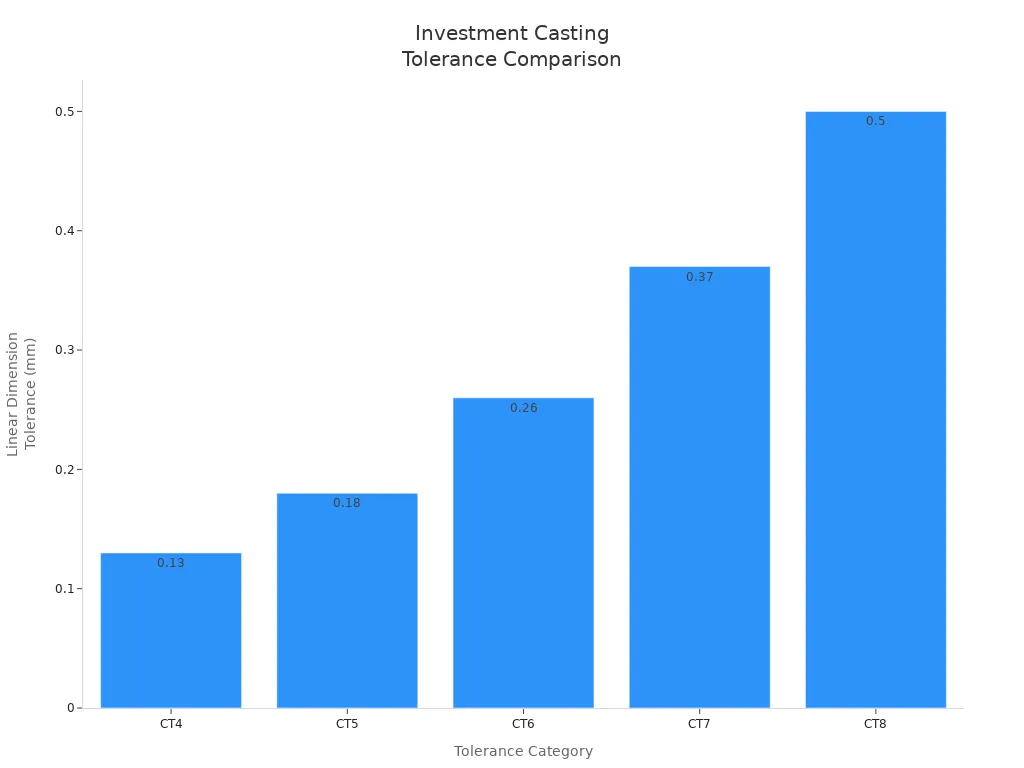
También se comprueba la planitud, la rectitud y la redondez. KEMING utiliza nuevas tecnologías y controles estrictos para garantizar que cada pieza sea correcta. La fundición a la cera perdida proporciona piezas con superficies lisas y tamaños exactos.
Ventajas de la fundición a cera perdida
Principales ventajas
La fundición a la cera perdida tiene muchas ventajas. Este proceso es especial porque te da:
Alta precisión y exactitud para cada pieza.
Puede hacer formas complejas y paredes finas con facilidad.
Tiene muchas opciones de materiales, como acero inoxidable, superaleaciones y aluminio.
El acabado superficial es excelente, por lo que necesita menos pulido.
Los costes de utillaje son menores, lo que ayuda con los lotes pequeños.
Hay menos defectos que en la fundición en arena, por lo que las piezas son más fiables.
Los resultados casi netos suponen menos residuos y un ahorro de material.
La fundición a la cera perdida permite utilizar metales férreos y no férreos. Puede fabricar piezas con detalles finos y tolerancias ajustadas. Este proceso también le ayuda a utilizar menos mano de obra y material, por lo que su trabajo es más eficiente y respetuoso con el medio ambiente.
A continuación se muestra una tabla que compara el acabado superficial de la fundición a la cera perdida con otros métodos de fundición:
Método de fundición | Rugosidad superficial (Ra) |
|---|---|
Fundición a la cera perdida | 0,6-0,9 µm |
Fundición en arena | 6-12 µm |
Fundición a presión | 1,6-3,2 µm |
La fundición a la cera perdida proporciona las superficies más lisas. Esto significa que sus piezas tendrán mejor aspecto y funcionarán mejor de inmediato.
Aplicaciones típicas
La fundición a cera perdida se encuentra en muchas industrias que necesitan piezas fuertes y complejas. KEMING trabaja con estos campos:
Aeroespacial: Usted utiliza la fundición a la cera perdida para los álabes de turbina, las toberas de combustible, los soportes y las piezas del tren de aterrizaje. Estas piezas deben ser seguras y funcionar bien.
Automoción: Este proceso se utiliza para piezas de motor, piezas de transmisión y soportes personalizados. La fundición a la cera perdida ayuda a que las piezas del automóvil sean más ligeras y resistentes.
Maquinaria: Usted elige la fundición a la cera perdida para engranajes, carcasas, válvulas y piezas de bombas. El proceso realiza diseños detallados y utiliza materiales resistentes.
Medicina y alimentación: Necesita piezas limpias, lisas y resistentes. La fundición a la cera perdida le ofrece piezas de acero inoxidable que cumplen las normas de higiene.
Energía y marina: Este método se utiliza para válvulas, impulsores y accesorios resistentes al calor y la corrosión.
La fundición a la cera perdida le permite diseñar piezas con orificios pasantes, ranuras y otras características difíciles de realizar con otros métodos de fundición. Puede crear lo que necesite, aunque sea muy complejo.
KEMING utiliza tecnología avanzada y controles estrictos. Puede confiar en que sus piezas cumplirán altos estándares en cualquier industria.
Puede contar con la fundición a la cera perdida para fabricar piezas metálicas. Este proceso es muy exacto y funciona con muchas aleaciones. Le ayuda a fabricar piezas con formas duras y superficies lisas. Se utiliza menos material y se gasta menos dinero. Muchas empresas utilizan la fundición para álabes de turbinas, herramientas médicas y piezas de maquinaria. KEMING utiliza nueva tecnología y cuidadosos controles para ofrecerle buenos resultados. Pruebe la fundición a la cera perdida para su próximo proyecto y notará una mayor calidad.
Se desperdicia menos material y se reducen los costes
Piezas de tamaños reducidos y formas complicadas
Se utiliza en aviones, hospitales y fábricas
PREGUNTAS FRECUENTES
¿Cuál es la principal diferencia entre la fundición en coquilla y la fundición a la cera perdida?
La fundición en coquilla es rápida y ahorra dinero. Utiliza moldes de arena y resina. La fundición a la cera perdida es mejor para piezas lisas y exactas. Utiliza patrones de cera y moldes de cerámica.
¿Qué metales pueden utilizarse en la fundición a la cera perdida?
Puede elegir entre muchos metales. Por ejemplo, acero inoxidable, acero al carbono, aluminio, aleaciones de cobre y superaleaciones. Así podrá elegir el metal que mejor se adapte a sus necesidades.
¿Cuál es la precisión de las piezas de fundición a la cera perdida?
La fundición a la cera perdida permite fabricar piezas con tamaños muy ajustados. La mayoría de las piezas tienen una precisión de ±0,13 mm. Esto le ayuda a fabricar piezas detalladas y resistentes.
¿Por qué elegir KEMING para la fundición a la cera perdida?
KEMING utiliza nuevas tecnologías y comprueba minuciosamente la calidad. Tiene muchas opciones de metal. KEMING le ayuda de principio a fin. Siempre obtendrá piezas exactas y buenas.



