
Cire perdue utilise la cire pour créer des moules complexes, tandis que le moulage en mousse perdue utilise des matériaux en mousse pour façonner les pièces. Les moules en cire créent des surfaces lisses et conviennent aux petites pièces complexes. Les moules en mousse conviennent pour les formes simples ou de grande taille et sont moins coûteux. Chaque moule moulage de précision Chaque méthode utilise des matériaux et des étapes différents. Comprendre ces différences aide les gens à choisir le meilleur procédé pour leurs projets.
Principaux enseignements
- Le moulage à la cire perdue convient pour les petites pièces complexes. Il est idéal lorsque vous avez besoin de surfaces lisses et d'une grande précision. Le moulage à la mousse perdue convient mieux aux formes simples et de grande taille. Il est généralement moins coûteux et plus rapide. Vous devez choisir la méthode de moulage appropriée en fonction de la taille, de la forme, du matériau et de la quantité de la pièce. Le moulage à la cire perdue utilise des moules en cire et des moules en céramique. Le moulage à la mousse perdue utilise des moules en mousse et des moules en sable. KEMING peut utiliser les deux méthodes de moulage. Ils aideront les clients à choisir le processus le mieux adapté à leurs projets.
Processus de moulage à la cire perdue

Le moulage à la cire perdue permet de produire des pièces très précises. Elle permet également d'obtenir des surfaces lisses. De nombreuses industries préfèrent cette méthode en raison de ses résultats remarquables.
Création de modèles pour la fonte à la cire perdue
La première étape consiste à réaliser un modèle. Les fabricants utilisent soit de la cire ordinaire, soit de la cire spéciale pour l'impression 3D. Chaque type a ses propres avantages, comme le montre le tableau ci-dessous :
| Type de matériau | Avantages |
|---|---|
| Modèles de cire conventionnels | Coûts moindres pour de nombreuses pièces, surfaces lisses, bonnes pour la répétition de pièces avec des outils. |
| Impression 3D Cire coulable/Polymère photosensible | Pas besoin d'outils durs, permet de réaliser des formes délicates, des changements rapides et des pièces sur mesure pour les patients. |
Ces options permettent aux concepteurs de créer des pièces complexes et reproductibles.
Formation de moules pour le moulage à la cire perdue
Ensuite, les ouvriers créent le moule. Ils plongent le modèle en cire dans une pâte céramique. Ils doivent répéter ce processus plusieurs fois pour former une coque extérieure robuste. Le tableau ci-dessous présente les étapes de ce processus :
| Aspect | Description |
|---|---|
| Matériau du moule | La boue céramique forme une couche extérieure résistante. |
| Technique | Le trempage répété rend la coquille épaisse et résistante. |
| Impact sur le produit final | Une coquille de moule de haute qualité permet d'obtenir une surface lisse et des dimensions précises. |
| Processus de déparaffinage | La cire est chauffée et fondue, laissant un espace parfait pour le moule. |
| Types de métaux | Convient à divers métaux, notamment le bronze, l'acier inoxydable et l'aluminium. |
Ce processus permet de garantir la précision et la douceur des pièces finales.
Applications de la fonte à la cire perdue
Le moulage à la cire perdue est largement utilisé dans de nombreuses industries. Elle est idéale pour fabriquer des pièces solides et complexes. Voici quelques industries qui utilisent ce procédé :
- Automobile : Fabrication de pièces précises et de formes complexes
- Aérospatiale : Fabrication de pièces légères, solides et délicates
- Pétrole et gaz : Fabrication de pièces adaptées aux températures élevées et aux environnements difficiles
- Transformation des aliments : Fabrication de pièces propres et fonctionnelles
- Ingénierie générale : Appliqué à une variété de domaines différents
L'industrie ferroviaire et la construction navale utilisent également la fonte à cire perdue. Elles ont besoin de pièces précises et solides. Ce procédé est le choix privilégié lorsque la précision et la solidité sont essentielles.
Procédé de moulage en mousse perdue

Utilisation de la mousse
Le moulage en mousse perdue commence par la création de moules en mousse. Les ouvriers conçoivent les moules à l'aide de logiciels de CAO. Ils façonnent la mousse à l'aide de machines-outils à commande numérique ou d'imprimantes 3D. La plupart des fonderies choisissent la mousse EPS parce qu'elle est peu coûteuse et légère. La mousse EPS est facile à mouler et brûle proprement. Cela simplifie le processus de moulage. La mousse XPS est plus lourde et a une durée de vie plus longue. Cependant, la mousse XPS est plus difficile à couper et à recycler. Le tableau ci-dessous présente les différences entre la mousse EPS et la mousse XPS :
| Fonctionnalité | EPS (polystyrène expansé) | XPS (polystyrène extrudé) |
|---|---|---|
| Coût | Plus bas | Plus élevé |
| Poids | Plus léger | Plus lourd |
| Durabilité | Plus fragile | Plus durable |
| Recyclage | Plus facile | Plus difficile |
La mousse EPS est souvent choisie parce qu'elle conserve bien sa forme. Elle aide également les travailleurs à créer des pièces précises.
Préparation du moule pour la coulée de mousse perdue
Après avoir fabriqué le moule en mousse, les ouvriers ajoutent des canaux de fermeture et d'aération. Ils appliquent une pâte spéciale à la mousse. Cela permet d'améliorer la résistance et la souplesse du moule. Le moule est placé dans le moule. Les ouvriers le remplissent hermétiquement de sable. Le sable de silice est largement utilisé en raison de sa stabilité et de sa disponibilité. Parfois, le sable de zirconium permet de mieux contrôler la température. La bentonite permet au sable de mieux se lier. Le tableau ci-dessous énumère les matériaux utilisés dans le moule :
| Type de matériau | Description |
|---|---|
| Polystyrène | Léger, stable et se consume proprement. |
| Boues réfractaires | Rend le moule plus solide et plus lisse. |
| Sable de silice | Commun, stable et facile à obtenir. |
| Sable de zircon | Aide à contrôler la chaleur et empêche la moisissure de se développer. |
| Argile bentonite | Permet au sable de s'agglutiner pour former un moule solide. |
Ces étapes contribuent à la production de pièces précises et robustes dans le cadre du moulage en mousse perdue.
Applications de la coulée de mousse perdue
La technologie du moulage en mousse perdue est largement utilisée dans de nombreuses industries. Les constructeurs automobiles l'utilisent pour fabriquer des blocs moteurs et des boîtiers ; les entreprises de l'aérospatiale et de la défense l'utilisent pour fabriquer des pales et des cadres ; les fabricants d'équipements l'utilisent pour fabriquer des vannes et des pompes ; les artistes et les architectes l'utilisent pour créer des sculptures et des portes ; et les agriculteurs l'utilisent pour fabriquer des moteurs de tracteurs et des vannes d'irrigation. Le moulage en mousse perdue est flexible et très précis, et convient à une grande variété d'opérations de moulage.
Conseil : Le moulage en mousse perdue convient le mieux aux formes simples ou de grande taille. Il est particulièrement adapté lorsque le coût et la rapidité sont des facteurs critiques.
Analyse comparative des méthodes de moulage à la cire perdue et à la mousse perdue
L'analyse comparative aide les ingénieurs et les concepteurs à choisir la meilleure méthode de moulage. KEMING propose des procédés de moulage en mousse perdue et de moulage en mousse perdue, offrant aux clients des options pour différentes opérations. Cette section présente les principales différences entre les deux procédés en termes d'étapes, d'outils, de matériaux et de coûts.
Étapes du processus
Les étapes du moulage en mousse perdue et du moulage en mousse perdue sont différentes. Elles diffèrent également en ce qui concerne les matériaux utilisés pour les modèles et le déroulement des opérations. Le moulage à mousse perdue utilise des modèles en cire, tandis que le moulage à mousse perdue utilise des modèles en mousse. Ces différences ont une incidence sur le nombre d'étapes du processus et sur le risque de défauts. L'échelle de production et la flexibilité diffèrent également.
| Étape | Cire perdue | Moulage en mousse perdue |
|---|---|---|
| Matériaux du modèle | Cire | Polystyrène expansé (EPS) |
| Création de motifs | Fabriqué à l'aide d'un moule | Sculptés ou assemblés à partir de blocs de mousse |
| Création d'une coquille | Immergé dans une boue céramique et séché | Revêtement avec de la boue réfractaire et séchage |
| Suppression du motif | La cire est fondue | La mousse s'évapore pendant la coulée |
| Coulée finale | Métal en fusion versé dans un moule en céramique | Le métal en fusion remplit le vide laissé par la mousse vaporisée |
Le moulage à la cire perdue comporte davantage d'étapes et nécessite la réalisation de modèles complexes et la mise en forme de la coquille. Ce procédé produit des pièces très précises et lisses. Le moulage à la mousse perdue comporte moins d'étapes et s'avère plus rapide et moins coûteux pour certains projets. Le modèle en mousse disparaît lors de la coulée du métal, ce qui signifie que moins d'étapes sont nécessaires pour retirer le modèle.
Outillage et matériaux
Les moules et les matériaux ont une incidence sur le coût, l'échelle de production et la flexibilité. Ils influencent également les types de métaux qui peuvent être utilisés. Le moulage à la cire perdue nécessite des modèles en cire plus complexes et des moules en coquille de céramique. Le moulage en mousse utilise des moules en mousse plus simples. Cela permet de réduire les coûts des moules pour les commandes de petites et moyennes séries.
| Méthode de coulée | Complexité de l'outillage | Coût initial de l'outillage | Compatibilité des matériaux | Limites |
|---|---|---|---|---|
| Cire perdue | Plus complexes (moules en cire et en céramique) | Élevée pour les gros volumes | Grande variété de métaux et d'alliages | La taille du modèle peut limiter la taille de la distribution |
| Moulage en mousse perdue | Plus simple (motifs en mousse) | Plus bas pour les petites/moyennes séries | Meilleur pour l'aluminium et la fonte | La mousse doit être compatible avec le métal en fusion |
Le moulage à la cire perdue convient à une grande variété de métaux, tels que l'acier, le bronze et l'aluminium. Il convient donc à de nombreuses industries. Le moulage en mousse est couramment utilisé pour le moulage de pièces en aluminium et en fonte. Le moule en mousse doit être hautement compatible avec le métal en fusion pour éviter tout problème.
Comparaison des coûts
Le coût est un élément important dans le choix d'une méthode de moulage. Le moulage en mousse perdue est généralement moins coûteux. Le moulage à la cire perdue a un coût initial plus élevé, mais peut être plus économique pour la production de masse en raison de sa grande précision et de sa répétabilité.
| Volume de production | Coût de la coulée de mousse perdue | Coût de la fonderie de précision |
|---|---|---|
| Petites séries (< 100 pièces) | $150-$300 chaque | $250-$500 chaque |
| Tirages moyens (100-1 000 pièces) | $120-$250 | $100-$200 |
| Gros volumes (> 1 000 pièces) | $100-$200 | $80-$150 |
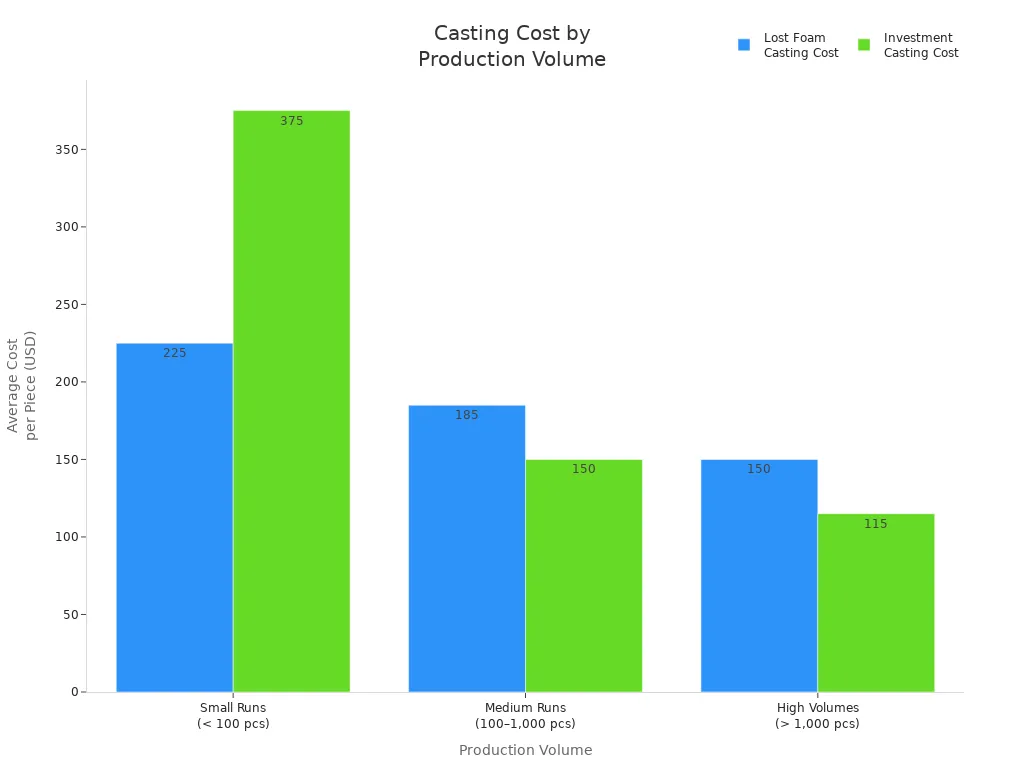
Le moulage en mousse perdue est plus économique pour les petites et moyennes séries. Le moulage à la cire perdue est plus adapté à la production de grands volumes, car les coûts des moules peuvent être répartis. Les deux méthodes conviennent à de nombreuses industries. Le choix dépend des exigences de précision des pièces, du nombre de pièces nécessaires et des matériaux utilisés.
Remarque : KEMING possède d'excellentes compétences en matière de moulage à la cire perdue et de moulage en mousse, ce qui permet aux clients d'obtenir des résultats optimaux. Les clients peuvent choisir une solution de haute précision ou à faible coût en fonction des exigences du projet.
Cire perdue et mousse perdue Finition de surface et précision dimensionnelle
Résultats de la fonte à la cire perdue
Le moulage à la cire perdue est réputé pour sa très grande précision. Il permet de produire des pièces aux surfaces lisses et aux détails précis. De nombreuses entreprises choisissent cette méthode lorsqu'elles ont besoin de pièces de haute précision. Ce procédé permet de créer des parois fines et des formes complexes impossibles à réaliser avec d'autres méthodes.
- Le moulage à la cire perdue permet de produire des pièces très précises et à surface lisse.
- Il peut prendre en charge des conceptions complexes et des parois minces.
- De nombreuses industries utilisent le moulage à la cire perdue pour fabriquer des pièces qui requièrent précision et résistance.
Les fabricants de produits aérospatiaux et d'appareils médicaux utilisent fréquemment ce procédé. Ils ont besoin de pièces aux ajustements serrés et à l'aspect lisse. Le moulage à la cire perdue leur permet d'obtenir les mêmes excellents résultats.
Résultats de la coulée de mousse perdue
Le moulage en mousse perdue permet également d'obtenir une bonne finition de surface et une bonne précision. Toutefois, sa précision n'est pas aussi élevée que celle du moulage à la cire perdue. Cette méthode convient aux pièces de grande taille ou aux situations où la maîtrise des coûts est essentielle. Le modèle en mousse est brûlé, ce qui élimine le besoin d'angles de dépouille. Cela permet de créer des formes difficiles à réaliser avec d'autres méthodes.
Le tableau ci-dessous présente les résultats attendus du moulage en mousse perdue :
| Etat de surface (Ra μm) | Tolérance dimensionnelle (%) | Notes |
|---|---|---|
| 4 à 8 | ±0,4 à ±1,5 | Utilise des motifs en mousse et du sable en vrac. |
Le moulage en mousse perdue est supérieur au moulage en sable humide, mais il n'est pas aussi lisse et précis que le moulage à la cire perdue. Il offre un bon équilibre entre le prix et la qualité. De nombreuses entreprises l'utilisent pour des pièces qui ne nécessitent pas une grande précision, mais qui doivent tout de même garantir de bonnes performances.
Conseil : si vous avez besoin de pièces très précises et lisses, le moulage en mousse perdue est le meilleur choix. Le moulage en mousse perdue convient mieux aux pièces plus grandes ou plus simples, afin d'économiser du temps et de l'argent.
Points forts et limites du moulage à la cire perdue et à la mousse perdue
La fonte à la cire perdue : avantages et inconvénients
Le moulage en mousse perdue est idéal pour produire des pièces très lisses et précises. De nombreuses entreprises utilisent ce procédé lorsqu'elles ont besoin de pièces de haute qualité. Le tableau ci-dessous énumère les avantages et les limites du moulage à la cire perdue :
Les points forts de la fonte à la cire perdue :
- Excellente qualité de surface
- Des dimensions précises
- Formes complexes
- Post-traitement minimal
- Idéal pour les composants de haute qualité
Limites de la fonte à la cire perdue :
- Plus de risques de contamination
- Risque de fermeture à froid
- Pores de turbulence
Cette méthode est largement utilisée dans les secteurs de l'aérospatiale, de l'automobile et de la bijouterie. Les ingénieurs choisissent le moulage à la cire perdue lorsqu'ils ont besoin de pièces délicates ne nécessitant pas de traitement supplémentaire excessif. Toutefois, cette méthode présente également quelques inconvénients. Parfois, des résidus de coquilles céramiques ou de cire peuvent provoquer une contamination. Les scories et l'oxydation peuvent également affecter la qualité de la pièce finale. Des porosités ou des joints froids peuvent se former si le métal est peu fluide.
Remarque : le moulage à la cire perdue est idéal pour les petites pièces complexes, mais les opérateurs doivent surveiller de près le processus de moulage afin d'éviter les défauts.
Avantages et inconvénients de la coulée de mousse perdue
Le moulage en mousse perdue est simple à mettre en œuvre et ne nécessite qu'un minimum de travail manuel. De nombreuses usines préfèrent ce procédé parce qu'il permet de gagner du temps et de réduire les coûts. Le tableau ci-dessous énumère ses principaux avantages et limites :
Avantages de la coulée de mousse perdue :
- Processus simplifié
- Réduction de l'intensité du travail
- Grande précision dimensionnelle
- Flexibilité de la conception
- Bonne qualité de coulée
- Placement efficace des colonnes montantes
- Facilité de maîtrise des processus
- Faible investissement et résultats rapides
Inconvénients de la coulée de mousse perdue :
- Ne convient pas à tous les métaux
- Émissions potentiellement plus élevées (fumées organiques)
Le moulage en mousse perdue permet aux ouvriers de créer des pièces de formes variées et de haute qualité. Elle est facile à apprendre. Cette méthode convient mieux à l'aluminium et à la fonte. Cependant, elle ne convient pas à tous les métaux. Elle peut également produire plus de fumées, c'est pourquoi l'usine a besoin d'une bonne ventilation.
Conseil : lors du choix d'un procédé, les ingénieurs doivent tenir compte de ses avantages et de ses limites. Le meilleur choix dépend de la taille, de la forme et du matériau de la pièce.
Choisir la bonne méthode de moulage à la cire perdue et à la mousse perdue
Facteurs clés de sélection
Le choix entre le moulage à la cire perdue et le moulage à la mousse perdue est crucial. Les ingénieurs prendront en compte le matériau du moule et le processus de fabrication du moule. Le type de pièce requis est également important. Le tableau ci-dessous énumère les différences entre ces facteurs :
| Facteur | Cire perdue | Moulage en mousse perdue |
|---|---|---|
| Matériau du motif | Cire | Mousse (polystyrène) |
| Similitude des processus | Similaire au moulage à la cire perdue | Similaire au moulage à la cire perdue |
| Création de moules | Nécessite la fonte d'un modèle en cire | Le modèle en mousse est consommé pendant la coulée |
| Application | Pièces de précision, conceptions complexes | Pièces plus grandes, dessins moins complexes |
Les exigences du projet sont également déterminantes. Le moulage en mousse perdue convient aux pièces de grande taille et de forme complexe, ainsi qu'aux pièces de taille moyenne à grande. Cette méthode permet de réduire le travail de découpe et d'assemblage. Le moulage à la cire perdue convient mieux aux petites pièces très détaillées, en particulier celles qui nécessitent une très grande précision.
Les ingénieurs prendront en compte la difficulté de fabrication des pièces, ainsi que le nombre de pièces et de matériaux nécessaires. KEMING aide ses clients à faire des choix en leur fournissant des conseils intelligents et en utilisant les nouvelles technologies. L'équipe utilise la technologie de numérisation 3D pour inspecter les modèles en mousse et les moules en métal, afin de s'assurer que chaque pièce est fabriquée avec un ajustement parfait.
Cas d'utilisation dans l'industrie
Les besoins varient d'une industrie à l'autre. Le tableau ci-dessous énumère les meilleurs scénarios d'application pour chaque processus :
| Méthode de coulée | Cas d'utilisation privilégiés | Adéquation des matériaux | Précision et état de surface | Volume de production |
|---|---|---|---|---|
| Moulage en mousse perdue | Grandes pièces géométriquement simples comme les blocs moteurs et les corps de pompe | Aluminium, fonte ductile pour les températures normales | Tolérances ±0,5-1,0 mm, état de surface de base | Production moyenne à élevée |
| Cire perdue | Applications critiques de précision telles que les composants aérospatiaux et les appareils médicaux | Aciers inoxydables, superalliages, titane | Tolérances de ±0,1-0,3 mm, finition de surface supérieure | Production faible à moyenne |
Les entreprises du secteur automobile et des machines utilisent le moulage en mousse perdue pour fabriquer des blocs moteurs et des pompes. Les entreprises des secteurs de l'aérospatiale et de la médecine utilisent le moulage à la cire perdue pour fabriquer des pièces dont les exigences en matière d'ajustement et de finition de surface sont extrêmement élevées. Commin peut fournir les deux procédés. Ils aident les usines clientes à obtenir des résultats de moulage optimaux.
Conseil : Veillez à choisir un procédé adapté à la taille, à la forme et au matériau du projet. L'équipe KEMING peut vous aider à choisir la meilleure solution pour vos projets d'usine.
Le moulage à la cire perdue est le mieux adapté aux pièces nécessitant une grande précision. De nombreuses entreprises l'utilisent pour fabriquer des pièces aux formes complexes et aux surfaces lisses. Le tableau ci-dessous énumère les raisons pour lesquelles les ingénieurs choisissent cette méthode pour des tâches difficiles :
| Métrique | Valeur |
|---|---|
| Finition de la surface | 0,9-1,0 Ra |
| Précision | Mieux que 0,1 mm |
| Volume de production | Modéré |
Le moulage à la cire perdue convient aux pièces plus grandes ou plus simples. Il peut aider les usines à gagner du temps et à réduire les coûts. Lors du choix d'un procédé de moulage, il faut tenir compte du matériau, du nombre de pièces nécessaires, de la complexité des pièces et du budget. KEMING fournit une assistance à chaque étape pour s'assurer que les clients choisissent le bon procédé. Pour toute question, n'hésitez pas à contacter l'équipe KEMING.
FAQ
Quelles sont les principales différences entre le moulage à la cire perdue et le moulage en mousse ?
Le moulage à la cire perdue utilise des modèles en cire et des moules en céramique. Le moulage en mousse utilise des moules en mousse et des moules en sable. Le moulage à la cire perdue produit des surfaces plus lisses et des niveaux de détail plus élevés. Le moulage en mousse est mieux adapté aux pièces plus grandes ou plus simples.
Quelle méthode de moulage convient le mieux aux formes complexes ?
Le moulage à la cire perdue est le mieux adapté aux formes complexes. Il produit des moules fins et des surfaces lisses. De nombreuses industries choisissent cette méthode pour couler des pièces aux caractéristiques délicates ou aux parois minces.
Les deux méthodes peuvent-elles utiliser les mêmes métaux ?
Le moulage à la cire perdue convient à une grande variété de métaux, notamment l'acier, le bronze et l'aluminium. Le moulage en mousse est généralement mieux adapté à l'aluminium et à la fonte. Chaque méthode a sa propre compatibilité avec les métaux.
Comment les coûts des deux méthodes se comparent-ils ?
Le moulage en mousse est généralement moins coûteux pour les petits et moyens volumes de production. Le moulage à la cire perdue a un coût initial plus élevé, mais il est plus rentable pour la production de gros volumes.



