Le moulage à la cire perdue et le moulage sous pression sont utilisés pour des applications différentes. Le moulage à la cire perdue est idéal pour créer des formes complexes et peut être utilisé avec une grande variété de matériaux. Le moulage sous pression, quant à lui, est connu pour sa rapidité et sa grande précision, ce qui le rend adapté à la production efficace de grandes quantités de pièces. Pour choisir entre ces procédés, il faut tenir compte de facteurs tels que le matériau, la complexité de la pièce et le volume de production requis. Le tableau ci-dessous met en évidence les différences entre le moulage à la cire perdue et le moulage sous pression en termes de précision, de coût et de rapidité :
| Caractéristique / Métrique | Moulage à la cire perdue | Moulage sous pression |
|---|---|---|
| Tolérance dimensionnelle (jusqu'à 25 mm) | ±0,250 mm | ±0,050 mm |
| Épaisseur minimale de la paroi | 1,00 mm | 0,50 mm |
| Taux de production typique | Jusqu'à 1000/h | Jusqu'à 200/h |
| Quantité minimale de production | 10 | 10,000 |
Tenez compte du matériau, de la forme et du nombre de pièces dont vous avez besoin avant de choisir le moulage à la cire perdue ou une autre méthode de moulage.
Principaux enseignements
- Coulée en cire perdue fonctionne bien pour les pièces de petite ou moyenne taille. Il convient aux pièces aux formes délicates et aux détails minuscules. Il permet d'utiliser de nombreux types de métaux.
- Le moulage sous pression est idéal pour fabriquer rapidement de grandes quantités de pièces. Il permet d'obtenir des pièces très précises. Il utilise principalement des métaux comme l'aluminium et le zinc.
- Choisissez le moulage à la cire perdue si vous avez besoin de moins de pièces. C'est également une bonne solution si vous souhaitez modifier la conception ou si vous avez besoin de beaucoup de détails.
- Choisissez le moulage sous pression si vous avez besoin de fabriquer rapidement de nombreuses pièces. C'est la meilleure solution si vous êtes soucieux de la rapidité, des économies et des dimensions exactes.
- Utilisez la liste de contrôle pour vous aider à choisir la bonne méthode de moulage. Pensez à la forme, à la taille, au nombre de pièces et au coût de votre projet.
Principales différences
Comparaison rapide
Vous devez tenir compte de plusieurs éléments avant de choisir entre le moulage à la cire perdue et le moulage sous pression. Chacune d'entre elles a des qualités différentes. Le tableau ci-dessous montre qu'elles ne sont pas identiques :
| Processus de coulée | Précision et état de surface | Tolérances dimensionnelles / Forme nette | Coût et volume de production Adéquation | Notes complémentaires |
|---|---|---|---|---|
| Moulage au sable | Moins précis ; surface plus rugueuse | Formes à l'intérieur d'environ 1/4 de pouce | Moins cher ; fonctionne pour les grosses pièces | Bon pour les objets lourds tels que les blocs moteurs |
| Moulage à la cire perdue | Très précis ; surface lisse | Très précis et capable de réaliser des formes dures | Coût plus élevé ; bon pour les petites et moyennes séries | Idéal pour les avions, les pièces médicales et les pièces électriques |
| Moulage sous pression | Très précis ; surface lisse | Proche de la forme et de la taille finales | Les outils coûtent cher ; le mieux est de fabriquer de nombreuses pièces | Utilisé pour les métaux comme l'aluminium ; peut nécessiter plus de travail après l'opération |
Le moulage à la cire perdue permet de fabriquer des pièces très détaillées et aux faces lisses. Il convient pour les formes délicates et les ajustements serrés. Le moulage sous pression permet également de produire des pièces précises, mais il est plus rapide et plus adapté à la fabrication de grandes quantités d'une même pièce. Le moulage au sable n'est pas aussi précis et convient mieux aux pièces de très grande taille.
La composition de la pièce a également son importance. Par exemple, l'aluminium pèse moins lourd et fond à 660°C. L'acier est plus lourd et fond à une température plus élevée. L'acier est plus lourd et fond à une température plus élevée. Ces éléments modifient la méthode de coulée à utiliser.
Conseil : la douceur d'une pièce peut modifier sa durée de vie. Des pièces plus lisses provenant d'un moulage à la cire perdue ou d'un moulage sous pression peuvent les aider à durer plus longtemps et à ne pas s'user aussi rapidement.
Quand utiliser chacun d'entre eux ?
Le choix de la bonne méthode de coulée dépend de vos besoins. Voici quelques conseils :
- Choisissez le moulage à l'investissement si :
- La pièce est délicate ou comporte de petits détails.
- Vous voulez une finition très lisse.
- Vous n'avez besoin que d'un petit ou d'un moyen nombre de pièces.
- Le matériau est difficile à couler avec d'autres méthodes.
- Choisissez le moulage sous pression si :
- Vous avez besoin de milliers ou de millions d'exemplaires de la même pièce.
- La partie n'est pas trop compliquée.
- Vous utilisez un métal comme l'aluminium ou le zinc.
- Vous devez fabriquer des pièces rapidement.
- Le moulage au sable est préférable pour les pièces de très grande taille ou si vous voulez économiser de l'argent.
Chaque méthode a ses avantages. Le moulage à la cire perdue est idéal pour les formes délicates et la flexibilité. Le moulage sous pression permet de fabriquer rapidement de nombreuses pièces et d'économiser de l'argent.
Processus de moulage à la cire perdue

Comment ça marche
Le moulage à la cire perdue permet de fabriquer des pièces métalliques en plusieurs étapes. Tout d'abord, les ouvriers fabriquent un modèle en cire qui ressemble à la pièce. Ils trempent la cire dans un liquide céramique. Ils la recouvrent ensuite de sable fin. Cette étape est répétée plusieurs fois pour obtenir une coquille dure. Lorsque la coquille est sèche, elle est chauffée. La cire fond et laisse un espace creux à l'intérieur de la coquille. Ensuite, on verse du métal chaud dans la coquille. Le métal remplit chaque petit espace et reproduit tous les détails. Lorsque le métal refroidit, les ouvriers cassent la coquille. La pièce métallique ressemble au modèle en cire. De cette manière, vous pouvez fabriquer des pièces aux formes délicates et aux détails minuscules.
Remarque : l'impression 3D à la cire permet de réaliser des modèles plus rapidement et plus précisément. Cela permet d'éviter les erreurs.
Forces et limites
Le moulage à la cire perdue présente de nombreux avantages pour la fabrication de pièces exactes :
- Il peut produire des pièces très proches de la bonne taille, même à ±0,05 mm.
- Vous pouvez utiliser de nombreux métaux, comme l'acier inoxydable, l'aluminium et le titane.
- Les pièces sortent lisses et peuvent avoir des formes dures.
- Des machines spéciales vérifient que chaque pièce a la bonne taille.
- Le pressage isostatique à chaud (HIP) permet d'éliminer les petits trous. Les pièces sont ainsi plus résistantes et de meilleure qualité.
- Vous n'avez pas besoin de faire beaucoup de coupes ou de façonnages supplémentaires. Cela permet d'économiser du temps et de l'argent.
- Cela fonctionne bien si vous n'avez besoin que de quelques pièces.
Mais le moulage à la cire perdue n'est pas toujours la meilleure solution. Elle prend du temps car chaque moule est fabriqué à la main. Elle convient mieux aux pièces qui nécessitent beaucoup de détails ou des métaux spéciaux. Si vous avez besoin d'un grand nombre de pièces rapidement, une autre méthode peut s'avérer préférable.
Processus de moulage sous pression

Comment ça marche
Le moulage sous pression utilise une forte pression pour pousser le métal fondu dans un moule en acier appelé matrice. Les ouvriers commencent par faire fondre des métaux comme l'aluminium ou le zinc dans un four chaud. Ils versent le métal fondu dans une chambre spéciale. Un piston pousse rapidement le métal dans la matrice. Le métal remplit tous les espaces à l'intérieur du moule. La matrice refroidit rapidement le métal, de sorte que la pièce devient vite dure. Les ouvriers ouvrent la matrice et en sortent la pièce finie. De cette manière, les usines peuvent fabriquer des milliers de pièces qui se ressemblent toutes.
Le moulage sous pression fonctionne mieux avec les métaux qui fondent à basse température. Les moules peuvent avoir de nombreuses formes et de petits détails. Les usines utilisent des machines pour exécuter le processus. Cela permet de fabriquer des pièces plus rapidement et avec moins d'erreurs.
Remarque : le moulage sous pression permet d'obtenir des parois minces et des angles aigus, ce qui est difficile à réaliser avec d'autres méthodes.
Forces et limites
Le moulage sous pression présente de nombreux avantages pour la fabrication de pièces métalliques :
- Vitesse élevée : les machines peuvent fabriquer de nombreuses pièces par heure.
- Grande précision : Les pièces sortent avec des ajustements serrés et des côtés lisses.
- Réduction des coûts : La fabrication d'un grand nombre de pièces permet de réduire le prix de chacune d'entre elles.
- Moins de déchets : Le processus utilise juste assez de métal, de sorte qu'il n'en reste pas beaucoup.
- Bon pour l'automatisation : Les usines utilisent des robots et des courroies pour déplacer les pièces et les maintenir en bon état.
Un exemple concret montre comment les changements peuvent améliorer le moulage sous pression :
| Métrique | État initial | Amélioration réalisée |
|---|---|---|
| Taille du terrain | 60 000 pcs/an | N/A |
| Force de fermeture | 1600 tonnes | Réduit à 1200 tonnes |
| Poids du projectile | 2885 grammes | Réduit à 2470 grammes (réduction 14%) |
| Durée du cycle | 26,5 secondes | Réduction 10% |
| Porosité en volume | Haut | Réduction 62% |
| Recettes | ~€38,000 | ~100 000 € (augmentation de 165%) |
| Sortie | Base de référence | +7 pcs/heure |
| Qualité | Base de référence | Amélioration 50% |
Des études montrent que l'utilisation de systèmes sous vide dans le moulage sous pression permet de réduire les bulles de gaz dans les pièces en aluminium de 4% à 1%. Cela rend les pièces plus résistantes et permet aux usines d'utiliser plus d'espaces dans chaque matrice. Cela permet de fabriquer des pièces plus rapidement et d'économiser de l'argent.
- Les entreprises utilisent des systèmes FIFO pour suivre les pièces et les améliorer.
- Les convoyeurs relient les machines, ce qui permet de gagner du temps et d'éviter les erreurs.
- Un bon équipement permet au processus de fonctionner presque toute la semaine.
- La production allégée permet de contrôler les coûts et d'obtenir de meilleurs résultats.
Le moulage sous pression convient mieux à la fabrication de nombreuses pièces, de formes simples ou moyennes, et de métaux tels que l'aluminium ou le zinc. Il peut ne pas fonctionner correctement pour les pièces très grandes ou très épaisses. Les usines choisissent le moulage sous pression lorsqu'elles ont besoin de nombreuses pièces rapidement, avec une bonne qualité et un faible coût pour chacune d'entre elles.
Matériaux et compatibilité
Matériaux de fonderie à la cire perdue
Le moulage à la cire perdue fonctionne avec de nombreux types de métaux. Il peut utiliser des alliages ferreux et non ferreux. L'acier inoxydable, l'acier au carbone, l'aluminium et les alliages de cuivre sont souvent utilisés. Les usines choisissent le moulage à la cire perdue pour les pièces à parois minces ou comportant de nombreux détails. Les alliages Cu-Sn, qui sont composés de cuivre et d'étain, conviennent bien à la fabrication de pièces minces et précises. Le processus nécessite que le métal s'écoule bien dans le moule. C'est ce qu'on appelle la fluidité. La fluidité est la facilité avec laquelle le métal se déplace dans le moule. Si l'alliage contient plus d'étain, le métal s'écoule moins bien. Cela peut entraîner des erreurs dans la pièce. Couler le métal à plus haute température et utiliser moins d'étain permet au métal de mieux s'écouler et d'éviter les problèmes.
Remarque : le moulage à la cire perdue permet d'obtenir des pièces lisses et de créer des formes que d'autres méthodes ne permettent pas.
| Alliage/procédé | Facteurs clés de compatibilité | Défis/avantages |
|---|---|---|
| Cu-Sn (cuivre-étain) | Parois minces, formes précises | Une teneur élevée en étain réduit la fluidité, ce qui entraîne davantage de défauts ; une température plus élevée et une teneur moindre en étain contribuent à améliorer la situation. |
| AA7075 - Moulage à la cire perdue | Faible taux de refroidissement, bonne finition de surface | Peut provoquer des phases grossières, des fissures à chaud, des rétrécissements ; haute précision possible |
Matériaux de moulage sous pression
Le moulage sous pression utilise des métaux qui fondent à basse température. L'aluminium, le zinc et le magnésium sont les plus utilisés. Ces métaux remplissent rapidement la matrice et refroidissent rapidement. Les usines utilisent le moulage sous pression lorsqu'elles doivent fabriquer de nombreuses pièces. Certains alliages, comme le AA7075, ne conviennent pas au moulage sous pression. Cet alliage doit refroidir très rapidement, ce qui peut poser des problèmes. Le moulage sous pression de parois minces avec l'AA7075 ne fonctionne pas parce que le métal ne s'écoule pas bien. La plupart des métaux utilisés pour le moulage sous pression doivent se déplacer facilement et durcir sans fissures ni trous.
- Alliages d'aluminium : Utilisés pour les pièces automobiles et l'électronique.
- Alliages de zinc : Bon pour les petites pièces détaillées.
- Alliages de magnésium : Choisis pour les pièces légères.
| Alliage/procédé | Facteurs clés de compatibilité | Défis/avantages |
|---|---|---|
| AA7075 - Moulage sous pression | Une vitesse de refroidissement élevée est nécessaire | Provoque des défauts ; la coulée de parois minces n'est pas réussie ; des problèmes de fluidité sont présents |
| Aluminium, Zinc, Mg | Bonne fluidité, refroidissement rapide | Idéal pour les volumes importants et les formes simples à moyennes |
Conseil : Choisissez le bon métal en pensant à la forme et à la taille de la pièce, ainsi qu'au nombre de pièces dont vous avez besoin.
Complexité des pièces
Flexibilité de la conception
La flexibilité de la conception est importante lors du choix d'un procédé de moulage. Le moulage à la cire perdue permet aux ingénieurs de fabriquer des pièces aux formes délicates et aux parois minces. Ce procédé utilise des modèles en cire, de sorte que presque toutes les formes peuvent être réalisées. Les concepteurs peuvent facilement ajouter des trous, des courbes et de petites caractéristiques. Le moulage sous pression est également flexible, mais il fonctionne mieux pour les formes simples. Il convient mieux aux pièces dont l'épaisseur des parois est régulière. Les angles vifs et les contre-dépouilles profondes sont difficiles à réaliser avec le moulage sous pression.
Une nouvelle étude montre comment de nouvelles conceptions peuvent faciliter le moulage. Les ingénieurs ont utilisé l'impression 3D de sable pour fabriquer des formes de carottes spéciales. Ces formes ont permis au métal de mieux s'écouler et de réduire les erreurs. Le tableau ci-dessous montre ce qui s'est passé :
| Métrique | Résultat pour de nouvelles conceptions de carottes (impression de sable en 3D) | Comparaison avec la porte traditionnelle |
|---|---|---|
| Réduction de l'ensemble des défauts de moulage | Réduction jusqu'à 99,5% (carotte à hélice conique) | Réduction significative des défauts |
| Réduction des inclusions | Réduction 35% (tige de coulée à hélice conique) | Inclusions inférieures confirmées par MEB |
| Amélioration de la résistance mécanique | 8.4% augmentation de la résistance ultime à la flexion | Amélioration des performances mécaniques |
Remarque : des systèmes de grille spéciaux, réalisés à l'aide de nouveaux outils de conception, peuvent rendre les pièces moulées plus résistantes et plus propres.
Détail et précision
Les détails et la précision sont importants pour les pièces qui doivent bien s'ajuster ou se déplacer. Le moulage à la cire perdue permet de mettre en évidence de minuscules détails et des arêtes vives. Le procédé consiste à copier exactement le modèle en cire. Même de petits logos ou mots peuvent apparaître sur la pièce finale. Le moulage sous pression permet également de fabriquer des pièces précises, mais il n'offre pas autant de détails que le moulage à la cire perdue. Les deux méthodes permettent d'obtenir des surfaces lisses, mais le moulage à la cire perdue présente souvent plus de détails.
Les concepteurs doivent réfléchir à la quantité de détails dont leur pièce a besoin. Si une pièce a besoin de petites rainures, de trous minuscules ou de courbes délicates, le moulage à la cire perdue est la meilleure solution. Le moulage sous pression convient aux pièces qui doivent être précises mais dont les formes sont simples.
Taille et poids
Petites et grandes pièces
La taille de la pièce joue un rôle important dans le choix du bon procédé de moulage. Le moulage à la cire perdue fonctionne le mieux pour les pièces de petite et moyenne taille. Cette méthode permet de créer des pièces aussi légères que quelques grammes et jusqu'à environ 100 kilogrammes. Le moulage sous pression est également adapté aux pièces de petite et moyenne taille, mais il peut également produire des pièces pesant jusqu'à 300 kilogrammes. Les usines utilisent souvent le moulage sous pression pour des pièces telles que des boîtiers automobiles ou des boîtiers électroniques, qui doivent être à la fois légers et résistants.
Le moulage en sable et le moulage par centrifugation conviennent mieux aux pièces très grandes ou très lourdes. Ces méthodes permettent de traiter des pièces pesant plusieurs tonnes. Lorsque les ingénieurs ont besoin d'une pièce aux détails fins et à la finition lisse, ils choisissent souvent le moulage à la cire perdue pour les petites pièces. Le moulage sous pression est choisi lorsque de nombreuses pièces de taille moyenne sont nécessaires rapidement.
Conseil : Pour les pièces minuscules et détaillées, le moulage à la cire perdue offre les meilleurs résultats. Pour les pièces plus grandes et plus volumineuses, le moulage en sable ou le moulage par centrifugation peuvent s'avérer plus pratiques.
Facteurs de poids
Le poids influe non seulement sur la méthode de moulage, mais aussi sur le coût et la vitesse de production. Les pièces plus légères sont plus faciles à manipuler et refroidissent plus rapidement, ce qui permet d'augmenter les taux de production. Les pièces plus lourdes prennent plus de temps à refroidir et peuvent nécessiter un équipement de manutention spécial.
Le tableau ci-dessous montre comment les différentes méthodes de moulage s'accordent avec le poids des pièces et d'autres facteurs :
| Méthode de coulée | Gamme de poids typique (kg) | Capacité de mise en forme | Niveau de coût | Taux de production | Tolérance (mm) | Notes sur l'adéquation |
|---|---|---|---|---|---|---|
| Moulage au sable | 0,05 à illimité | Toutes les formes | Faible à moyen | Faible (<100/h) | ±1.0 | Bon pour les pièces très grandes ou très lourdes |
| Moulage à la cire perdue | 0,005 à 100 | Toutes les formes | Haut | Moyenne à élevée (jusqu'à 1000/h) | ±0.05 | Idéal pour les pièces de petite et moyenne taille avec des détails fins |
| Moulage sous pression | 0,05 à 300 | La plupart des formes | Faible à moyen | Élevé (5-200/h) | ±0.05 | Idéal pour les pièces de poids moyen et les taux de production élevés |
Comme le montre le tableau, le moulage à la cire perdue et le moulage sous pression conviennent tous deux aux pièces de petite et moyenne taille, mais le moulage sous pression peut prendre en charge des pièces plus lourdes. Le moulage au sable est le meilleur choix pour les pièces les plus grandes et les plus lourdes. Le poids et la taille guident les ingénieurs vers la méthode de moulage la plus efficace et la plus rentable.
Volume de production
Courses basses et moyennes
Le moulage à la cire perdue fonctionne bien pour les petites et moyennes séries. Les entreprises choisissent souvent ce procédé lorsqu'elles ont besoin de 10 à quelques milliers de pièces. La mise en œuvre du moulage à la cire perdue ne nécessite pas d'outillage coûteux. Il s'agit donc d'un choix judicieux pour les pièces personnalisées ou pour tester de nouvelles conceptions. Les ingénieurs peuvent modifier la conception sans coûts supplémentaires élevés.
Le moulage à la cire perdue permet également des changements rapides. Si une entreprise a besoin d'ajuster une pièce, elle peut le faire en créant un nouveau modèle de cire. Cette flexibilité est utile lors de la fabrication de prototypes ou de petites séries. De nombreuses industries, telles que l'aérospatiale et la médecine, utilisent le moulage à la cire perdue pour ces raisons.
Conseil : le moulage à la cire perdue est idéal pour les projets qui nécessitent un niveau de détail élevé mais pas de production de masse.
Courses à haut volume
Le moulage sous pression se distingue dans la production de grands volumes. Les usines utilisent cette méthode lorsqu'elles ont besoin de milliers, voire de millions de pièces. Le processus utilise des matrices en acier solide qui résistent à de nombreux cycles. Bien que le coût initial de la matrice soit élevé, le coût par pièce diminue au fur et à mesure de la production.
Les machines de moulage sous pression peuvent produire des pièces rapidement. Cette rapidité aide les entreprises à honorer les commandes importantes dans les délais impartis. Les secteurs de l'automobile et de l'électronique ont souvent recours au moulage sous pression pour cette raison. Le processus fonctionne mieux pour les pièces qui ne changent pas souvent.
| Volume de production | Moulage à la cire perdue | Moulage sous pression |
|---|---|---|
| Faible (10-1 000) | ✅ Meilleur choix | ❌ Pas efficace |
| Moyen (1 000-10 000) | ✅ Bonne option | ✅ Bonne option |
| Élevé (10 000+) | Coûteux | ✅ Meilleur choix |
Note : Pour les gros volumes, le moulage sous pression offre le coût le plus bas par pièce et les taux de production les plus rapides.
Tolérances et finition
Niveaux de précision
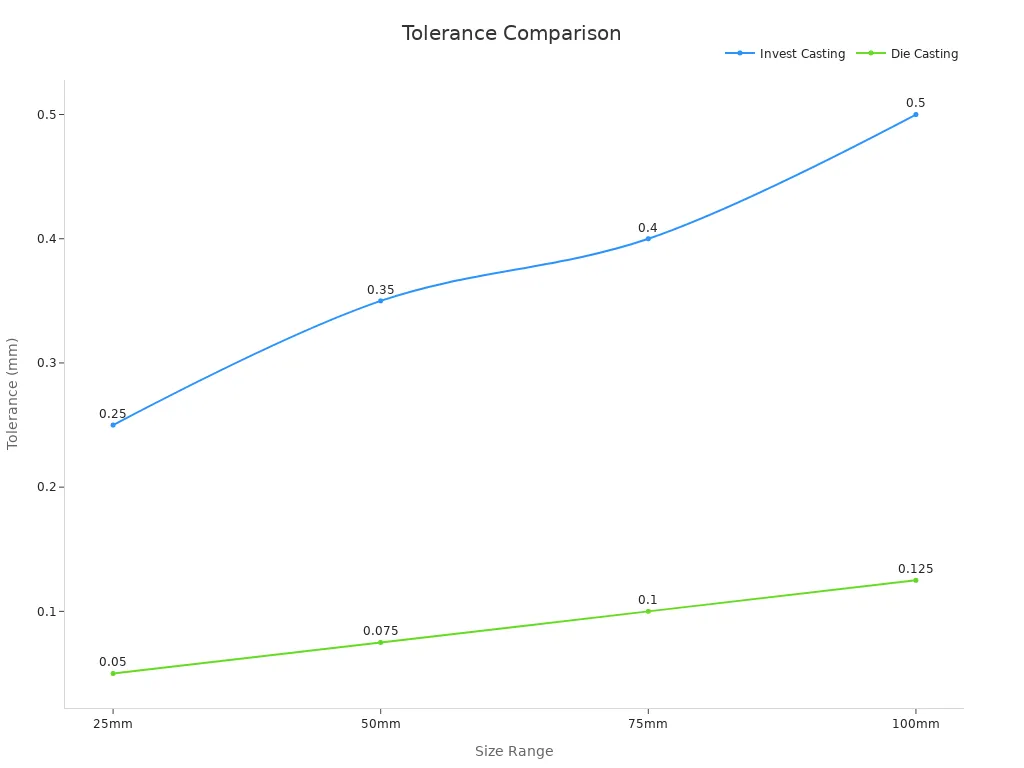
Les tolérances nous indiquent dans quelle mesure une pièce est proche de la taille prévue. Le moulage à la cire perdue et le moulage sous pression permettent tous deux de fabriquer des pièces avec des tolérances serrées. Le moulage sous pression permet généralement de fabriquer des pièces encore plus précises. Par exemple, le moulage sous pression peut produire de petites caractéristiques avec des tolérances aussi étroites que ±0,05 mm. Le moulage à la cire perdue maintient généralement des tolérances de l'ordre de ±0,25 mm. Parfois, avec un travail minutieux, le moulage à la cire perdue peut faire encore mieux pour certaines pièces.
Les données relatives aux pièces moulées de haute précision montrent que 99,73% des tailles de trous se situent dans une fourchette de ±3 écarts types. Cela signifie que la plupart des pièces répondent à des règles de qualité strictes. Lorsque la température change pendant la coulée, les pièces peuvent devenir plus grandes ou plus petites. Si la température augmente de 1°C, la taille peut changer d'environ 8,5 micromètres. Les ingénieurs utilisent des mesures spéciales pour corriger ces changements et maintenir la précision des pièces.
L'utilisation de bons outils de mesure et de processus réguliers permet aux usines de s'assurer que les pièces s'adaptent et fonctionnent correctement.
Qualité de surface
L'état de surface correspond à la sensation et à l'aspect lisse ou rugueux d'une pièce. Le moulage à la cire perdue et le moulage sous pression permettent tous deux d'obtenir des surfaces lisses. Le moulage à la cire perdue présente souvent plus de détails minuscules. Les inspecteurs utilisent des normes telles que ANSI/ASME B46.1 pour vérifier l'état de surface. Ils prennent de nombreuses mesures et trouvent la moyenne, car une seule lecture peut ne pas montrer la texture réelle.
- L'état de surface présente des aspérités, des ondulations et des rugosités.
- RMS et Ra sont deux façons de mesurer la rugosité. Les valeurs RMS sont généralement supérieures d'environ 11% à Ra pour la plupart des surfaces.
- Les usines peuvent rendre les surfaces plus lisses en modifiant le support de finition ou la façon dont elles tiennent la pièce.
Il est important de choisir la bonne méthode de mesure. Les profilomètres à contact, les outils optiques sans contact et l'observation de la pièce permettent tous de vérifier la surface. Le fait de choisir le mauvais endroit ou d'utiliser la mauvaise unité peut entraîner des erreurs et ralentir le processus.
Conseil : Indiquez toujours où et comment mesurer l'état de surface. Cela permet d'éviter les erreurs et de faire avancer la production.
Rapidité et délai d'exécution
Vitesse de production
La vitesse de production joue un rôle important dans le choix d'un procédé de moulage. Le moulage sous pression se distingue par ses temps de cycle rapides. Les usines utilisant le moulage sous pression en chambre chaude peuvent produire entre 150 et 2 000 pièces par heure, en fonction de la taille du composant. Cette vitesse élevée fait du moulage sous pression un choix de premier ordre pour les commandes importantes. Le moulage sous pression à chambre froide est un peu plus lent, mais il permet tout de même de produire des volumes importants.
Le moulage à la cire perdue prend plus de temps. Les ouvriers doivent créer des modèles en cire, construire des coquilles en céramique et attendre que chaque couche sèche. Chaque étape augmente le temps total nécessaire. Par conséquent, le moulage à la cire perdue produit généralement moins de pièces par heure que le moulage sous pression. Ce procédé convient mieux aux projets qui nécessitent un niveau de détail élevé, mais pas de grandes quantités.
Le tableau ci-dessous compare la vitesse de production des différentes méthodes de moulage :
| Processus de coulée | Volume de production Adéquation | Cadence (pièces/heure) | Notes sur la vitesse et l'efficacité |
|---|---|---|---|
| Moulage sous pression à chaud | Élevé (≥10 000 pièces) | 150-2,000+ | Le plus rapide, le meilleur pour la production de masse |
| Moulage sous pression en chambre froide | Élevé (≥10 000 pièces) | Plus lent que la chambre chaude | Bon pour certains alliages, toujours à grande vitesse |
| Moulage à la cire perdue | Faible à moyen | Non spécifié, plus lent que la mort | Meilleur pour les détails, pas pour la vitesse |
| Moulage au sable | Faible (jusqu'à 500 pièces) | Le plus lent | Utilisé pour les pièces lourdes et de grande taille, pas pour la vitesse |
Le moulage sous pression offre les taux de production les plus rapides, ce qui le rend idéal pour les industries qui ont besoin de nombreuses pièces identiques rapidement.
Temps de préparation
Le temps de préparation est le temps qu'il faut pour être prêt à produire. Le moulage sous pression nécessite des matrices en acier spécial. La fabrication de ces matrices demande du temps et des compétences. Une fois que les matrices sont prêtes, le processus se déroule rapidement. Cette méthode fonctionne bien pour les grandes séries, car le coût et le temps sont répartis sur de nombreuses pièces.
La coulée à la cire perdue est organisée différemment. Les ouvriers fabriquent des modèles en cire et des moules en céramique pour chaque lot. Le temps de préparation est plus court que pour le moulage sous pression, en particulier pour les petites séries. Le moulage à la cire perdue est donc un bon choix pour les prototypes ou les pièces personnalisées.
Le délai de production comprend toutes les étapes, du début à la fin. Les usines examinent chaque étape pour repérer les retards et améliorer la vitesse. Le moulage sous pression est généralement plus long à mettre en place, mais la production est beaucoup plus rapide. Le moulage à la cire perdue est plus court, mais la fabrication des pièces est plus lente.
Conseil : Pour une livraison rapide de grosses commandes, le moulage sous pression est la meilleure option. Pour une production flexible en petites séries, le moulage à la cire perdue permet de gagner du temps lors de l'installation.
Facteurs de coût
Coûts d'outillage
Les coûts de l'outillage jouent un rôle important dans le choix entre le moulage à la cire perdue et le moulage sous pression. Le moulage à la cire perdue nécessite des moules spéciaux pour chaque pièce. La fabrication de ces moules demande du temps et des compétences. Le coût de l'outillage pour le moulage à la cire perdue est élevé, en particulier pour les formes complexes. Toutefois, le processus permet d'apporter des modifications si la conception n'est pas définitive. Cette flexibilité est utile pour la fabrication de prototypes ou de pièces personnalisées.
Le moulage sous pression nécessite un investissement initial important pour l'outillage. Les matrices en acier utilisées dans ce processus peuvent coûter environ $45 000. La fabrication de ces matrices prend environ 12 semaines. Changer la matrice après le début de la production est difficile et coûteux. C'est pourquoi le moulage sous pression convient mieux aux modèles qui ne changeront pas. Les entreprises choisissent souvent le moulage sous pression lorsqu'elles prévoient de fabriquer de nombreuses pièces et qu'elles sont sûres de la conception.
| Méthode de coulée | Caractéristiques du coût de l'outillage | Volume de production Adéquation |
|---|---|---|
| Moulage à la cire perdue | Coûts d'outillage initiaux plus élevés ; moules complexes | Volumes faibles à moyens |
| Moulage sous pression | Coût initial élevé de l'outillage (par exemple, ~$45 000) | Volumes élevés |
Conseil : Pour les conceptions nouvelles ou changeantes, le moulage à la cire perdue offre plus de souplesse. Pour les projets stables et à grand volume, l'outillage de moulage sous pression est rentable au fil du temps.
Coûts par pièce
Les coûts par pièce dépendent du nombre de pièces dont l'entreprise a besoin. La fonderie à la cire perdue a des coûts modérés par pièce. Par exemple, la fabrication d'une pièce peut coûter environ $100. Ce prix reste stable pour les petites et moyennes séries. Le coût ne diminue pas beaucoup lorsque le volume augmente.
Le moulage sous pression est particulièrement intéressant pour la fabrication de nombreuses pièces. Le coût par pièce peut être aussi bas que $30. Ce prix bas est obtenu après que l'entreprise a fabriqué suffisamment de pièces pour couvrir le coût élevé de l'outillage. Le seuil de rentabilité est d'environ 850 pièces. Ensuite, le moulage sous pression devient le choix le plus économique.
- Le moulage à la cire perdue convient aux petites séries ou aux commandes personnalisées.
- Le moulage sous pression est la meilleure solution pour les commandes importantes et les conceptions mûres.
Les entreprises doivent réfléchir au nombre de pièces dont elles ont besoin et à la fréquence à laquelle la conception est susceptible d'être modifiée. Cela les aide à choisir la méthode de moulage la plus rentable.
Choisir le bon processus
Liste de contrôle pour la prise de décision
Choisir le meilleur procédé de moulage peut s'avérer difficile. Les concepteurs et les ingénieurs utilisent des outils spéciaux pour les aider à choisir. Ces outils comparent les besoins du projet avec ce que chaque méthode de moulage peut faire. Ils prennent en compte des éléments tels que le matériau utilisé, la forme et la taille de la pièce, le coût et le nombre de pièces nécessaires. Certains outils présentent de grandes listes de données sur chaque procédé. D'autres utilisent des points pour déterminer le procédé le mieux adapté.
Voici une liste de contrôle qui vous aidera à trouver le procédé de moulage adapté à votre projet :
| Exigences du projet | Moulage sous pression | Moulage à la cire perdue | Moulage au sable |
|---|---|---|---|
| Volume de production élevé | ✅ Meilleur ajustement | ❌ Pas idéal | ❌ Pas idéal |
| Formes complexes | ⚠️ Quelques limites | ✅ Meilleur ajustement | ⚠️ Quelques limites |
| Tolérances serrées | ✅ Excellent | ✅ Très bien | ❌ Moins précis |
| Finition de surface lisse | ✅ Excellent | ✅ Excellent | ❌ Rougher |
| Volume faible à moyen | Coûteux | ✅ Meilleur ajustement | ✅ Bonne tenue |
| Grande taille des pièces | ⚠️ Quelques limites | ⚠️ Jusqu'à la taille moyenne | ✅ Meilleur ajustement |
| Délai d'exécution rapide | ✅ Le plus rapide | ⚠️ Modéré | ❌ Lent |
| Faible coût d'outillage | ❌ Haute | ⚠️ Modéré | ✅ Faible |
| Changements de conception nécessaires | ❌ Difficile | ✅ Flexible | ✅ Flexible |
| Large choix de matériaux | ⚠️ Limited | ✅ Large gamme | ✅ Large gamme |
Conseil : utilisez ce tableau pour vous aider à prendre une décision. Réfléchissez aux besoins les plus importants pour votre projet.
Comment les experts font leur choix
- Les concepteurs utilisent des systèmes informatiques contenant de nombreuses informations sur chaque méthode de moulage. Ces systèmes permettent de choisir la meilleure option en fonction des besoins de la pièce.
- Certaines méthodes attribuent une note à chaque processus en fonction de critères tels que la précision de la taille, la fluidité de la pièce et le nombre de pièces nécessaires.
- Certains outils font appel à la logique floue pour les éléments difficiles à mesurer, comme la douceur d'une pièce ou le caractère délicat de sa forme.
- Les modèles de coûts permettent de comparer tous les coûts, comme la fabrication du moule, le paiement des travailleurs et la finition de la pièce.
- Certains systèmes combinent des chiffres et des idées d'experts pour aider à faire le choix final.
- Les nouvelles méthodes utilisent à la fois la notation et la logique floue pour classer les anciennes et les nouvelles méthodes de moulage.
Exemples concrets
- Une entreprise de pompes a fabriqué une pièce importante et délicate en seulement quatre semaines en utilisant des modèles imprimés en 3D et le moulage à la cire perdue. Elle a ainsi obtenu la rapidité et la précision qu'elle souhaitait.
- Les ingénieurs ont obtenu des pièces plus lisses en passant au moulage rapide avec des modèles imprimés en 3D. Ils ont gagné du temps et n'ont pas eu besoin de nouveaux moules.
- Une équipe a réparé des fuites dans des pièces de pompes en utilisant des simulations informatiques. Ils ont trouvé le problème rapidement et ont amélioré les pièces.
- Une entreprise a regroupé plusieurs pièces en une seule coulée. Cela a permis de renforcer la pièce et d'économiser de l'argent.
Remarque : de nombreux projets font appel à des conseils d'experts, à des outils informatiques et à des essais réels pour choisir le meilleur procédé de moulage.
Étapes de la décision
- Notez ce qui compte le plus pour votre projet, comme la forme, la taille, le nombre de pièces et la finition.
- Consultez le tableau ci-dessus pour savoir quelle méthode de coulage correspond à vos besoins.
- Utilisez des outils de décision ou demandez à un expert si votre projet est délicat.
- Consultez des études de cas ou d'anciens projets similaires au vôtre.
- Choisissez le processus qui correspond le mieux à vos objectifs.
N'oubliez pas : La meilleure procédure dépend de ce dont vous avez besoin. Prenez le temps de comparer les choix et demandez à des experts si vous n'êtes pas sûr.
Le moulage à la cire perdue convient pour les pièces aux formes délicates et très détaillées. Il fonctionne également avec de nombreux matériaux différents. Le moulage sous pression est préférable lorsque vous devez fabriquer rapidement de nombreuses pièces qui doivent être très précises. Vous pouvez consulter le tableau de décision pour vous aider à choisir ce dont vous avez besoin. Les experts estiment qu'il est judicieux de vérifier la qualité à l'aide de radiographies et de tests de résistance pour les deux méthodes. Si votre pièce est spéciale ou difficile à fabriquer, un expert en moulage peut vous aider à choisir la meilleure méthode et surveiller des éléments tels que la fabrication du moule et la rapidité de son refroidissement.
FAQ
Quelle est la principale différence entre le moulage à la cire perdue et le moulage sous pression ?
Le moulage à la cire perdue utilise des moules en cire et en céramique pour fabriquer des pièces détaillées. Le moulage sous pression utilise des moules en métal et une forte pression pour fabriquer rapidement de nombreuses pièces. Chaque méthode convient à des tâches différentes.
Quelle est la méthode de moulage la plus adaptée aux petites séries ?
Le moulage à la cire perdue convient aux petites et moyennes séries. Il ne nécessite pas d'outils coûteux. Les entreprises peuvent modifier la conception si nécessaire. Le moulage sous pression est plus adapté à la fabrication de nombreuses pièces en une seule fois.
Les deux méthodes peuvent-elles utiliser les mêmes métaux ?
Non, ce n'est pas possible. Le moulage à la cire perdue fonctionne avec de nombreux métaux tels que l'acier et le titane. Le moulage sous pression utilise principalement l'aluminium, le zinc ou le magnésium. Le métal choisi dépend du procédé.
Comment les tolérances se comparent-elles entre les deux méthodes ?
Le moulage sous pression permet de fabriquer des pièces avec des tolérances plus étroites, de l'ordre de ±0,05 mm. Le moulage à la cire perdue est également précis, mais reste généralement aux alentours de ±0,25 mm.
Quel procédé permet d'obtenir une finition de surface plus lisse ?
Les deux méthodes permettent d'obtenir des pièces lisses. Le moulage à la cire perdue présente souvent plus de détails minuscules et une texture plus fine. Le moulage sous pression permet également d'obtenir des pièces lisses, en particulier lorsqu'il s'agit d'en fabriquer plusieurs à la fois.