
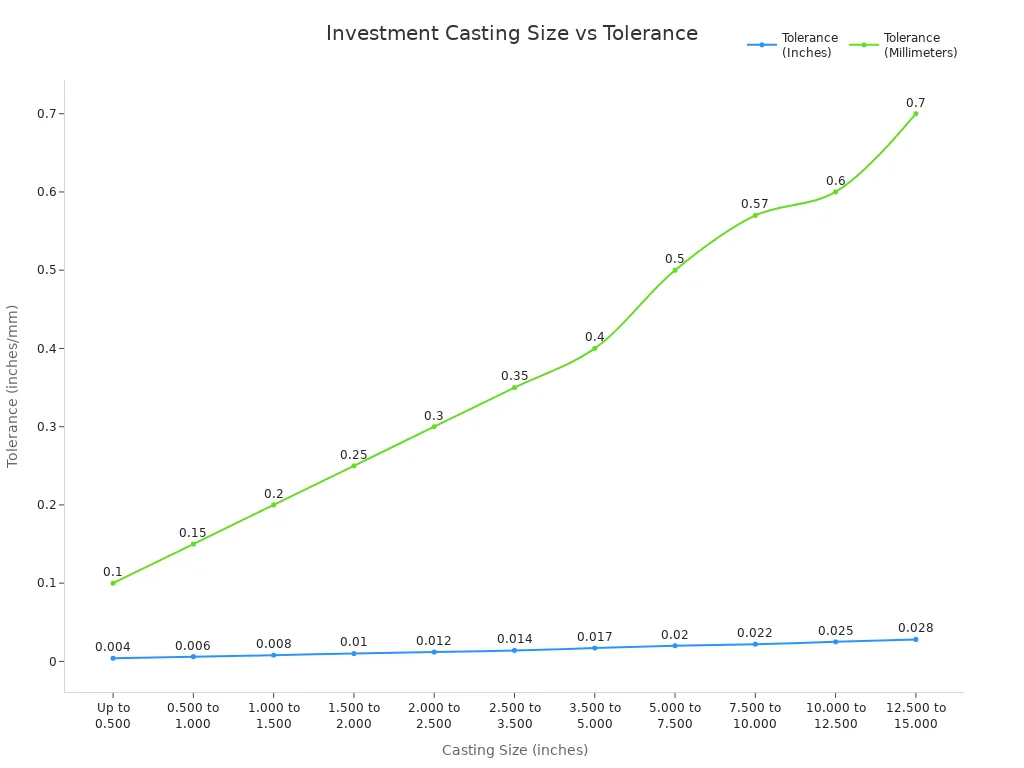
Инвестиционное литье Процессы позволяют достичь чрезвычайно высокой точности, с допусками от ±0,002 до ±0,010 дюймов (от ±0,05 до ±0,25 мм). В приведенной ниже таблице перечислены распространенные точное литьё диапазоны допусков для деталей разных размеров:
| Размер литья по выплавляемым моделям | Допуск (дюймы) | Допуск (миллиметры) |
|---|---|---|
| До 0,500 | ± .004″ | ± 0,10 мм |
| 0.500 - 1.000″ | ± .006″ | ± 0,15 мм |
| 1.000 - 1.500″ | ± .008″ | ± 0,20 мм |
| 1.500 - 2.000″ | ± .010″ | ± 0,25 мм |
| 2.000 - 2.500″ | ± .012″ | ± 0,30 мм |
| 2.500 - 3.500″ | ± .014″ | ± 0,35 мм |
| 3.500 - 5.000″ | ± .017″ | ± 0,40 мм |
| 5.000 - 7.500″ | ± .020″ | ± 0,50 мм |
| 7.500 - 10.000″ | ± .022″ | ± 0,57 мм |
| 10.000 - 12.500″ | ± .025″ | ± 0,60 мм |
| 12.500 - 15.000″ | ± .028″ | ± 0,70 мм |
| Каждый дополнительный дюйм добавляет | ± .001″ | ± 0,025 мм |
Для инженеров, конструкторов и покупателей деталей точность имеет первостепенное значение. Она помогает им производить прочные, долговечные и тщательно проработанные высококачественные детали. KEMING использует передовое оборудование и строгие процессы контроля, чтобы гарантировать, что каждая деталь полностью соответствует требованиям.
Основные выводы
- Литье по выплавляемым моделям обеспечивает чрезвычайно высокую точность, от ±0,002 до ±0,010 дюймов, что делает его идеальным для производства хрупкие детали.
- Поверхность получается исключительно гладкой, обычно от 4 до 16 микродюймов, что означает минимальную необходимость полировки, что экономит время и средства.
- Этот процесс позволяет создавать сложные формы с соблюдением жестких допусков, благодаря чему он широко используется в аэрокосмической и автомобильной промышленности.
- Проверка качества имеет первостепенное значение. Компания KEMING использует специализированные инструменты и методы, чтобы гарантировать соответствие каждой детали строгим стандартам.
- Выбор литья по выплавляемым моделям повышает прочность и надежность деталей, позволяя им отлично работать в суровых условиях.
Допуски при литье по выплавляемым моделям

Типичные диапазоны допусков при литье по выплавляемым моделям
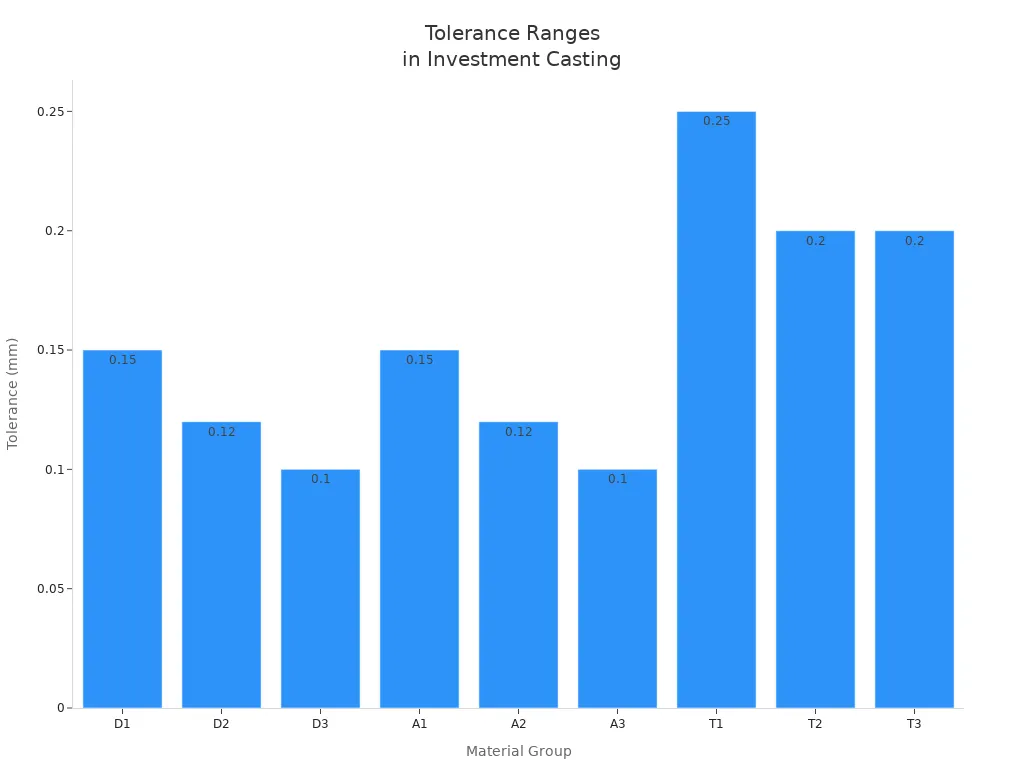
Литье по выплавляемым моделям позволяет получать детали с очень малыми допусками, подходящие для широкого спектра материалов и размеров. Инженеры предпочитают этот процесс, поскольку он позволяет достичь точности в диапазоне от ±0,005 до ±0,015 дюйма. В следующей таблице перечислены общие диапазоны допусков для различных сплавов и размеров:
| Группа материалов | Диапазон номинальных размеров (мм) | Допуск (мм) |
|---|---|---|
| D1 | до 6 | ±0.15 |
| D2 | до 6 | ±0.12 |
| D3 | до 6 | ±0.10 |
| A1 | до 6 | ±0.15 |
| A2 | до 6 | ±0.12 |
| A3 | до 6 | ±0.10 |
| T1 | до 6 | ±0.25 |
| T2 | до 6 | ±0.20 |
| T3 | до 6 | ±0.20 |
Компания KEMING использует передовое оборудование и строгие процессы тестирования, чтобы гарантировать, что ее продукция соответствует или превосходит отраслевые стандарты. Их команда применяет точные процессы, чтобы гарантировать, что каждая отливка соответствует требованиям.
Точность размеров при литье по выплавляемым моделям
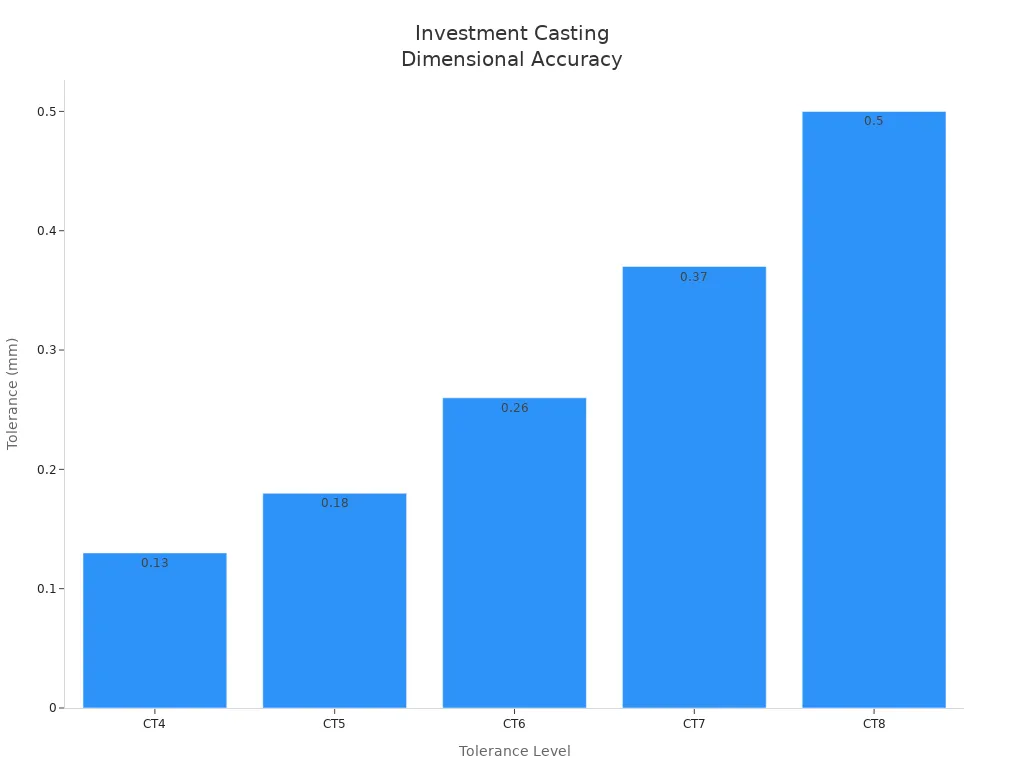
Точность размеров - это степень приближения размеров и формы детали к стандартным размерам. В литье по выплавляемым моделям точность зависит от измерения и контроля каждого этапа. Для контроля деталей компания KEMING использует специализированные инструменты, такие как координатно-измерительные машины (КИМ) и 3D-сканеры. Эти инструменты помогают обнаружить тонкие ошибки еще до того, как детали покинут завод.
В таблице ниже приведены общепринятые допуски линейных размеров при литье по выплавляемым моделям:
| Уровень толерантности | Допуск на линейные размеры (мм) |
|---|---|
| CT4 | ±0.13 |
| CT5 | ±0.18 |
| CT6 | ±0.26 |
| CT7 | ±0.37 |
| CT8 | ±0.5 |
Команда KEMING использует контроль технологического процесса и неразрушающий контроль, такой как рентгеновское и компьютерное сканирование. Эти меры помогают убедиться в том, что каждая деталь соответствует требованиям заказчика.
Отделка поверхности литья по выплавляемым моделям
Под отделкой поверхности понимается гладкость на ощупь и внешний вид детали. При литье по выплавляемым моделям получаются очень гладкие поверхности. Средняя шероховатость поверхности большинства деталей составляет от 4 до 16 микрон. Это значительно лучше, чем шероховатость поверхности при литье в песчаные формы, которая обычно составляет от 250 до 500 микрон.
| Метод литья | Ra (мкн) | Отделка Нет. |
|---|---|---|
| Инвестиционное литье | 4-16 | 8 |
| Литье в песок | 250-500 | Н/Д |
Гладкая поверхность требует меньше дополнительной полировки или резки. Детали, изготовленные по технологии KEMING, могут использоваться напрямую или требуют лишь минимальной доводки. Это экономит время и деньги клиентов.
Совет: Хорошая обработка поверхности означает меньше работы после литья, что ускоряет производство.
Сложность деталей при литье по выплавляемым моделям
Литье по выплавляемым моделям позволяет получать детали сложной формы и с мелкими деталями. Дизайнеры могут добавлять жесткие допуски, внутренние пространства и гладкие поверхности. Этот процесс идеально подходит для сложных деталей, которые трудно изготовить другими методами.
- Инженеры могут проектировать детали со сложным внутренним пространством.
- Этот процесс позволяет добиться жестких допусков на мельчайшие детали.
- Гладкие поверхности, как правило, требуют лишь минимальной дополнительной обработки.
- Литье KEMING может отливать детали различных размеров, но лучше всего оно подходит для деталей малого и среднего размера.
Проектировщикам следует помнить о некоторых правилах. Толщина стенок должна быть не менее 1,5-2,5 мм, в зависимости от сплава. Постоянная толщина стенок помогает металлу заполнить форму. Добавление усиливающих ребер или ферм может повысить прочность детали.
| Ограничения/проблемы | Описание |
|---|---|
| Ограничения по размеру и весу | Литье по выплавляемым моделям лучше всего подходит для деталей малого и среднего размера. Большие или тяжелые детали, как правило, недоступны для этого процесса. |
| Очень маленькие сооружения | Изготовление крошечных и тонких форм может быть затруднено и не привести к желаемому результату. |
| Равномерная толщина стенок | Поддержание постоянной толщины стенок является одной из основных задач при проектировании. |
| Резкие переходы | Для достижения хороших результатов литья очень важно избегать резких изменений в конструкции. |
| Соответствующий угол наклона | Соответствующие углы вытяжки помогают создавать оболочки. |
Специалисты KEMING помогают клиентам разрабатывать детали, чтобы в полной мере использовать преимущества литья по выплавляемым моделям. Их команда обеспечивает всестороннюю поддержку клиентов на протяжении всего процесса для достижения оптимальных результатов.
Факторы, влияющие на точность литья по выплавляемым моделям
Качество деталей и форм
Качество пресс-формы имеет решающее значение для точности литья по выплавляемым моделям. Высококачественная восковая модель раскрывает мельчайшие детали, помогая создавать детали правильного размера. Прочная керамическая форма сохраняет свою форму при заливке металла, обеспечивая точность размеров.
- Восковые модели должны быть гладкими и неповрежденными.
- Керамические формы должны быть достаточно прочными, чтобы предотвратить растрескивание.
- Каждый шаг, от создания восковой модели до погружения керамической формы, способствует повышению точности.
| Лучшая практика | Описание |
|---|---|
| Простота дизайна | Простые формы снижают риски и позволяют создавать лучшие формы. |
| Постоянство толщины стенок | Одинаковая толщина предотвращает коробление и делает детали более прочными. |
| Использование черновых углов | Небольшие углы помогают деталям легко выходить из форм. |
Перед литьем компания KEMING проверяет формы и модели с помощью специализированных инструментов. Их команда измеряет размеры формы и равномерно наносит разделительный агент. Эти действия помогают избежать ошибок и гарантируют, что каждая деталь соответствует стандартам.
Управление процессом литья по выплавляемым моделям
Управление процессом определяет точность и повторяемость точного литья. Необходимо точно контролировать температуру и время. Неправильная температура впрыска или заливки может привести к таким проблемам, как усадка. Соответствующее давление обеспечивает полное заполнение формы.
| Фактор | Влияние на точность и воспроизводимость |
|---|---|
| Температура впрыска | Факторы, влияющие на точность и воспроизводимость |
| Температура заливки | Контролирует расход металла и предотвращает проблемы. |
| Сроки | Равномерно заполняет форму и не допускает ошибок. |
| Правильное давление | Убедитесь, что форма заполнена полностью и равномерно. |
Современные компании, такие как KEMING, используют машины и интеллектуальные технологии для поддержки производства. Эти устройства непрерывно контролируют температуру, давление и время. Цифровые двойники и технологии 3D-сканирования позволяют проверять и прогнозировать результаты, обеспечивая точность изготовления каждой детали.
Сложность конструкции литья по выплавляемым моделям
Сложность конструкции детали также влияет на ее точность. Простые конструкции с равномерной толщиной стенок и разумными углами осадки легче отливать. Конструкция сердечника предотвращает задержку воздуха и облегчает заполнение формы. Количество литников и вес детали влияют на принцип работы пресс-формы и ее стоимость.
| Аспекты дизайна | Описание |
|---|---|
| Углы наклона | Поможет убрать восковые узоры и предотвратить ошибки. |
| Основной дизайн | Предотвращает образование воздушных карманов и слабых мест. |
| Вес и размер | Изменяет количество вмещаемых форм и цену. |
| Количество ворот | Одни ворота делают процесс стабильным и быстрым. |
| Толщина стенок | Равномерная толщина делает детали более точными. |
Инженеры KEMING помогают клиентам выбрать оптимальную конструкцию. Они предоставляют консультации, чтобы помочь клиентам изготовить детали, которые одновременно точны и просты в обработке. Благодаря их помощи каждый проект соответствует высоким стандартам.
Совет: Простые конструкции и тщательный контроль над процессом делают литье по выплавляемым моделям более эффективным.
Процессы литья по выплавляемым моделям

Регулировки обработки
После литья детали обычно требуют дополнительной обработки. Механическая обработка позволяет улучшить посадку металлических деталей. На станках с ЧПУ можно выполнять такие виды обработки поверхности, как резка, сверление или шлифование. Эти операции помогают деталям соответствовать более жестким допускам и делают поверхности более гладкими. Механическая обработка позволяет создавать формы, которые невозможно получить литьем.
- Улучшенная посадка отливок.
- Помогает деталям соответствовать более жестким требованиям к допускам.
- Более гладкие и эстетически привлекательные поверхности.
- Изготовление специальных форм и деталей.
- Повышение точности размеров проектных чертежей.
- Повышенная прочность и эксплуатационные характеристики поверхности.
- Обеспечение бесперебойной работы и простоты сборки деталей.
Механическая обработка имеет решающее значение во многих отраслях промышленности. В автомобильной, морской и железнодорожной промышленности требуются идеально подогнанные детали, способные работать под давлением.
Обеспечение качества
Контроль качества гарантирует, что каждая деталь соответствует требованиям. Для проверки точности литых деталей используются различные методы. Некоторые тесты проверяют наличие поверхностных трещин или микропор. Другие проверяют внутреннюю часть детали без ее вскрытия. Такое оборудование, как координатно-измерительные машины и 3D-сканеры, используется для измерения каждой детали, чтобы проверить, соответствует ли она проектным требованиям.
| Метод | Назначение |
|---|---|
| Визуальные и размерные проверки | Проверяйте детали на соответствие требованиям с помощью специализированного оборудования. |
| Ультразвуковой контроль | Проверьте внутреннюю прочность деталей. |
| Неразрушающий контроль (NDT) | Используйте рентгеновские снимки и компьютерную томографию, чтобы найти скрытые отверстия или проблемы. |
| Тестирование на проникновение | Найдите поверхностные микротрещины. |
| Механические испытания | Проверьте прочность и вязкость материала. |
| Испытание на твердость | Проверяет, насколько деталь устойчива к износу и изгибу. |
Контроль качества начинается до литья и продолжается после него. Команда проверяет материалы и конструкцию, чтобы предотвратить возникновение проблем. Во время литья они контролируют весь процесс и быстро исправляют ошибки. После литья они проверяют и тестируют каждую деталь, чтобы убедиться в ее соответствии требованиям. Эти этапы помогают обеспечить заказчиков надежными и точными деталями, подходящими для широкого спектра проектов.
Примечание: Тонкая обработка и строгий контроль качества являются ключом к производству высококачественных деталей литья по выплавляемым моделям.
Литье по выплавляемым моделям по сравнению с другими методами
Сравнение литья в песчаные формы
Литье в песок и литье по выплавляемым моделям - это два метода изготовления металлических деталей. Каждый метод имеет свои преимущества и недостатки. В таблице ниже показаны их различия в точности и качестве обработки поверхности:
| Метод литья | Типичный допуск | Шероховатость поверхности (Ra, мкм) |
|---|---|---|
| Литье в песок | ±1,5-3,0 мм | 6.3-25 |
| Инвестиции (Lost-Wax) | ±0,1-0,5 мм | 1.6-6.3 |
Отлитые в песке детали имеют более шероховатую поверхность и меньшую точность. Такие детали обычно требуют дополнительной обработки после литья. Детали, отлитые по выплавляемым моделям, имеют более гладкую поверхность и высокую точность. Конструкторы могут использовать его для изготовления тонкостенных деталей и деталей сложной формы.
В таблице ниже перечислены преимущества и недостатки каждого метода:
| Аспект | Инвестиционное литье | Литье в песок |
|---|---|---|
| Точность | Очень жесткие допуски (до .003″) | Формы близки, но не точны |
| Отделка поверхности | Гладкая поверхность, около 125 мкм | Более грубая отделка |
| Стоимость | Затраты на запуск и производство больше | Дешевле сделать |
| Ограничения по размеру | Лучше всего подходит для мелких, детализированных деталей | Возможность изготовления крупных деталей (до 6 000 фунтов) |
| Производственный цикл | Занимает больше времени, поскольку является сложным | Быстрее сделать |
| Возможности проектирования | Может создавать твердые формы | Только простые формы |
Сравнение литья под давлением
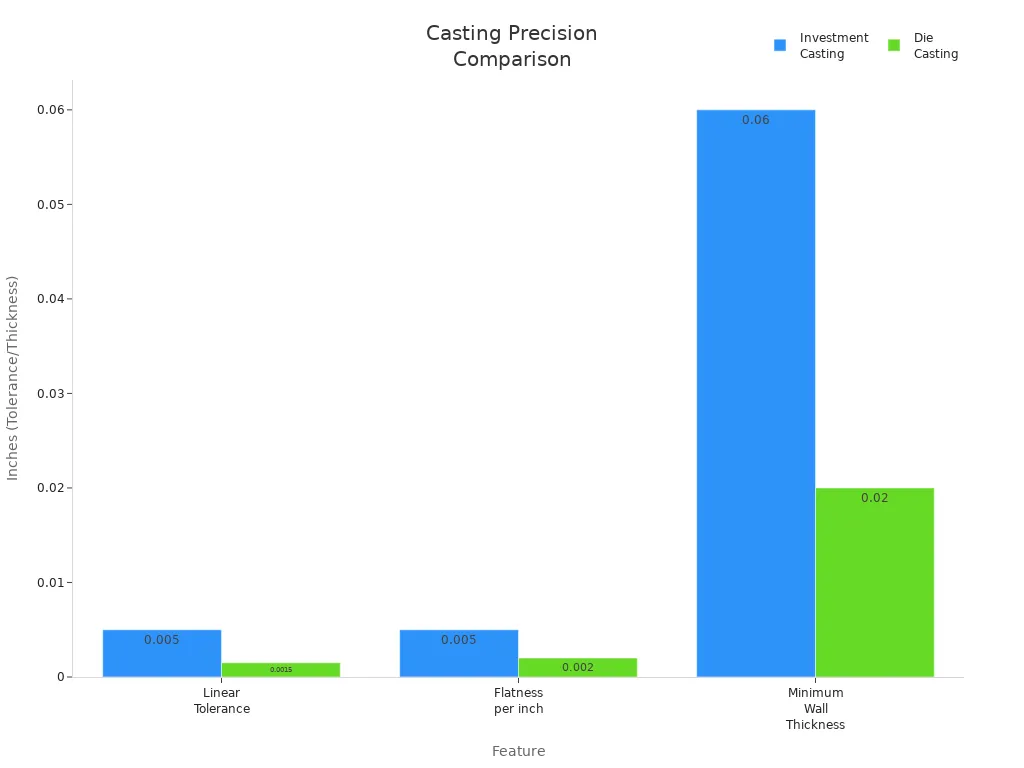
При литье под давлением используются формы из высокопрочной стали для быстрого изготовления большого количества деталей. Он подходит для массового производства идентичных деталей. Этот метод позволяет получать очень маленькие допуски и чрезвычайно тонкие стенки. В таблице ниже приведено сравнение точности и толщины стенок для каждого метода:
| Допустимость характеристик | Инвестиционное литье | Литье под давлением |
|---|---|---|
| Линейный допуск (типичный) | ±0,005 дюйм/дюйм | ±0,0015 дюйм/дюйм |
| Плоскостность (на дюйм) | 0,005 дюйма | 0,002 дюйма |
| Минимальная толщина стенок | ~0,060″ (1,5 мм) | ~0,020″ (0,5 мм) |
Литье под давлением позволяет получать детали, которые почти всегда идентичны. Литье по выплавляемым моделям позволяет получать более утонченные и сложные формы.
Последствия применения
Точное литье лучше всего подходит для изготовления деталей сложной формы с высокими требованиями к допускам. Оно обычно используется в областях, требующих чрезвычайно высокой точности, таких как аэрокосмическая промышленность, автомобилестроение, медицинское оборудование и энергетическое оборудование. В таблице ниже перечислены области применения точного литья:
| Промышленность | Описание |
|---|---|
| Аэрокосмическая промышленность | Легкие и сложные детали |
| Автомобили | Точные детали для обеспечения безопасности и производительности |
| Медицинское оборудование | Детали, которые должны быть точно подогнаны |
| Промышленное оборудование | Жесткие формы для машин |
| Энергия | Точные детали для турбин |
| Электромобиль | Аккумулятор и детали двигателя |
| Пищевая промышленность | Хорошие детали для пищевого оборудования |
| Военные | Прочные и надежные детали |
| Горная промышленность | Прочное и точное оборудование |
| Морская тематика | Сложные детали для лодок |
| Производство бумаги | Точные детали для бумагоделательных машин |
| Опреснение воды | Хорошие детали для очистки воды |
Совет: Точное литье рекомендуется для изготовления небольших сложных деталей, требующих гладкой поверхности и высоких допусков. Оно помогает инженерам и конструкторам создавать прочные и долговечные изделия, способные выдерживать различные жесткие условия эксплуатации.
Детали, изготовленные методом точного литья, имеют отличную посадку и гладкую, эстетически привлекательную поверхность. Этот метод производства особенно подходит для деталей сложной формы и широко используется во многих отраслях промышленности. Выбор оптимального метода литья помогает получить прочные и долговечные детали, продлевая срок их службы. Компания KEMING использует передовое оборудование и тщательно проверяет каждую деталь, чтобы гарантировать соответствие каждого проекта высоким стандартам.
| Аспект | Выгода |
|---|---|
| Точность | Жесткие допуски для точных деталей |
| Отделка поверхности | Гладкие поверхности без лишних усилий |
| Контроль качества | Тщательная проверка на безопасность и прочность |
- Команда KEMING планирует и проверяет каждую деталь, чтобы добиться отличных результатов.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Каковы типичные допуски для литья по выплавляемым моделям?
Большинство деталей, изготовленных методом литья по выплавляемым моделям, отличаются высокой точностью. Их допуски обычно составляют от ±0,005 до ±0,015 дюймов. Компания KEMING часто производит детали с еще более высокой точностью. Такие детали используются во многих отраслях промышленности.
Что такое обработка поверхности при литье по выплавляемым моделям?
При литье по выплавляемым моделям получаются очень гладкие поверхности. Шероховатость поверхности обычно составляет от 4 до 16 микродюймов (Ra). Такая гладкая поверхность означает, что дополнительная полировка практически не требуется.
Может ли литье по выплавляемым моделям создавать сложные формы?
Да, литье по выплавляемым моделям позволяет создавать сложные формы. Инженеры могут разрабатывать детали с мельчайшими деталями, тонкими стенками и внутренним пространством. Этот процесс подходит для форм, которые невозможно получить другими методами литья.
В каких отраслях промышленности чаще всего используется литье по выплавляемым моделям?
Компании аэрокосмической, автомобильной, медицинской, морской промышленности и промышленного оборудования широко используют литье по выплавляемым моделям. Им требуются детали с высокой точностью, прочностью и отличными эксплуатационными характеристиками.
Требуется ли литье по выплавляемым моделям после литья?
Некоторые детали требуют дополнительной обработки после литья. Дополнительная обработка помогает добиться более жестких допусков или придать деталям особую форму. Компания Coming использует передовые станки с ЧПУ для отделки деталей, когда это необходимо.



