
A fundição por cera perdida e a fundição sob pressão são utilizadas para diferentes aplicações. A fundição por cera perdida é ideal para criar formas complexas e pode ser utilizada com uma grande variedade de materiais. A fundição sob pressão, por outro lado, é conhecida pela sua velocidade e elevada precisão, o que a torna adequada para produzir grandes quantidades de peças de forma eficiente. Ao decidir entre estes processos, considere factores como o material, a complexidade da peça e o volume de produção necessário. A tabela abaixo destaca as diferenças entre a fundição de investimento e a fundição sob pressão em termos de precisão, custo e velocidade:
| Caraterística / Métrica | Fundição por cera perdida | Fundição injectada |
|---|---|---|
| Tolerância dimensional (até 25mm) | ±0,250 mm | ±0,050 mm |
| Espessura mínima da parede | 1,00 mm | 0,50 mm |
| Taxa de produção típica | Até 1000/hora | Até 200/hora |
| Quantidade mínima de produção | 10 | 10,000 |
Considere o material, a forma e o número de peças de que necessita antes de selecionar a fundição por cera perdida ou outro método de fundição.
Principais conclusões
- Fundição por cera perdida funciona bem para peças pequenas ou médias. É bom para peças com formas complicadas e pormenores minúsculos. Pode utilizar muitos tipos de metais.
- A fundição injectada é óptima para fabricar rapidamente muitas peças. Produz peças muito exactas. Utiliza sobretudo metais como o alumínio e o zinco.
- Escolha a fundição por cera perdida se precisar de menos peças. Também é boa se quiser alterar o desenho ou precisar de muitos pormenores.
- Opte pela fundição sob pressão se precisar de fabricar rapidamente muitas peças. É a melhor opção quando se preocupa com a rapidez, a poupança de dinheiro e as dimensões exactas.
- Utilize a lista de verificação para ajudar a escolher o método de fundição correto. Pense na forma, tamanho, número de peças e custo do seu projeto.
Principais diferenças
Comparação rápida
É necessário ter em conta alguns aspectos quando se escolhe a fundição de investimento ou a fundição injectada. Cada um deles é bom numa coisa diferente. O quadro abaixo mostra como não são iguais:
| Processo de fundição | Precisão e acabamento de superfície | Tolerâncias dimensionais / Forma da rede | Custo e volume de produção Adequação | Notas adicionais |
|---|---|---|---|---|
| Fundição em areia | Não tão preciso; superfície mais áspera | Formas com cerca de 1/4 de polegada | Mais barato; funciona para peças grandes | Bom para coisas pesadas como blocos de motor |
| Fundição por cera perdida | Muito preciso; superfície lisa | Muito precisa e pode fazer formas duras | Custa mais; bom para lotes pequenos a médios | Óptima para aviões, equipamento médico e peças eléctricas |
| Fundição injectada | Muito preciso; superfície lisa | Perto da forma e tamanho finais | As ferramentas são muito dispendiosas; melhor para fabricar muitas peças | Utilizado para metais como o alumínio; pode necessitar de mais trabalho depois |
A fundição por cera perdida produz peças com muitos pormenores e lados lisos. É boa para formas complicadas e ajustes apertados. A fundição sob pressão também produz peças exactas, mas é mais rápida e melhor para fazer muitas peças iguais. A fundição em areia não é tão exacta e é melhor para peças realmente grandes.
O material de que a peça é feita também é importante. Por exemplo, o alumínio pesa menos e funde a 660°C. O aço é mais pesado e funde a uma temperatura mais elevada. Estes factores alteram o método de fundição que deve ser utilizado.
Sugestão: O grau de suavidade de uma peça pode alterar a sua duração. Peças mais suaves provenientes de fundição de revestimento ou fundição sob pressão podem ajudá-las a durar mais tempo e a não se desgastarem tão rapidamente.
Quando utilizar cada um
A escolha da forma de fundição correta depende das suas necessidades. Eis alguns conselhos:
- Escolher a fundição de investimento se:
- A peça é complicada ou tem pequenos pormenores.
- O objetivo é obter um acabamento muito suave.
- Só precisa de um número pequeno ou médio de peças.
- O material é difícil de fundir de outras formas.
- Escolher a fundição injectada se:
- São necessários milhares ou milhões da mesma peça.
- A parte não é muito complicada.
- Utiliza-se um metal como o alumínio ou o zinco.
- É necessário fabricar peças rapidamente.
- A fundição em areia é melhor para peças realmente grandes ou se quiser poupar dinheiro.
Cada forma é boa para uma coisa. A fundição por cera perdida é melhor para formas complicadas e para ser flexível. A fundição injetada é melhor para fazer muitas peças rapidamente e economizar dinheiro.
Processo de fundição por cera perdida

Como funciona
A fundição por cera perdida produz peças metálicas em várias etapas. Primeiro, os trabalhadores fazem um padrão de cera que se assemelha à peça. Mergulham a cera num líquido cerâmico. Depois, cobrem-na com areia fina. Este passo é efectuado várias vezes para criar uma casca dura. Quando a casca seca, aquecem-na. A cera derrete e deixa um espaço oco no interior da concha. De seguida, deita-se metal quente na concha. O metal preenche todos os pequenos espaços e copia todos os pormenores. Quando o metal arrefece, os trabalhadores partem a concha. A peça metálica é exatamente igual ao modelo de cera. Desta forma, é possível fazer peças com formas complicadas e pormenores minúsculos.
Nota: A impressão 3D em cera pode tornar os padrões mais rápidos e mais exactos. Isto ajuda a evitar a ocorrência de erros.
Pontos fortes e limites
A fundição por cera perdida tem muitos pontos positivos para o fabrico de peças exactas:
- Pode produzir peças muito próximas da dimensão correta, mesmo com uma aproximação de ±0,05 mm.
- Pode utilizar muitos metais, como o aço inoxidável, o alumínio e o titânio.
- As peças saem lisas e podem ter formas duras.
- Máquinas especiais verificam se cada peça tem o tamanho correto.
- A prensagem isostática a quente (HIP) pode eliminar pequenos orifícios. Isto torna as peças mais fortes e melhores.
- Não é necessário efetuar muitos cortes ou moldes adicionais. Isto poupa tempo e dinheiro.
- Funciona bem se precisar apenas de algumas peças.
No entanto, a fundição por cera perdida nem sempre é a melhor solução. Demora algum tempo porque cada molde é feito à mão. É melhor para peças que necessitam de muitos pormenores ou de metais especiais. Se precisar de muitas peças rapidamente, talvez seja melhor outra forma.
Processo de fundição sob pressão

Como funciona
A fundição injetada utiliza uma forte pressão para empurrar o metal derretido para um molde de aço chamado matriz. Primeiro, os trabalhadores derretem metais como o alumínio ou o zinco num forno quente. Deitam o metal derretido numa câmara especial. Um êmbolo empurra rapidamente o metal para dentro do molde. O metal preenche todos os espaços dentro do molde. O molde arrefece rapidamente o metal, pelo que a peça fica dura rapidamente. Os trabalhadores abrem o molde e retiram a peça acabada. Desta forma, as fábricas podem produzir milhares de peças com o mesmo aspeto.
A fundição sob pressão funciona melhor com metais que fundem a temperaturas mais baixas. As matrizes podem ter muitas formas e pequenos pormenores. As fábricas utilizam máquinas para executar o processo. Isto ajuda a produzir peças mais rapidamente e com menos erros.
Nota: A fundição sob pressão pode produzir paredes finas e cantos afiados que são difíceis de obter de outras formas.
Pontos fortes e limites
A fundição injectada tem muitos pontos positivos para o fabrico de peças metálicas:
- Alta velocidade: As máquinas podem produzir muitas peças por hora.
- Grande precisão: As peças saem com encaixes apertados e lados lisos.
- Poupança de custos: O fabrico de muitas peças reduz o preço de cada uma delas.
- Menos desperdício: O processo utiliza apenas metal suficiente, pelo que não sobra muito.
- Bom para a automatização: As fábricas utilizam robots e correias para mover as peças e mantê-las em bom estado.
Um exemplo real mostra como as alterações podem melhorar a fundição injectada:
| Métrica | Estado inicial | Melhoria alcançada |
|---|---|---|
| Tamanho do lote | 60.000 peças/ano | N/A |
| Força de fecho | 1600 toneladas | Reduzido para 1200 toneladas |
| Peso do tiro | 2885 gramas | Reduzido para 2470 gramas (redução 14%) |
| Duração do ciclo | 26,5 segundos | Redução 10% |
| Porosidade volumétrica | Elevado | Redução 62% |
| Receitas | ~€38,000 | ~100.000 euros (aumento de 165%) |
| Saída | Linha de base | +7 unidades/hora |
| Qualidade | Linha de base | Melhoria do 50% |
Estudos mostram que a utilização de sistemas de vácuo na fundição sob pressão pode reduzir as bolhas de gás nas peças de alumínio de 4% para 1%. Isto torna as peças mais fortes e permite que as fábricas utilizem mais espaços em cada molde. Isto ajuda a fabricar peças mais rapidamente e poupa dinheiro.
- As empresas utilizam sistemas FIFO para controlar as peças e melhorá-las.
- Os transportadores ligam as máquinas, poupando tempo e evitando erros.
- Um bom equipamento mantém o processo a funcionar quase toda a semana.
- A produção enxuta ajuda a controlar os custos e a obter melhores resultados.
A fundição injetada é melhor para fazer muitas peças, formas simples ou médias, e metais como o alumínio ou o zinco. Pode não funcionar bem para peças muito grandes ou espessas. As fábricas escolhem a fundição injetada quando precisam de muitas peças rapidamente, com boa qualidade e baixo custo para cada uma.
Materiais e compatibilidade
Materiais de fundição por cera perdida
A fundição por cera perdida trabalha com muitos tipos de metais. Pode utilizar ligas ferrosas e não ferrosas. O aço inoxidável, o aço-carbono, o alumínio e as ligas de cobre são muito utilizados. As fábricas escolhem a fundição por cera perdida para peças com paredes finas ou muitos pormenores. As ligas Cu-Sn, que são cobre e estanho, são boas para fazer peças finas e exactas. O processo necessita que o metal flua bem para dentro do molde. A isto chama-se fluidez. Fluidez significa a facilidade com que o metal se move no molde. Se houver mais estanho na liga, o metal não flui tão bem. Isto pode provocar erros na peça. Verter o metal mais quente e utilizar menos estanho ajuda-o a fluir melhor e evita problemas.
Nota: A fundição por cera perdida produz peças lisas e pode criar formas que outros métodos não conseguem.
| Liga/Processo | Principais factores de compatibilidade | Desafios/vantagens |
|---|---|---|
| Cu-Sn (Cobre-Estanho) | Paredes finas, formas precisas | O estanho elevado diminui a fluidez, mais defeitos; uma temperatura mais elevada e menos estanho ajudam |
| AA7075 - Fundição por cera perdida | Baixa taxa de arrefecimento, bom acabamento superficial | Pode provocar fases grosseiras, fissuras a quente, retracções; é possível uma elevada precisão |
Materiais de fundição injectada
A fundição injectada utiliza metais que fundem a um calor mais baixo. O alumínio, o zinco e o magnésio são os mais utilizados. Estes metais enchem a matriz rapidamente e arrefecem rapidamente. As fábricas utilizam a fundição sob pressão quando precisam de fazer muitas peças. Algumas ligas, como a AA7075, não funcionam bem na fundição sob pressão. Esta liga precisa de arrefecer muito rapidamente, o que pode causar problemas. A fundição sob pressão de paredes finas com AA7075 não funciona porque o metal não flui bem. A maioria dos metais de fundição sob pressão deve mover-se facilmente e endurecer sem fissuras ou buracos.
- Ligas de alumínio: Utilizadas para peças de automóveis e eletrónica.
- Ligas de zinco: Boa para peças pequenas e pormenorizadas.
- Ligas de magnésio: Escolhidas para peças leves.
| Liga/Processo | Principais factores de compatibilidade | Desafios/vantagens |
|---|---|---|
| AA7075 - Fundição injectada | Necessidade de uma taxa de arrefecimento elevada | Provoca defeitos; a fundição de paredes finas não é bem sucedida; existem problemas de fluidez |
| Alumínio, Zinco, Mg | Boa fluidez, arrefecimento rápido | Ideal para volumes elevados e formas simples a médias |
Dica: Escolha o metal certo pensando na forma e no tamanho da peça e na quantidade de que necessita.
Complexidade da peça
Flexibilidade de conceção
A flexibilidade do projeto é importante quando se escolhe um processo de fundição. A fundição por cera perdida permite aos engenheiros fabricar peças com formas complicadas e paredes finas. Este processo utiliza padrões de cera, pelo que é possível fazer praticamente qualquer forma. Os projectistas podem adicionar facilmente orifícios, curvas e pequenas caraterísticas. A fundição injectada também é flexível, mas funciona melhor para formas simples. É melhor para peças com espessura de parede uniforme. Os cantos afiados e os cortes inferiores profundos são difíceis de fazer com a fundição sob pressão.
Um novo estudo mostra como os novos designs podem ajudar na fundição. Os engenheiros utilizaram a impressão em areia 3D para criar formas especiais de jitos. Estas formas ajudaram o metal a fluir melhor e reduziram os erros. A tabela abaixo mostra o que aconteceu:
| Métrica | Resultado para novas concepções de jitos (impressão em areia 3D) | Comparação com a portagem tradicional |
|---|---|---|
| Redução dos defeitos globais de fundição | Redução de até 99,5% (canal de hélice cónica) | Redução significativa de defeitos |
| Redução das inclusões | Redução 35% (canal de hélice cónica) | Inclusões inferiores confirmadas por SEM |
| Melhoria da resistência mecânica | 8,4% aumento da resistência à flexão final | Desempenho mecânico melhorado |
Nota: Os sistemas especiais de canais, fabricados com novas ferramentas de conceção, podem tornar as peças fundidas mais fortes e mais limpas.
Detalhe e precisão
O pormenor e a precisão são importantes para as peças que têm de encaixar ou mover-se bem. A fundição por cera perdida é óptima para mostrar pequenos detalhes e arestas vivas. O processo copia exatamente o padrão de cera. Mesmo pequenos logótipos ou palavras podem aparecer na peça final. A fundição sob pressão também produz peças precisas, mas pode não mostrar tantos pormenores como a fundição por cera perdida. Ambas as formas produzem superfícies lisas, mas a fundição por cera perdida mostra frequentemente mais pormenores.
Os projectistas devem pensar no grau de detalhe que a sua peça necessita. Se uma peça precisar de pequenas ranhuras, buracos minúsculos ou curvas complicadas, a fundição por cera perdida é a melhor opção. A fundição injectada é boa para peças que precisam de ser precisas mas têm formas simples.
Tamanho e peso
Peças pequenas vs peças grandes
O tamanho da peça desempenha um papel importante na escolha do processo de fundição correto. A fundição por cera perdida funciona melhor para peças pequenas e médias. Este método pode criar peças tão leves como algumas gramas e até cerca de 100 quilogramas. A fundição sob pressão também lida com peças pequenas a médias, mas também pode produzir peças até 300 quilogramas. As fábricas utilizam frequentemente a fundição injetada para artigos como caixas de automóveis ou caixas eletrónicas, que têm de ser simultaneamente leves e fortes.
A fundição em areia e a fundição centrífuga são melhores para peças muito grandes ou pesadas. Estes métodos podem lidar com peças que pesam várias toneladas. Quando os engenheiros necessitam de uma peça com detalhes finos e um acabamento suave, escolhem frequentemente a fundição por cera perdida para peças mais pequenas. A fundição sob pressão é escolhida quando são necessárias rapidamente muitas peças de tamanho médio.
Sugestão: Para peças pequenas e pormenorizadas, a fundição por cera perdida oferece os melhores resultados. Para peças maiores e mais volumosas, a fundição em areia ou a fundição centrífuga podem ser mais práticas.
Factores de peso
O peso afecta não só o método de fundição, mas também o custo e a velocidade de produção. As peças mais leves são mais fáceis de manusear e arrefecem mais rapidamente, o que ajuda a aumentar as taxas de produção. As peças mais pesadas demoram mais tempo a arrefecer e podem necessitar de equipamento de manuseamento especial.
A tabela abaixo mostra como os diferentes métodos de fundição se relacionam com o peso da peça e outros factores:
| Método de fundição | Intervalo de peso típico (kg) | Capacidade de forma | Nível de custos | Taxa de produção | Tolerância (mm) | Notas sobre a adequação |
|---|---|---|---|---|---|---|
| Fundição em areia | 0,05 a ilimitado | Todas as formas | Baixo a médio | Baixa (<100/h) | ±1.0 | Ideal para peças muito grandes ou pesadas |
| Fundição por cera perdida | 0,005 a 100 | Todas as formas | Elevado | Médio a elevado (até 1000/h) | ±0.05 | Ideal para peças pequenas e médias com pormenores finos |
| Fundição injectada | 0,05 a 300 | A maioria das formas | Baixo a médio | Elevado (5-200/h) | ±0.05 | Ótimo para peças de peso médio, taxas de produção elevadas |
Como mostra a tabela, a fundição de investimento e a fundição sob pressão são ambas adequadas para peças pequenas e médias, mas a fundição sob pressão pode lidar com peças mais pesadas. A fundição em areia é a melhor escolha para as peças maiores e mais pesadas. O peso e o tamanho orientam os engenheiros para o método de fundição mais eficiente e económico.
Volume de produção
Percursos baixos e médios
A fundição por cera perdida funciona bem para produções baixas e médias. As empresas optam frequentemente por este processo quando necessitam entre 10 e alguns milhares de peças. A configuração da fundição por cera perdida não requer ferramentas dispendiosas. Isto torna-o uma escolha inteligente para peças personalizadas ou para testar novos designs. Os engenheiros podem alterar o projeto sem custos adicionais elevados.
A fundição por cera perdida também permite mudanças rápidas. Se uma empresa precisar de ajustar uma peça, pode fazê-lo fazendo um novo padrão de cera. Esta flexibilidade ajuda no fabrico de protótipos ou de pequenos lotes. Muitas indústrias, como a aeroespacial e a médica, utilizam a fundição por cera perdida por estas razões.
Sugestão: A fundição por cera perdida é ideal para projectos que necessitem de um elevado nível de detalhe, mas que não exijam uma produção em massa.
Produções de grande volume
A fundição injetada brilha na produção de grandes volumes. As fábricas utilizam este método quando necessitam de milhares ou mesmo milhões de peças. O processo utiliza matrizes de aço resistentes que duram muitos ciclos. Embora o custo inicial da matriz seja elevado, o custo por peça diminui à medida que são produzidas mais peças.
As máquinas de fundição injetada podem produzir peças rapidamente. Esta rapidez ajuda as empresas a satisfazer atempadamente as grandes encomendas. As indústrias automóvel e eletrónica utilizam frequentemente a fundição injetada por esta razão. O processo funciona melhor para peças que não mudam frequentemente.
| Volume de produção | Fundição por cera perdida | Fundição injectada |
|---|---|---|
| Baixa (10-1.000) | ✅ Melhor escolha | Não eficiente |
| Médio (1.000-10.000) | Boa opção | Boa opção |
| Alta (10.000+) | Caro | ✅ Melhor escolha |
Nota: Para séries de grande volume, a fundição sob pressão oferece o custo mais baixo por peça e as taxas de produção mais rápidas.
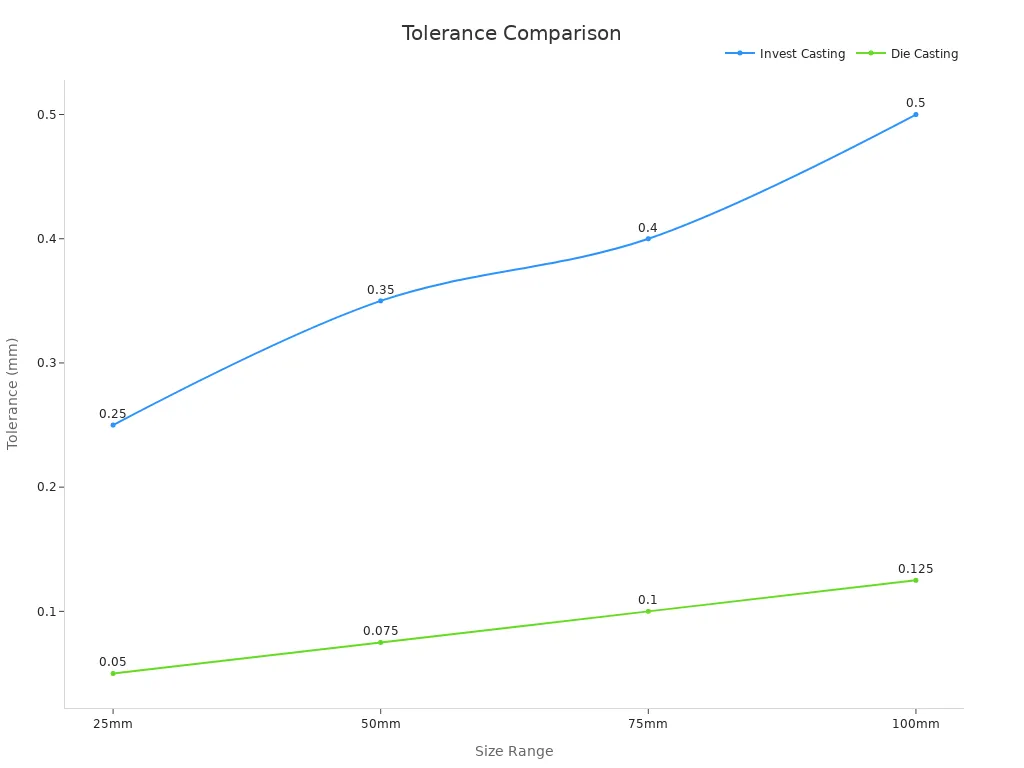
Tolerâncias e acabamento
Níveis de precisão
As tolerâncias dizem-nos quão perto uma peça está do seu tamanho planeado. Tanto a fundição de investimento como a fundição sob pressão podem produzir peças com tolerâncias apertadas. A fundição sob pressão normalmente produz peças com uma precisão ainda maior. Por exemplo, a fundição sob pressão pode fazer pequenas peças com tolerâncias tão apertadas como ±0,05 mm. A fundição por cera perdida mantém normalmente as tolerâncias em torno de ±0,25 mm. Por vezes, com um trabalho cuidadoso, a fundição por cera perdida pode fazer ainda melhor nalgumas peças.
Os dados de peças fundidas de alta precisão mostram que 99,73% dos tamanhos dos furos se mantêm dentro de ±3 desvios-padrão. Isto significa que a maioria das peças cumpre regras de qualidade rigorosas. Quando a temperatura muda durante a fundição, as peças podem ficar maiores ou menores. Se a temperatura subir 1°C, o tamanho pode mudar em cerca de 8,5 micrómetros. Os engenheiros utilizam passos especiais para corrigir estas alterações e manter as peças exactas.
A utilização de boas ferramentas de medição e de processos estáveis ajuda as fábricas a certificarem-se de que as peças encaixam e funcionam corretamente.
Qualidade da superfície
O acabamento da superfície significa a suavidade ou aspereza de uma peça. Tanto a fundição de revestimento como a fundição injectada produzem superfícies lisas. A fundição por cera perdida apresenta frequentemente mais pormenores. Os inspectores utilizam normas como a ANSI/ASME B46.1 para verificar o acabamento da superfície. Efectuam muitas medições e encontram a média, porque uma leitura pode não mostrar a textura real.
- O acabamento da superfície tem uma textura, uma ondulação e uma rugosidade.
- RMS e Ra são duas formas de medir a rugosidade. Os números RMS são normalmente cerca de 11% superiores a Ra para a maioria das superfícies.
- As fábricas podem tornar as superfícies mais suaves alterando o material de acabamento ou a forma como seguram a peça.
É importante escolher a forma correta de medir. Os profilómetros de contacto, as ferramentas ópticas sem contacto e a observação da peça ajudam a verificar a superfície. Escolher o local errado ou utilizar a unidade errada pode causar erros e atrasar o processo.
Sugestão: Diga sempre onde e como medir o acabamento da superfície. Isto ajuda a evitar erros e mantém a produção em movimento.
Velocidade e tempo de execução
Velocidade de produção
A velocidade de produção desempenha um papel importante na escolha de um processo de fundição. A fundição sob pressão destaca-se pelos seus tempos de ciclo rápidos. As fábricas que utilizam a fundição injetada em câmara quente podem produzir entre 150 e 2.000 peças por hora, dependendo do tamanho do componente. Esta velocidade elevada faz da fundição injetada uma escolha de topo para grandes encomendas. A fundição sob pressão com câmara fria funciona um pouco mais lentamente, mas continua a suportar a produção de grandes volumes.
A fundição por cera perdida demora mais tempo. Os trabalhadores têm de criar padrões de cera, construir cascas de cerâmica e esperar que cada camada seque. Cada passo aumenta o tempo total necessário. Como resultado, a fundição por cera perdida produz normalmente menos peças por hora do que a fundição sob pressão. Este processo adequa-se melhor a projectos que necessitem de grande detalhe, mas não de grandes quantidades.
A tabela abaixo mostra como a velocidade de produção se compara a diferentes métodos de fundição:
| Processo de fundição | Adequação do volume de produção | Taxa de ciclo (peças/hora) | Notas sobre velocidade e eficiência |
|---|---|---|---|
| Fundição injectada em câmara quente | Elevado (≥10.000 peças) | 150-2,000+ | Mais rápido, melhor para produção em massa |
| Fundição injectada em câmara fria | Elevado (≥10.000 peças) | Mais lento do que a câmara quente | Bom para certas ligas, ainda de alta velocidade |
| Fundição por cera perdida | Baixo a médio | Não especificado, mais lento do que o dado | Melhor para os pormenores, não para a velocidade |
| Fundição em areia | Baixo (até 500 peças) | Mais lento | Utilizada para peças grandes e pesadas, não para velocidade |
A fundição injetada oferece as taxas de produção mais rápidas, tornando-a ideal para indústrias que precisam de muitas peças idênticas rapidamente.
Tempo de configuração
O tempo de preparação significa o tempo que demora a estar pronto para a produção. A fundição injetada necessita de matrizes de aço especiais. O fabrico destas matrizes requer tempo e competência. Quando as matrizes estão prontas, o processo corre rapidamente. Esta configuração funciona bem para grandes séries porque o custo e o tempo são distribuídos por muitas peças.
A fundição por cera perdida tem uma configuração diferente. Os trabalhadores fazem padrões de cera e moldes de cerâmica para cada lote. O tempo de preparação é mais curto do que o da fundição sob pressão, especialmente para pequenas séries. Este facto torna a fundição por cera perdida uma boa escolha para protótipos ou peças personalizadas.
O tempo de produção inclui todas as etapas do início ao fim. As fábricas analisam cada fase para encontrar atrasos e melhorar a velocidade. A fundição sob pressão tem normalmente uma preparação mais longa mas uma produção muito mais rápida. A fundição por cera perdida tem uma preparação mais curta, mas a produção de peças é mais lenta.
Sugestão: Para uma entrega rápida de grandes encomendas, a fundição injectada é a melhor opção. Para uma produção flexível e de pequenos lotes, a fundição por cera perdida poupa tempo na preparação.
Factores de custo
Custos de ferramentas
Os custos das ferramentas desempenham um papel importante na escolha entre a fundição por cera perdida e a fundição injectada. A fundição por cera perdida necessita de moldes especiais para cada peça. Estes moldes requerem tempo e perícia para serem feitos. O custo das ferramentas na fundição por cera perdida é elevado, especialmente para formas complexas. No entanto, o processo permite alterações se o projeto não for definitivo. Esta flexibilidade ajuda no fabrico de protótipos ou peças personalizadas.
A fundição sob pressão requer um grande investimento inicial em ferramentas. As matrizes de aço utilizadas neste processo podem custar cerca de $45.000. O fabrico destas matrizes demora cerca de 12 semanas. Mudar a matriz após o início da produção é difícil e dispendioso. Por este motivo, a fundição injetada funciona melhor para projetos que não serão alterados. As empresas escolhem frequentemente a fundição sob pressão quando planeiam fazer muitas peças e têm a certeza do desenho.
| Método de fundição | Caraterísticas do custo das ferramentas | Adequação do volume de produção |
|---|---|---|
| Fundição por cera perdida | Custos iniciais de ferramentas mais elevados; moldes complexos | Volumes baixos a médios |
| Fundição injectada | Elevado custo inicial de ferramentas (por exemplo, ~$45,000) | Volumes elevados |
Sugestão: Para projectos novos ou em mudança, a fundição por cera perdida oferece mais flexibilidade. Para projectos estáveis e de grande volume, as ferramentas de fundição sob pressão compensam ao longo do tempo.
Custos por peça
Os custos por peça dependem do número de peças que uma empresa necessita. A fundição por cera perdida tem custos moderados por peça. Por exemplo, uma peça pode custar cerca de $100 para ser fabricada. Este preço mantém-se estável para pequenas e médias séries. O custo não diminui muito à medida que o volume aumenta.
A fundição injetada destaca-se na produção de muitas peças. O custo por peça pode ser tão baixo quanto $30. Este preço baixo é obtido depois de a empresa produzir peças suficientes para cobrir o elevado custo das ferramentas. O ponto de equilíbrio é de cerca de 850 peças. Depois disso, a fundição sob pressão torna-se a opção mais económica.
- A fundição por cera perdida adequa-se a pequenos lotes ou a encomendas personalizadas.
- A fundição sob pressão é a melhor opção para encomendas de grandes dimensões com desenhos maduros.
As empresas devem pensar no número de peças de que necessitam e na frequência com que o projeto pode ser alterado. Isto ajuda-as a escolher o método de fundição mais económico.
Escolher o processo correto
Lista de controlo da decisão
Escolher o melhor processo de fundição pode ser difícil. Os projectistas e engenheiros utilizam ferramentas especiais para os ajudar a escolher. Estas ferramentas comparam as necessidades do projeto com o que cada método de fundição pode fazer. Analisam aspectos como o material utilizado, a forma e o tamanho da peça, o seu custo e o número de peças necessárias. Algumas ferramentas têm grandes listas de factos sobre cada processo. Outras utilizam pontos para ver qual o processo que melhor se adequa.
Segue-se uma lista de verificação para o ajudar a encontrar o processo de fundição adequado ao seu projeto:
| Requisito do projeto | Fundição injectada | Fundição por cera perdida | Fundição em areia |
|---|---|---|---|
| Elevado volume de produção | ✅ Melhor ajuste | Não é o ideal | Não é o ideal |
| Formas complexas | ⚠️ Alguns limites | ✅ Melhor ajuste | ⚠️ Alguns limites |
| Tolerâncias apertadas | ✅ Excelente | Muito bom | ❌ Menos preciso |
| Acabamento de superfície liso | ✅ Excelente | ✅ Excelente | ❌ Mais áspero |
| Volume baixo a médio | Caro | ✅ Melhor ajuste | Bom ajuste |
| Peças de grandes dimensões | ⚠️ Alguns limites | ⚠️ Até ao tamanho médio | ✅ Melhor ajuste |
| Prazo de entrega rápido | ✅ Mais rápido | ⚠️ Moderado | Lento |
| Baixo custo de ferramentas | Alto | ⚠️ Moderado | ✅ Baixo |
| Alterações de conceção necessárias | Difícil | ✅ Flexível | ✅ Flexível |
| Vasta escolha de materiais | ⚠️ Limited | Ampla gama | Ampla gama |
Sugestão: Utilize esta tabela para o ajudar a decidir. Pense nas necessidades que são mais importantes para o seu projeto.
Como os especialistas fazem a escolha
- Os projectistas utilizam sistemas informáticos com muitos factos sobre cada método de fundição. Estes sistemas ajudam a escolher a melhor opção com base nas necessidades da peça.
- Alguns métodos atribuem a cada processo uma pontuação em função de factores como a proximidade do tamanho, a suavidade da peça e o número de peças necessárias.
- Algumas ferramentas utilizam a lógica difusa para ajudar com coisas que são difíceis de medir, como a suavidade de uma peça ou a forma complicada.
- Os modelos de custos ajudam a comparar todos os custos, como o fabrico do molde, o pagamento aos trabalhadores e o acabamento da peça.
- Alguns sistemas combinam números e ideias de especialistas para ajudar a fazer a escolha final.
- Os métodos mais recentes utilizam a pontuação e a lógica difusa para classificar os métodos de fundição antigos e novos.
Exemplos do mundo real
- Uma empresa de bombas fabricou uma peça grande e complicada em apenas quatro semanas, utilizando padrões impressos em 3D e fundição por cera perdida. Isto deu-lhes a rapidez e a precisão que pretendiam.
- Os engenheiros obtiveram peças mais suaves ao mudarem para a fundição rápida com moldes impressos em 3D. Pouparam tempo e não precisaram de novos moldes.
- Uma equipa reparou fugas em peças de bombas utilizando simulações em computador. Encontraram o problema rapidamente e melhoraram as peças.
- Uma empresa juntou muitas peças numa só fundição. Isto tornou a peça mais forte e poupou dinheiro.
Nota: Muitos projectos utilizam conselhos de especialistas, ferramentas informáticas e testes reais para escolher o melhor processo de fundição.
Passos para decidir
- Anote o que é mais importante para o seu projeto, como a forma, o tamanho, o número de peças e o acabamento.
- Consulte a tabela acima para ver qual o método de fundição que se adequa às suas necessidades.
- Utilize ferramentas de decisão ou consulte um especialista se o seu projeto for complicado.
- Consulte estudos de caso ou projectos antigos semelhantes ao seu.
- Escolha o processo que melhor se adapta aos seus objectivos.
Não se esqueça: O melhor processo depende das suas necessidades. Leve o tempo que for preciso para comparar as opções e pergunte a especialistas se não tiver a certeza.
A fundição por cera perdida é boa para peças com formas complicadas e muitos pormenores. Também funciona com muitos materiais diferentes. A fundição injetada é melhor quando é necessário fazer muitas peças rapidamente e estas têm de ser muito exatas. Pode consultar a tabela de decisão para o ajudar a escolher o que precisa. Os especialistas dizem que é inteligente verificar a qualidade utilizando raios X e testes de resistência para ambas as formas. Se a sua peça for especial ou difícil de fabricar, um perito em fundição pode ajudá-lo a escolher a melhor forma e a verificar aspectos como a forma como o molde é feito e a rapidez com que arrefece.
FAQ
Qual é a principal diferença entre a fundição por cera perdida e a fundição injetada?
A fundição por cera perdida utiliza moldes de cera e cerâmica para fabricar peças pormenorizadas. A fundição injectada utiliza moldes de metal e uma forte pressão para produzir rapidamente muitas peças. Cada forma é boa para trabalhos diferentes.
Qual é o método de fundição mais adequado para pequenas séries de produção?
A fundição por cera perdida é adequada para lotes pequenos ou médios. Não necessita de ferramentas dispendiosas. As empresas podem alterar o desenho, se necessário. A fundição injectada é melhor para fabricar muitas peças de uma só vez.
Os dois métodos podem utilizar os mesmos metais?
Não, não podem. A fundição por cera perdida funciona com muitos metais, como o aço e o titânio. A fundição sob pressão utiliza sobretudo alumínio, zinco ou magnésio. O metal escolhido depende do processo.
Como é que as tolerâncias se comparam entre os dois métodos?
A fundição sob pressão produz peças com tolerâncias mais apertadas, tão próximas como ±0,05 mm. A fundição por cera perdida também é precisa, mas geralmente fica em torno de ±0,25 mm.
Qual é o processo que proporciona um acabamento de superfície mais suave?
Ambas as formas produzem peças lisas. A fundição por cera perdida mostra frequentemente mais detalhes minúsculos e textura fina. A fundição injectada também produz peças lisas, especialmente quando se fazem muitas de uma só vez.



