SAE 4140 cromo-molibdénio aço ligado é totalmente usinável. Sendo um aço de baixa liga versátil, definido pelas normas industriais ASTM A829 / SAE J404, oferece uma usinabilidade ideal no estado totalmente recozido. Amplamente utilizado em componentes de precisão de alta resistência nas indústrias automóvel, aeroespacial e de maquinaria pesada, o 4140 combina excelentes propriedades mecânicas com um desempenho de maquinagem controlável para a produção industrial.
| Indústria | Aplicação |
|---|---|
| Automóvel | Engrenagens e eixos |
| Aeroespacial | Peças estruturais |
| Maquinaria pesada | Componentes duráveis |
Principais conclusões
- O aço 4140 totalmente recozido (padrão de 197 HB, de acordo com as fichas técnicas da norma ASTM A829) proporciona uma usinabilidade máxima, com baixa resistência ao corte e acabamentos superficiais lisos e uniformes, ideais para trabalhos de precisão em CNC.
- As pastilhas de corte em carboneto revestidas e o arrefecimento contínuo por jato são obrigatórios para prolongar a vida útil da ferramenta e evitar o endurecimento induzido pela deformação durante o processo.
- Após o têmpera e o revenimento, a usinabilidade do 4140 diminui linearmente à medida que a dureza aumenta; as variantes mais duras exigem velocidades de corte ajustadas e geometrias de ferramentas específicas.
Usinabilidade do aço-liga 4140
Propriedades que influenciam a usinabilidade
A usinabilidade do aço SAE 4140 é determinada principalmente pela sua composição química normalizada, especificada na norma ASTM A829. A combinação de carbono, manganês, crómio e molibdénio proporciona uma tenacidade e uma resistência à abrasão excecionais, embora implique algumas limitações inerentes à usinagem. O carbono médio aumenta a resistência à tração, mas eleva também a força de corte; o manganês refina a estrutura granular, melhorando a tenacidade; o crómio melhora a penetração da dureza e proporciona uma ligeira resistência à corrosão; o molibdénio suprime a fragilidade de revenimento a altas temperaturas e estabiliza o comportamento térmico — fatores que alteram diretamente o desempenho de corte.
Composição química padrão (peso %, ASTM A829):
- Carbono (C): 0,38–0,43%
- Manganês (Mn): 0,75–1,00%
- Crómio (Cr): 0,90–1,20%
- Molibdénio (Mo): 0,15–0,25%
O aço 4140 totalmente recozido apresenta uma dureza Brinell consistente de 197 HB, formando uma microestrutura homogénea de ferrita-perlita que proporciona uma estabilidade dimensional fiável sob carga. No entanto, a sua elevada ductilidade gera uma maior resistência ao corte em comparação com o aço simples de baixo teor de carbono. A maquinagem de precisão requer arestas de corte afiadas e parâmetros de avanço/velocidade estáveis e fixos, para minimizar a formação de rebarbas e irregularidades na superfície.
Estados recozidos vs. endurecidos
O estado do tratamento térmico é o fator principal que afeta a usinabilidade do aço 4140. O aço 4140 totalmente recozido forma uma microestrutura uniforme de ferrita + perlita, com baixa dureza e excelente desempenho de corte, compatível com ferramentas de usinagem convencionais. Após o endurecimento e o revenimento, a microestrutura transforma-se em martensite de alta resistência. À medida que a dureza aumenta, a tenacidade do material e a dificuldade de corte aumentam em conformidade, resultando numa vida útil mais curta das ferramentas e em requisitos técnicos de maquinagem mais exigentes.
| Condição | Microestrutura | Maquinabilidade | Vida útil da ferramenta (%) | Notas |
|---|---|---|---|---|
| Recozido | Ferrita + Perlita | Bom | 55 | Moderado — monitorizar a alimentação e a temperatura |
| Têmpera e revenimento (28–32 HRC) | Martensite | Moderado | 45–50 | Chips mais limpos, melhor acabamento |
| Têmpera e revenimento (38–42 HRC) | Martensite | Difícil | 30–35 | As ferramentas de metal duro são imprescindíveis |
Classificação e comparação da usinabilidade
O índice de usinabilidade é uma métrica padrão da indústria, comparada com o aço de fácil usinagem AISI 1212 (ao qual foi atribuída uma usinabilidade de 100%, de acordo com os manuais de referência sobre metalurgia). Dados de ensaios normalizados fornecidos pelos fornecedores de aço confirmam que o aço 4140 totalmente recozido apresenta uma classificação de usinabilidade de 60–66%. Após o temple e o revenimento, a dureza aumenta e a usinabilidade diminui proporcionalmente: o 4140 pré-endurecido com 28–32 HRC desce para 40–50%, enquanto as variantes de alta temperatura com 38–42 HRC descem para apenas 20–35%. Esta tendência descendente consistente está em consonância com os princípios básicos da mecânica de corte de metais: o aumento da dureza da martensite eleva a força de corte e acelera a abrasão da ferramenta.
| Tipo de material | Estado de tratamento térmico | Índice de usinabilidade (%) |
|---|---|---|
| Aço-liga 4140 | Totalmente recozido (197 HB) | 60–66 |
| Aço-liga 4140 | Q&T 28–32 HRC (pré-endurecido) | 40–50 |
| Aço-liga 4140 | Q&T 38–42 HRC | 20–35 |
| 1018 Aço de baixo teor de carbono | Laminado a quente | 78 |
| Aço inoxidável 304 | Recozido | 40 |
Em comparação com as ligas de carbono simples, como as 1018 e 1045, a 4140 implica custos de maquinagem ligeiramente superiores devido à sua elevada tenacidade. Mesmo assim, oferece uma relação custo-eficiência muito superior à do aço inoxidável 304 ou 316 para peças estruturais sujeitas a cargas elevadas. A sua resistência equilibrada, tenacidade à fratura e usinabilidade razoável tornam-no uma liga essencial para a produção em massa de componentes para os setores automóvel, aeroespacial e de maquinaria de construção.
Desempenho na maquinagem do aço-liga 4140

Processos de maquinagem
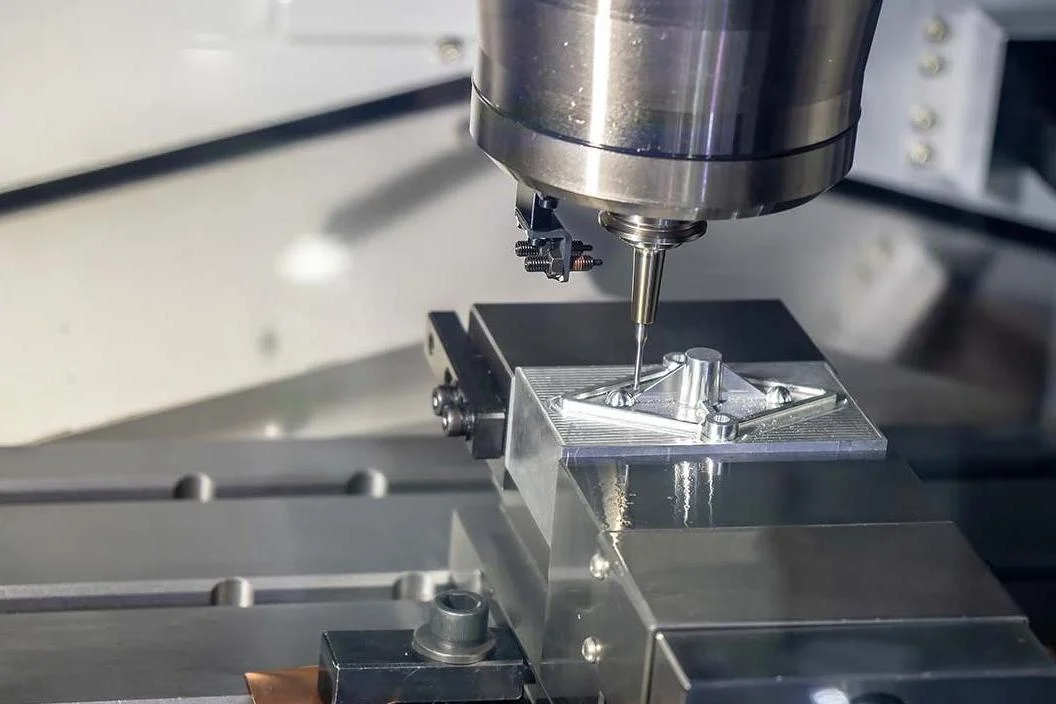
O torneamento, a fresagem e a perfuração CNC constituem o núcleo do fluxo de trabalho de maquinagem de componentes de precisão personalizados em 4140, com geometrias complexas e exigências de tolerância rigorosas. O torneamento permite fabricar eixos, pinos e corpos cilíndricos; a fresagem permite maquinar superfícies planas, ranhuras de chaveta e perfis irregulares; a perfuração permite realizar furos de precisão. O recozimento total pré-usinagem homogeneíza a estrutura granular, reduz a resistência ao corte e prolonga a vida útil das ferramentas. Parâmetros de velocidade e avanço graduados e adaptados ao material minimizam a distorção térmica e proporcionam uma rugosidade superficial consistente e de alta qualidade.
| Operação de maquinagem | Gama SFM | Notas complementares |
|---|---|---|
| Torneamento em bruto/de acabamento | 250–350 | Reduzir a velocidade em 30% para material endurecido com mais de 30 HRC |
| Fresagem de extremidade | 180–280 | Limitar o avanço radial para reduzir a vibração |
| Perfuração | 90–160 | É obrigatório um fluxo contínuo de líquido de arrefecimento em grande volume |
Combinação fundição por cera perdida As peças em bruto com acabamento CNC de precisão permitem tolerâncias dimensionais extremamente rigorosas, até ±0,001 polegada, para peças complexas em liga 4140; este fluxo de trabalho integrado é aplicado de forma rotineira por fabricantes especializados em fundição e maquinagem, incluindo a KEMING, para fornecer componentes de alta resistência com forma quase final.
Desafios comuns
Devido à elevada tenacidade e dureza moderada do aço-liga 4140, a sua maquinagem enfrenta desafios industriais típicos: desgaste acelerado das ferramentas, ciclos de processamento prolongados e aumento dos custos de produção. Um avanço de corte instável induz o endurecimento por deformação do material, aumentando ainda mais a dificuldade de corte. A circulação contínua e estável do líquido de arrefecimento é essencial para reduzir o calor de corte, evitar o endurecimento secundário e garantir uma qualidade de superfície adequada.
Dicas para uma melhor usinabilidade
As especificações operacionais normalizadas podem melhorar significativamente a usinabilidade e a taxa de rendimento do aço 4140:
1. Adotar o arrefecimento contínuo por inundação para reduzir o calor gerado durante o corte, prolongar a vida útil da ferramenta e otimizar o acabamento da superfície;
2. Combinar o corte a baixa velocidade (50 SFM) com ferramentas HSS e pastilhas de metal duro revestidas com TiN/Al₂O₃ para um processamento de alta eficiência;
3. Otimizar a estrutura do quebra-fresas para evitar a formação de aparas finas e o encravamento durante o processamento;
4. Utilizar porta-ferramentas rígidos e um sistema de fixação estável para eliminar a vibração da ferramenta e as falhas de processamento;
5. Manter uma velocidade de avanço constante e um fornecimento ininterrupto de líquido de arrefecimento para evitar o endurecimento do material devido ao trabalho.
Os fabricantes seguem as normas de gestão da qualidade da ISO 9001 para fornecer peças estáveis e de alta precisão em liga de aço 4140 para as indústrias automóvel, aeroespacial e da construção.
Os fabricantes preferem o aço-liga 4140 porque é fácil de maquinar. Utilizam-no para Maquinação CNC isso tem de ser muito preciso. A KEMING presta um bom apoio em matéria de fundição e maquinagem. A tabela abaixo apresenta dados importantes sobre a maquinabilidade:
| Aspeto | Detalhes padronizados | Fonte fidedigna |
|---|---|---|
| Classificação de usinabilidade de referência | 60–66% (recocido a 197 HB, em comparação com o aço 1212 = 100%) | Manuais de usinabilidade de metais |
| Ferramentas recomendadas para a fase primária | Insertos de carboneto revestidos com TiAlN / Al₂O₃ | Guias sobre materiais de corte de carboneto FM |
| Estado ideal de pré-usinagem | Totalmente recozido (197 HB, microestrutura de ferrita-perlita) | Fichas técnicas do material ASTM A829 |
| Principais aplicações industriais | Engrenagens/eixos para o setor automóvel, peças estruturais para o setor aeroespacial, componentes de carga para maquinaria pesada | Normas de aplicação do aço-liga SAE |
| Capacidade de tolerância (combinação de fundição + CNC) | Precisão mínima de ±0,001 polegadas | Dados de casos práticos de maquinagem em fundição por injeção industrial |
FAQ
Qual é o melhor estado para a maquinagem do aço-liga 4140?
O aço-liga 4140 recozido é o mais fácil de maquinar. Caracteriza-se por uma dureza mais baixa e uma microestrutura uniforme, o que reduz a resistência ao corte e prolonga significativamente a vida útil das ferramentas.
Quais são as ferramentas mais adequadas para a maquinagem de aço-liga 4140?
As ferramentas de metal duro com revestimentos profissionais, como TiN ou Al₂O₃, são as que apresentam melhores resultados. Estes revestimentos resistem ao desgaste causado por altas temperaturas e garantem um desempenho de corte estável, tanto no aço 4140 macio como no endurecido.
Existem peças personalizadas em liga de aço 4140 disponíveis?
Os fabricantes profissionais prestam serviços personalizados de fundição por cera perdida e maquinagem CNC de precisão para componentes em aço-liga 4140, de modo a satisfazer diversos requisitos industriais em termos de precisão e resistência.