SAE 4140 Chrom-Molybdän legierter Stahl ist vollständig zerspanbar. Als vielseitiger niedriglegierter Stahl, der durch die Industrienormen ASTM A829 / SAE J404 definiert ist, bietet er im vollständig geglühten Zustand eine optimale Zerspanbarkeit. 4140 wird häufig für hochfeste Präzisionsbauteile in der Automobil-, Luft- und Raumfahrt- sowie der Schwermaschinenindustrie verwendet und vereint hervorragende mechanische Eigenschaften mit einer kontrollierbaren Zerspanbarkeit für die industrielle Fertigung.
| Industrie | Anmeldung |
|---|---|
| Automobilindustrie | Zahnräder und Wellen |
| Luft- und Raumfahrt | Bauteile |
| Schwermaschinenbau | Langlebige Komponenten |
Wichtigste Erkenntnisse
- Vollständig geglühter 4140-Stahl (Standardwert 197 HB gemäß den Datenblättern nach ASTM A829) bietet höchste Zerspanbarkeit bei geringem Schnittwiderstand und gleichbleibend glatten Oberflächen für die Präzisions-CNC-Bearbeitung.
- Beschichtete Hartmetall-Schneideinsätze und eine kontinuierliche Kühlmittelzufuhr sind unerlässlich, um die Standzeit des Werkzeugs zu verlängern und eine durch den Bearbeitungsprozess verursachte Verfestigung zu vermeiden.
- Nach dem Abschrecken und Anlassen nimmt die Zerspanbarkeit von 4140 linear mit steigender Härte ab; härtere Varianten erfordern angepasste Schnittgeschwindigkeiten und spezielle Werkzeuggeometrien.
Zerspanbarkeit von legiertem Stahl der Sorte 4140
Eigenschaften, die die Zerspanbarkeit beeinflussen
Die Zerspanbarkeit von SAE 4140-Stahl wird in erster Linie durch seine in ASTM A829 festgelegte standardisierte chemische Zusammensetzung bestimmt. Die Kombination aus Kohlenstoff, Mangan, Chrom und Molybdän sorgt für hervorragende Zähigkeit und Abriebfestigkeit, bringt jedoch auch gewisse Kompromisse bei der Zerspanbarkeit mit sich. Ein mittlerer Kohlenstoffgehalt erhöht die Zugfestigkeit, steigert jedoch auch die Schnittkräfte; Mangan verfeinert die Kornstruktur und verbessert so die Zähigkeit; Chrom verbessert die Härtbarkeit und sorgt für eine leichte Korrosionsbeständigkeit; Molybdän unterdrückt die Anlasssprödigkeit bei hohen Temperaturen und stabilisiert das thermische Verhalten – all dies wirkt sich direkt auf die Zerspanungsleistung aus.
Standard-chemische Zusammensetzung (Gewicht %, ASTM A829):
- Kohlenstoff (C): 0,38–0,43%
- Mangan (Mn): 0,75–1,00%
- Chrom (Cr): 0,90–1,20%
- Molybdän (Mo): 0,15–0,251 TP3T
Vollständig geglühtes 4140 weist eine konstante Brinell-Härte von 197 HB auf und bildet eine homogene Ferrit-Perlit-Mikrostruktur, die unter Belastung für zuverlässige Maßhaltigkeit sorgt. Aufgrund seiner erhöhten Duktilität weist es jedoch im Vergleich zu einfachem kohlenstoffarmem Stahl einen höheren Zerspanungswiderstand auf. Die Präzisionsbearbeitung erfordert scharfe Schneidkanten und fest eingestellte, stabile Vorschub- und Drehzahlparameter, um die Gratbildung und Oberflächenunregelmäßigkeiten zu minimieren.
Geglühter vs. gehärteter Zustand
Der Wärmebehandlungszustand ist der entscheidende Faktor, der die Zerspanbarkeit von 4140-Stahl beeinflusst. Vollständig geglühter 4140-Stahl weist eine gleichmäßige Ferrit-Perlit-Mikrostruktur mit geringer Härte und hervorragender Zerspanbarkeit auf, die mit herkömmlichen Zerspanungswerkzeugen kompatibel ist. Nach dem Abschrecken und Anlassen wandelt sich die Mikrostruktur in hochfesten Martensit um. Mit steigender Härte nehmen die Zähigkeit des Werkstoffs und die Zerspanungsschwierigkeiten entsprechend zu, was zu einer verkürzten Standzeit der Werkzeuge und höheren technischen Anforderungen an die Bearbeitung führt.
| Zustand | Mikrostruktur | Bearbeitbarkeit | Standzeit (%) | Anmerkungen |
|---|---|---|---|---|
| Geglüht | Ferrit + Perlit | Gut | 55 | Mäßig – Fütterung und Temperatur beobachten |
| Gehärtet und angelassen (28–32 HRC) | Martensit | Mäßig | 45–50 | Sauberere Chips, besseres Finish |
| Gehärtet und angelassen (38–42 HRC) | Martensit | Schwierig | 30–35 | Hartmetallwerkzeuge sind ein Muss |
Bewertung und Vergleich der Bearbeitbarkeit
Der Bearbeitbarkeitsindex ist ein branchenüblicher Maßstab, der sich am leicht zerspanbaren Stahl AISI 1212 orientiert (dem laut Referenzhandbüchern für die Metallbearbeitung ein Bearbeitbarkeitswert von 100% zugewiesen wird). Standardisierte Prüfdaten von Stahlwerkstofflieferanten bestätigen, dass vollständig geglühter 4140 einen Bearbeitbarkeitswert von 60–66% aufweist. Nach dem Abschrecken und Anlassen steigt die Härte an und die Bearbeitbarkeit sinkt proportional: Vorgehärteter 4140 mit 28–32 HRC fällt auf 40–50%, während Varianten mit 38–42 HRC bei hohen Temperaturen auf nur noch 20–35% sinken. Dieser konsequente Abwärtstrend steht im Einklang mit den grundlegenden Mechanismen der Zerspanung: Eine erhöhte Martensithärte steigert die Schnittkraft und beschleunigt den Werkzeugverschleiß.
| Werkstoffgüte | Wärmebehandlungszustand | Bearbeitbarkeitsindex (%) |
|---|---|---|
| Legierter Stahl 4140 | Vollständig geglüht (197 HB) | 60–66 |
| Legierter Stahl 4140 | Q&T 28–32 HRC (vorgehärtet) | 40–50 |
| Legierter Stahl 4140 | Q&T 38–42 HRC | 20–35 |
| 1018 Kohlenstoffarmer Stahl | Warmgewalzt | 78 |
| 304 Edelstahl | Geglüht | 40 |
Im Vergleich zu einfachen Kohlenstoffstahlsorten wie 1018 und 1045 verursacht 4140 aufgrund seiner höheren Zähigkeit einen etwas höheren Bearbeitungsaufwand. Dennoch bietet es bei hochbelasteten Bauteilen eine weitaus bessere Kosteneffizienz als Edelstahl der Sorten 304 oder 316. Seine ausgewogene Festigkeit, Bruchzähigkeit und gute Bearbeitbarkeit machen es zu einer gängigen Legierung für die Massenproduktion von Bauteilen in der Automobilindustrie, der Luft- und Raumfahrt sowie im Baumaschinenbau.
Bearbeitungseigenschaften von legiertem Stahl der Sorte 4140

Bearbeitungsverfahren
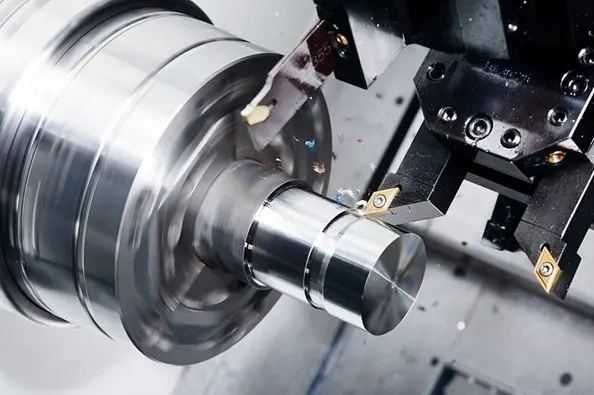
CNC-Drehen, -Fräsen und -Bohren bilden den Kern des Bearbeitungsablaufs für maßgefertigte 4140-Präzisionsbauteile mit komplexen Geometrien und engen Toleranzanforderungen. Beim Drehen werden Wellen, Stifte und zylindrische Körper gefertigt; beim Fräsen werden ebene Flächen, Keilnuten und unregelmäßige Profile bearbeitet; beim Bohren entstehen Präzisionsbohrungen. Eine Vollglühbehandlung vor der Bearbeitung homogenisiert die Kornstruktur, senkt den Schnittwiderstand und verlängert die Standzeit der Werkzeuge. Abgestufte, auf das Material abgestimmte Drehzahl- und Vorschubparameter minimieren thermische Verformungen und sorgen für eine gleichbleibend hohe Oberflächenrauheit.
| Bearbeitungsvorgang | SFM-Reihe | Ergänzende Anmerkungen |
|---|---|---|
| Grob-/Feindrehung | 250–350 | Drehzahl um 30% reduzieren bei gehärtetem Werkstoff mit einer Härte von über 30 HRC |
| Stirnfräsen | 180–280 | Den radialen Schritt begrenzen, um Vibrationen zu reduzieren |
| Bohren | 90–160 | Ein kontinuierlicher Kühlmittelstrom mit hohem Durchfluss ist zwingend erforderlich |
Kombinieren Feinguss Rohlinge mit präziser CNC-Bearbeitung ermöglichen extrem enge Maßtoleranzen von bis zu ±0,001 Zoll für komplexe Bauteile aus der Legierung 4140; dieser integrierte Arbeitsablauf wird routinemäßig von Guss- und Bearbeitungsunternehmen wie KEMING angewendet, um hochfeste Bauteile in nahezu endkonturiger Form herzustellen.
Gemeinsame Herausforderungen
Aufgrund der hohen Zähigkeit und der mäßigen Härte des legierten Stahls 4140 ist die Bearbeitung mit typischen industriellen Herausforderungen verbunden: beschleunigter Werkzeugverschleiß, längere Bearbeitungszyklen und erhöhte Produktionskosten. Ein instabiler Vorschub führt zu einer Kaltverfestigung des Werkstoffs, was die Bearbeitung zusätzlich erschwert. Eine kontinuierliche und stabile Kühlmittelzirkulation ist unerlässlich, um die Schnittwärme zu reduzieren, eine sekundäre Verfestigung zu vermeiden und eine qualifizierte Oberflächenqualität sicherzustellen.
Tipps für eine bessere Bearbeitbarkeit
Standardisierte Betriebsvorschriften können die Zerspanbarkeit und die Ausbeute von 4140-Stahl erheblich verbessern:
1. Setzen Sie eine kontinuierliche Spülkühlung ein, um die Schnittwärme zu reduzieren, die Standzeit der Werkzeuge zu verlängern und die Oberflächengüte zu optimieren;
2. Kombinieren Sie das Schneiden bei niedriger Schnittgeschwindigkeit (50 SFM) mit HSS-Werkzeugen und TiN-/Al₂O₃-beschichteten Hartmetall-Wendeschneidplatten für eine hocheffiziente Bearbeitung;
3. Die Struktur des Spanbrechers optimieren, um fadenförmige Späne und Verstopfungen während der Bearbeitung zu vermeiden;
4. Verwenden Sie stabile Werkzeughalter und eine sichere Klemmung, um Werkzeugvibrationen und Bearbeitungsfehler zu vermeiden;
5. Halten Sie eine konstante Vorschubgeschwindigkeit und eine unterbrechungsfreie Kühlmittelzufuhr ein, um eine Kaltverfestigung des Werkstoffs zu verhindern.
Die Hersteller halten sich an die Qualitätsmanagementnormen nach ISO 9001, um stabile, hochpräzise Bauteile aus 4140-Legierungsstahl für die Automobil-, Luftfahrt- und Bauindustrie zu liefern.
Hersteller schätzen den legierten Stahl 4140, weil er sich leicht bearbeiten lässt. Sie verwenden ihn für CNC-Bearbeitung Das muss sehr genau sein. KEMING bietet gute Unterstützung beim Gießen und bei der Bearbeitung. Die folgende Tabelle enthält wichtige Informationen zur Bearbeitbarkeit:
| Aspekt | Standardisierte Angaben | Maßgebliche Quelle |
|---|---|---|
| Grundlegende Bewertung der Bearbeitbarkeit | 60–66% (geglüht, 197 HB, im Vergleich zu 1212-Stahl = 100%) | Handbücher zur Bearbeitbarkeit von Werkstoffen |
| Empfohlene Werkzeuge (primär) | Mit TiAlN/Al₂O₃ beschichtete Hartmetall-Einsätze | FM-Leitfäden zu Hartmetall-Schneidwerkstoffen |
| Optimaler Zustand vor der Bearbeitung | Vollständig geglüht (197 HB, Ferrit-Perlit-Mikrostruktur) | Materialdatenblätter nach ASTM A829 |
| Wichtigste industrielle Anwendungsbereiche | Getriebe und Wellen für die Automobilindustrie, Strukturbauteile für die Luft- und Raumfahrt, tragende Bauteile für Schwermaschinen | SAE-Anwendungsnormen für legierten Stahl |
| Toleranzfähigkeit (Kombination aus Guss und CNC-Bearbeitung) | Mindestens ±0,001 Zoll Genauigkeit | Fallbeispiele zur Bearbeitung von industriellen Feingussteilen |
FAQ
Was ist der beste Zustand für die Bearbeitung von 4140-Legierungsstahl?
Geglühter 4140-Legierungsstahl lässt sich am einfachsten bearbeiten. Er zeichnet sich durch eine geringere Härte und eine gleichmäßige Mikrostruktur aus, was den Schnittwiderstand verringert und die Standzeit der Werkzeuge erheblich verlängert.
Welche Werkzeuge eignen sich am besten für die Bearbeitung von 4140-Legierungsstahl?
Am besten eignen sich Hartmetallwerkzeuge mit professionellen Beschichtungen wie TiN oder Al₂O₃. Diese Beschichtungen sind widerstandsfähig gegen Verschleiß bei hohen Temperaturen und gewährleisten eine konstante Schneidleistung sowohl bei weichem als auch bei gehärtetem 4140-Stahl.
Sind maßgefertigte Teile aus 4140-Legierungsstahl erhältlich?
Professionelle Hersteller bieten maßgeschneiderte Dienstleistungen im Bereich Feinguss und Präzisions-CNC-Bearbeitung für Bauteile aus 4140-Legierungsstahl an, um den vielfältigen industriellen Anforderungen an Präzision und Festigkeit gerecht zu werden.