Литье из пенопласта это инновационный метод изготовления металлических деталей. В нем используются модели из пенопласта, которые в конечном итоге заполняются расплавленным металлом. Обычно производители используют модели из вспенивающегося полистирола, которые собираются, покрываются и помещаются в песчаную форму. В процессе литья расплавленный металл расплавляет пену и заполняет форму, в результате чего получается высокоточная отливка с гладкой поверхностью. Эта технология широко используется в различных отраслях промышленности; например, производители автомобилей и машин полагаются на нее при изготовлении долговечных деталей. Основные этапы литья по выплавляемым моделям включают: изготовление модели, сборку модели, нанесение покрытия, заливку металла и отделку готового изделия.
| Тип приложения | Описание |
|---|---|
| Автомобильные запчасти | Используется для изготовления сложных деталей автомобилей, что ознаменовало его первоначальное применение. |
| Чугунные отливки для панелей кузова | Часто используется для производства чугунных отливок для штампов кузовных панелей автомобилей. |
| Компоненты для станков | Используется для изготовления деталей станков, демонстрируя свою универсальность. |
| Цветные детали | Применяется в производстве корпусов и оболочек, демонстрируя широкий спектр применения. |
Основные выводы
- При литье по выплавляемым моделям используется форма из легкоплавкой пены. Это позволяет отливать из горячего металла гладкие и точные детали.
- Этот процесс уменьшает количество отходов, что позволяет сократить расходы. Кроме того, он позволяет повторно использовать песок, что делает его экологически чистым.
- Инженеры могут легко создавать различные жесткие формы с помощью литья по утраченной пене. Это означает, что им не нужно много деталей или инструментов.
- Этот процесс позволяет получать очень точные формы и гладкие поверхности. Поэтому он идеально подходит для производства автомобилей и кораблей.
- Процесс литья по утраченной пене универсален, но для сохранения формы и прочности с формой из пены нужно обращаться аккуратно.
Технологический процесс литья по выплавляемым моделям
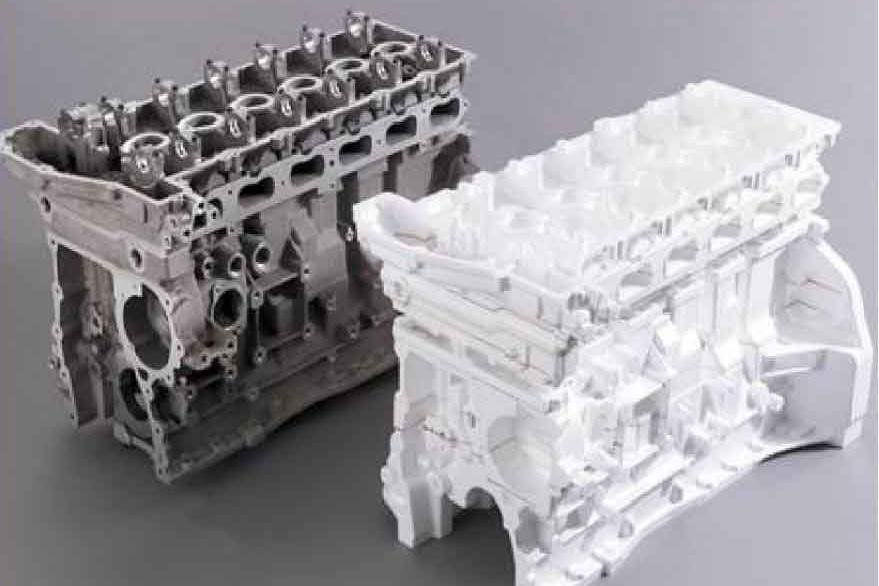
Изготовление форм для литья из пенопласта
Лформовка пенопласта Процесс начинается с создания формы для пенопласта. Производители обычно используют пенополистирол (EPS), потому что он легкий и легко поддается формовке. Кроме того, при соприкосновении с горячим металлом форма чисто и четко исчезает. Для деталей, требующих повышенной прочности или точности, используются вспененный полипропилен (EPP) и сополимеры.
| Материал | Свойства |
|---|---|
| Экспандированный полистирол (EPS) | Легкий, легко поддается формовке, сохраняет форму, хорошо исчезает при плавлении металла. |
| Расширенный полипропилен (EPP) | Сильный и точный, часто смешивается с EPS для специальных целей. |
| Сополимеры | Используется для повышения производительности при выполнении определенных работ. |
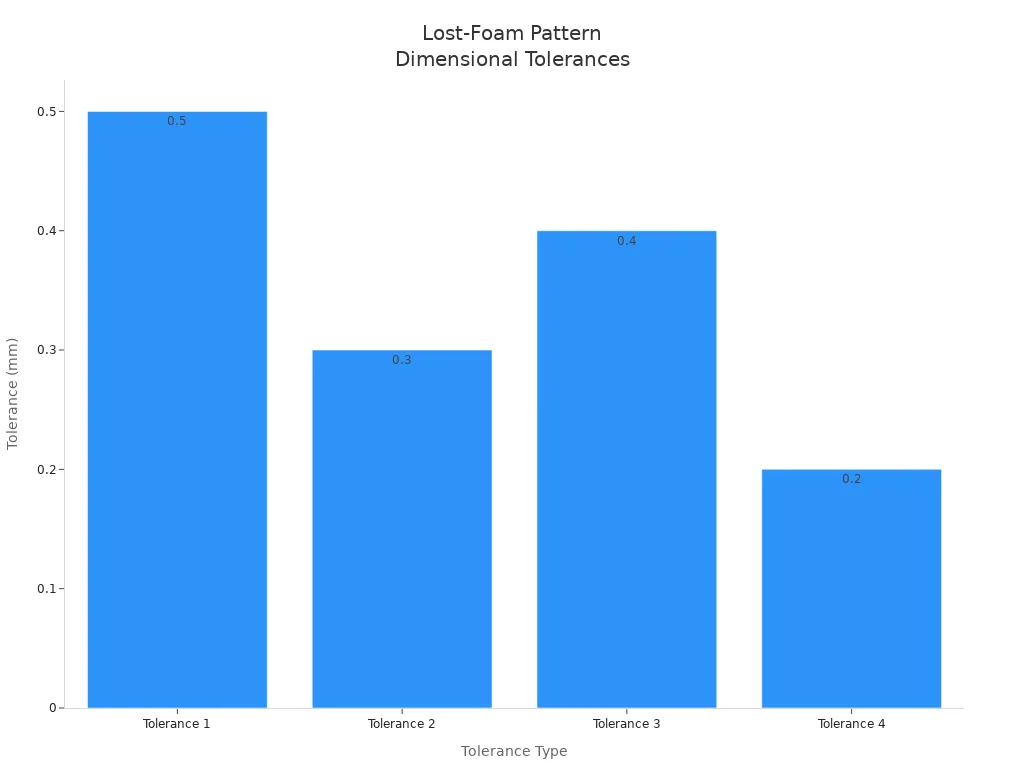
Для создания форм для пенополистирола EPS производители используют литье под давлением. Они помещают частицы пенопласта в алюминиевую форму и сплавляют их вместе с помощью пара и давления. При мелкосерийном производстве для придания формы пенопласту используются станки с ЧПУ или 3D-принтеры. Этот этап помогает сохранить точность формы. Типичные допуски составляют от ±0,2 мм до ±0,5 мм.
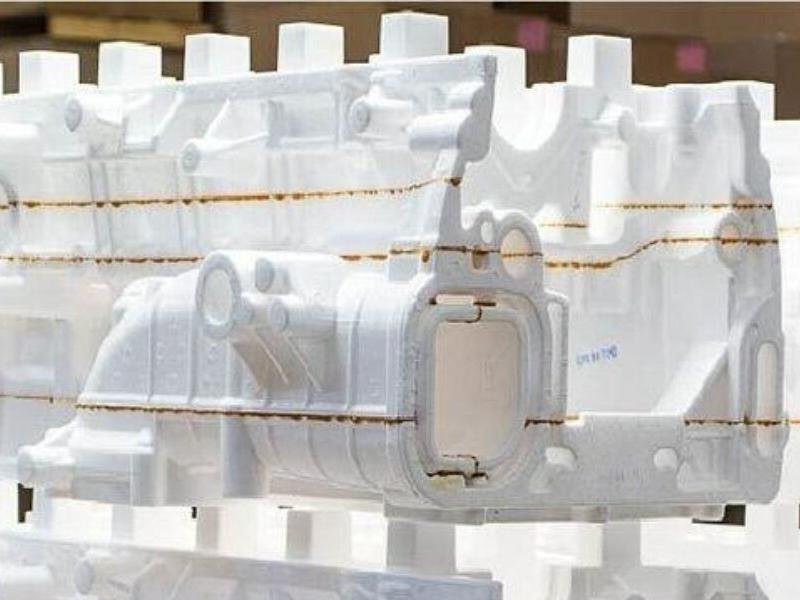
Сборка деталей
После изготовления форм из пенопласта рабочие собирают их, чтобы создать окончательную форму. Иногда для создания сложных форм соединяют несколько деталей. Для соединения отдельных частей используются специальные клеи, такие как термоклей или холодный клей. Зазоры между склеенными деталями должны составлять менее 0,1 мм. Это предотвращает утечку металла и делает поверхность гладкой.
Качество сборки зависит от многих факторов:
- Плотность пены определяет ее прочность.
- Равномерное распределение пены обеспечивает стабильный эффект.
- Контролируемый нагрев обеспечивает прочное соединение форм.
- Тонкая обработка и выбор материала уменьшают количество дефектов.
- Меньшее количество швов и гладкие соединения повышают прочность формы.
Покрытие и покрытие песчаных форм
После того как форма готова, рабочие наносят на ее поверхность огнеупорное покрытие. Это покрытие защищает пену от коррозионного воздействия высокотемпературного металла. Обычно используемые покрытия термостойки и позволяют газам, образующимся при плавлении пены, выходить наружу. Покрытие должно быть достаточно прочным, чтобы выдержать давление песчаной формы и металла.
После нанесения покрытия модель помещается в ящик с песком для просушки. Рабочие заполняют модель несвязным песком. Песок удерживает модель в форме во время литья. Песок и покрытие влияют на поверхность и точность конечной отливки. Круглый песок с керамическим покрытием обладает хорошей текучестью, что уменьшает количество дефектов. Прочное покрытие предотвращает деформацию пены и обеспечивает точность размеров.
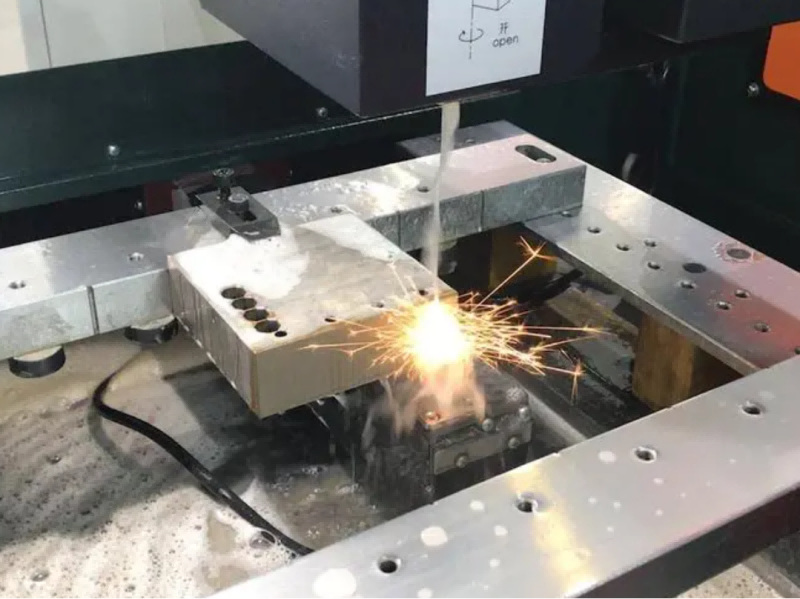
Заливка металла и удаление пены
Затем рабочие заливают горячий металл в песчаную форму. Температура металла обычно составляет от 700°C до 1600°C, в зависимости от типа металла. Горячий металл расплавляет пенопластовую модель. Расплавленная пена проникает в покрытие и песок, образуя пустоту, которую заполняет металл.
Этот шаг очень важен. Пена должна полностью расплавиться, чтобы избежать ошибок во время литья. Литье из пенопласта позволяет создавать сложные формы с минимальным количеством отходов, поскольку пена полностью расплавляется.
Формование и отделка
После того как металл остынет, рабочий извлекает отливку из песчаной формы. Извлечение отливки из литейной формы очень простое. Свободный песок быстро осыпается. После просеивания до 60% песка может быть использовано повторно. Это делает литье с потерей пены более эффективным, чем другие методы, требующие большего количества шагов для удаления песка.
| Процесс | Литье из пенопласта | Другие методы литья |
|---|---|---|
| Шейкаут | Песок легко удаляется, после просеивания повторно используется до 60% | Необходимы более жесткие меры по устранению последствий |
| Отделка | Для ворот и неровностей снимается всего 1,5-3 мм материала | Необходимы дополнительные отделочные работы |
Финишная обработка - это удаление литников и шероховатостей с отливок. Обычно рабочие снимают всего 1,5-3 миллиметра материала, что меньше, чем при других методах литья. Этот этап обеспечивает соответствие конечного продукта требуемым стандартам и гладкую поверхность.
Компания Keming, обладающая опытом литья по выплавляемым моделям, может обрабатывать различные металлы и реализовывать проекты любого масштаба. Современное оборудование и профессиональная команда обеспечивают высокое качество и точность отливок для таких отраслей, как автомобилестроение, судостроение и сельское хозяйство, на всех этапах.
Преимущества литья по технологии Lost Foam Casting

Эффективность затрат и материалов
Литье в пенопласт позволяет сэкономить на затратах и материалах. Пенопластовая форма направляет расплавленный металл в форму, сводя к минимуму остатки материала. Рабочие могут повторно использовать сухой песок, что сокращает количество отходов и благоприятно сказывается на окружающей среде.
Литье из пенопласта дешевле, чем литьё по выплавляемым моделям. Он требует меньше материалов и трудозатрат. В таблице ниже приведено сравнение:
| Фактор стоимости | Литье из пенопласта | Инвестиционное литье |
|---|---|---|
| Материальные затраты | Меньше, меньше отходов | Более дорогие материалы |
| Затраты на оснастку и наладку | Более низкие и простые узоры | Более высокие, сложные формы |
| Расходы на оплату труда и обработку | Меньше трудозатрат | Больше практической работы |
Гибкость конструкции
Технология литья по технологии Lost Foam позволяет инженерам создавать сложные формы и соединять несколько деталей в единое целое. Это упрощает процесс проектирования и сокращает количество необходимой оснастки. Литье с утратой вспенивания позволяет создавать тонкие стенки и внутренние пространства, а также подрезы, которые трудно получить с помощью других методов.
Команда KEMING использует технологию литья с потерями пены для создания деталей на заказ, предлагая специальные конструкции для таких отраслей промышленности, как автомобильная и морская.
Обработка поверхности и точность
Литье с потерей пены позволяет получать детали с гладкой поверхностью и высокой точностью. Когда горячий металл попадает в форму, рисунок на пенопластовой форме исчезает, что помогает металлу заполнить каждую деталь формы. В итоге детали имеют гладкую поверхность и точную форму.
| Метод литья | Шероховатость поверхности (Ra) |
|---|---|
| Инвестиционное литье | 1-3 мкм |
| Литье из пенопласта | 3-6 мкм |
Литье по литейной пене обеспечивает чрезвычайно высокие допуски с точностью ±0,005 мм на миллиметр. Это очень важно для деталей, требующих плотного прилегания. Оборудование KEMING гарантирует, что каждая деталь соответствует строгим стандартам обработки поверхности и точности.
Литье по выплавляемым моделям позволяет производителям изготавливать тонкие, эффективные и экономичные детали для различных отраслей промышленности.
Недостатки и ограничения
Проблемы, связанные с обработкой деталей
При литье по выплавляемым моделям используются формы из пенопласта. Операторы должны быть предельно осторожны. Недостаточная опора может привести к изгибу и деформации формы. Форма также может сломаться из-за хрупкости материала пены. Каждая форма требует бережного обращения, чтобы сохранить свою форму. Сохранение правильного положения формы имеет решающее значение для литья.
- Недостаточная поддержка может привести к изгибу и деформации формы.
- Пенопласт - хрупкий материал, и обращаться с ним нужно осторожно.
- Точные размеры необходимы для получения высококачественных отливок.
Ограничения процесса
Литье по литейной пене подходит для деталей различных размеров. С его помощью можно изготавливать как мелкие, так и крупные детали. Передовые технологические методы облегчают изготовление крупных отливок. В этом процессе могут использоваться как черные, так и цветные металлы. Для большинства металлов требуется температура заливки выше 1000°F (примерно 538°C). Низкотемпературные металлы подходят только для небольших деталей. Можно также использовать медные сплавы, но при этом могут образовываться газы и дефекты.
Примечание: Литье по утраченной пене - гибкий процесс, но некоторые металлы и размеры требуют особого внимания.
Сравнение с другими методами литья
Литье с утратой пены - это быстрое и недорогое производство в средних объемах. Детали могут быть изготовлены за 3-7 дней. Иногда первая деталь может быть изготовлена всего за 15 дней. Это быстрее, чем литье в песчаные формы. Трудозатраты могут быть снижены до 60%. После литья требуется меньше финишной обработки.
| Метод литья | Механическая прочность | Устойчивость к ударам | Прочность на разрыв |
|---|---|---|---|
| Литье по выплавляемым моделям | Высокий | Хорошо | Высокий |
| Инвестиционное литье | Высокий | Хорошо | Высокий |
| Литье в песок | Нижний | Переменная | Нижний |
| Метод литья | Факторы стоимости | Скорость производства |
|---|---|---|
| Литье из пенопласта | Более высокая стоимость изготовления деталей, более низкая стоимость отделки | 3-7 дней для модельного цикла |
| Литье в песок | Более высокие затраты на оснастку и обработку | Долговечнее, чем потерянная пена |
| Инвестиционное литье | Более высокие постоянные затраты, лучше всего подходит для больших объемов | Медленнее, чем потерянная пена |
Литье по выплавляемым моделям позволяет быстро получить прочные и точные детали. Каждый метод литья подходит для разных областей применения.
Литье по выплавляемым моделям - это относительно недорогой метод изготовления высокоточных металлических деталей. Он особенно подходит для изготовления деталей сложной формы с гладкой поверхностью. Этот метод подходит для мелкосерийного производства деталей, а также для изготовления таких изделий, как автомобили, самолеты и корабли. Многие компании используют литье по выплавляемым моделям из-за его скорости и универсальности. Все больше людей по всему миру начинают использовать этот метод. Если вам нужны детализированные и высококачественные металлические детали, литье по выплавляемым моделям - хороший выбор. Компания KEMING поможет вам в реализации различных проектов и всегда обеспечит точные и надежные результаты.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Какие материалы используют производители для литья по выплавляемым моделям?
В большинстве случаев производители выбирают пенополистирол (EPS). EPS имеет небольшой вес и легко поддается резке или формовке. Иногда также используется вспененный полипропилен (EPP) для создания более прочных деталей.
Как литье по выплавляемым моделям позволяет сократить количество отходов?
При литье из пенопласта используются формы из пенопласта, которые исчезают в процессе заливки металла. Рабочие могут многократно использовать песчаные формы. Необходимо удалить лишь небольшое количество лишнего материала. Этот процесс помогает сохранить ресурсы и уменьшить количество отходов.
Можно ли с помощью формования из потерянной пены создавать сложные формы?
- Формование из пенопласта позволяет инженерам создавать детали жесткой формы.
- Он позволяет создавать тонкие стены и внутренние пространства без использования специальных стержней.
- Он также может создавать подрезы.
Какие отрасли промышленности могут получить выгоду от формования с потерями пены?
| Промышленность | Примеры деталей |
|---|---|
| Автомобили | Блоки двигателей, кузовные панели |
| Морской | Выхлопные трубы, пропеллеры |
| Сельское хозяйство | Компоненты машин |