Fundición de espuma perdida es un método innovador de fabricación de piezas metálicas. Utiliza modelos de espuma que finalmente se rellenan con metal fundido. Los fabricantes suelen utilizar modelos de poliestireno expandible, que se ensamblan, se recubren y se colocan en un molde de arena. Durante el proceso de fundición, el metal fundido funde la espuma y rellena el molde, dando como resultado una pieza de fundición de alta precisión y superficie lisa. Esta tecnología se utiliza ampliamente en diversos sectores; por ejemplo, los fabricantes de automóviles y maquinaria confían en ella para producir piezas duraderas. Las principales etapas de la fundición a la espuma perdida son: fabricación del modelo, montaje del modelo, revestimiento, vertido del metal y acabado del producto final.
| Tipo de aplicación | Descripción |
|---|---|
| Piezas de automóviles | Se utiliza para fabricar piezas complejas de automóviles, lo que marca su aplicación inicial. |
| Fundición de hierro para paneles de carrocería | Se emplea con frecuencia para producir piezas de fundición de hierro para troqueles de paneles de carrocería de automóviles. |
| Componentes de máquinas herramienta | Se utiliza para fabricar piezas de máquinas herramienta, lo que demuestra su versatilidad. |
| Piezas no ferrosas | Se aplica en la fabricación de carcasas y cajas, lo que demuestra su amplia gama de usos. |
Principales conclusiones
- La fundición a la espuma perdida utiliza un molde de espuma fusible. Esto permite fundir metal caliente en piezas lisas y precisas.
- Este proceso reduce los residuos, con el consiguiente ahorro de costes. Además, permite reciclar la arena, por lo que es respetuoso con el medio ambiente.
- Los ingenieros pueden crear fácilmente diversas formas rígidas utilizando el moldeo de espuma perdida. Esto significa que no necesitan muchas piezas ni herramientas.
- El proceso puede producir formas muy precisas y superficies lisas. Por ello, es ideal para la fabricación de automóviles y barcos.
- El proceso de fundición de espuma perdida es versátil, pero el molde de espuma debe manipularse con cuidado para mantener su forma y resistencia.
Flujo del proceso de fundición de espuma perdida
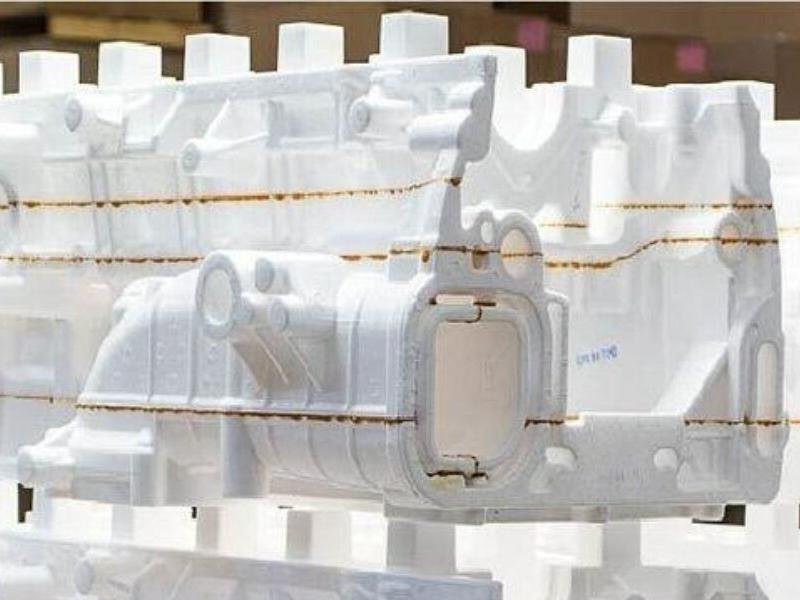
Fabricación de moldes de espuma perdida
La lmoldeado de espuma ost comienza con la creación de un molde de espuma. Los fabricantes suelen utilizar poliestireno expandido (EPS) porque es ligero y fácil de moldear. Además, el molde desaparece de forma limpia y nítida cuando el metal caliente entra en contacto con él. Para piezas que requieren mayor resistencia o precisión, se utilizan el polipropileno expandido (EPP) y los copolímeros.
| Material | Propiedades |
|---|---|
| Poliestireno expandido (EPS) | Ligero, fácil de moldear, mantiene su forma, desaparece bien cuando se funde con el metal. |
| Polipropileno expandido (EPP) | Fuerte y preciso, a menudo mezclado con EPS para usos especiales. |
| Copolímeros | Se utiliza para mejorar el rendimiento en determinados trabajos. |
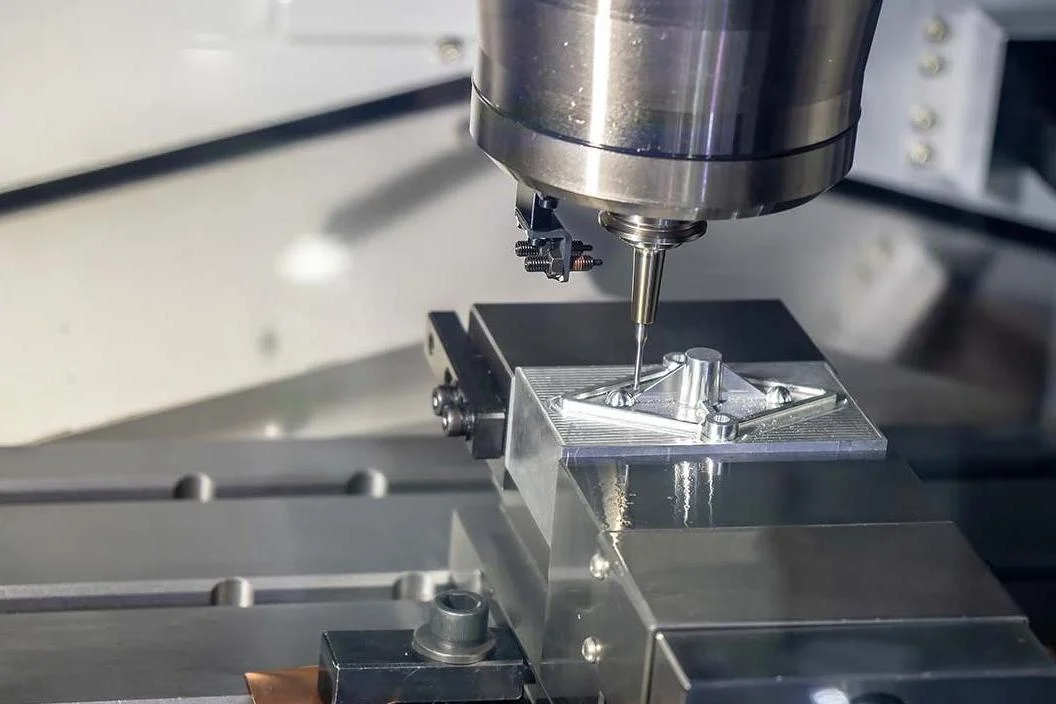
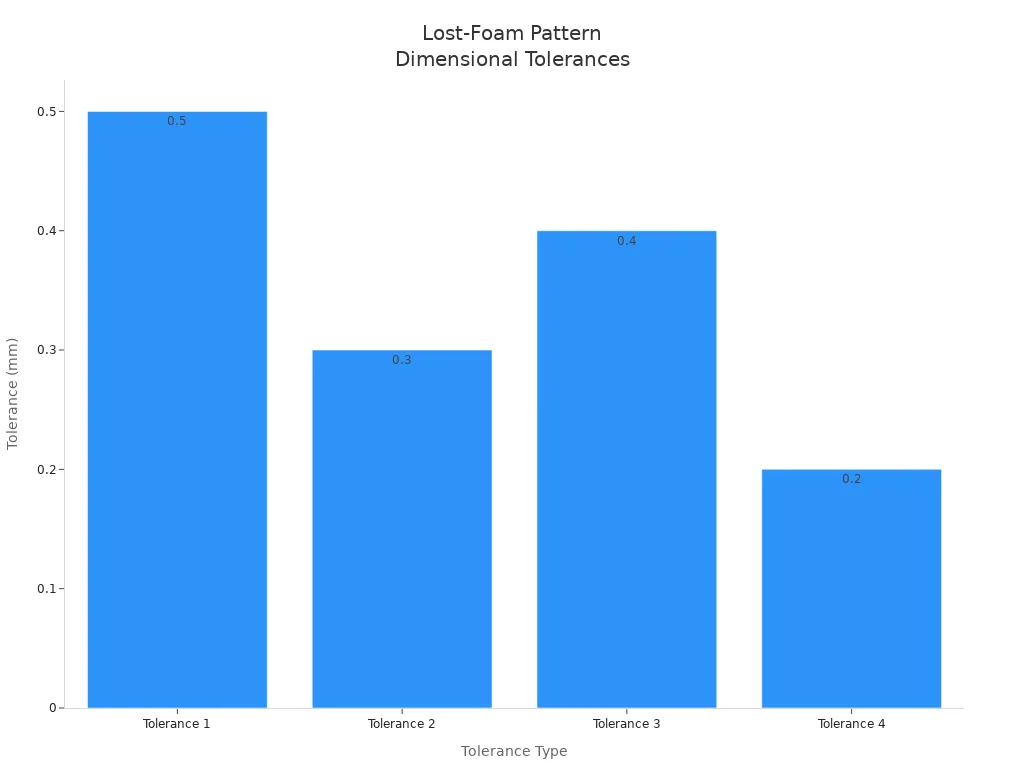
Los fabricantes utilizan el moldeo por inyección para crear moldes de espuma EPS. Colocan partículas de espuma en un molde de aluminio y las fusionan mediante vapor y presión. Para la producción de lotes pequeños, utilizan máquinas herramienta CNC o impresoras 3D para dar forma a la espuma. Este paso ayuda a mantener la precisión del molde. Las tolerancias típicas oscilan entre ±0,2 mm y ±0,5 mm.
Montaje de patrones
Una vez hechos los moldes de espuma, los trabajadores los ensamblan para crear el molde final. A veces, para crear formas complejas, se unen varias piezas. Se utilizan adhesivos especiales, como cola caliente o cola fría, para unir las piezas individuales. Los espacios entre las piezas unidas deben ser inferiores a 0,1 mm. Así se evitan las fugas de metal y se mantiene la superficie lisa.
La calidad del montaje depende de muchos factores:
- La densidad de la espuma determina su resistencia.
- La distribución uniforme de la espuma garantiza un efecto estable.
- El calentamiento controlado garantiza una fuerte unión del molde.
- El mecanizado fino y la selección de materiales reducen los defectos.
- El menor número de costuras y las uniones lisas aumentan la resistencia del molde.
Revestimiento y recubrimiento de moldes de arena
Una vez terminado el molde, los trabajadores aplican a su superficie un revestimiento ignífugo. Este revestimiento protege la espuma de los efectos corrosivos del metal a alta temperatura. Los revestimientos utilizados habitualmente son resistentes al calor y permiten la salida de los gases producidos al fundirse la espuma. El revestimiento debe ser lo bastante resistente para soportar la presión del molde de arena y el metal.
Tras el revestimiento, el modelo se coloca en un cajón de arena una vez seco. Los trabajadores rellenan el modelo con arena sin aglomerar. La arena mantiene la forma del modelo durante la fundición. La arena y el revestimiento influyen en la superficie y la precisión de la colada final. La arena redonda recubierta de cerámica tiene buena fluidez, lo que reduce los defectos. Un revestimiento resistente evita la deformación de la espuma y garantiza la precisión dimensional.
Vertido de metales y eliminación de espuma
A continuación, los trabajadores vierten metal caliente en el molde de arena. La temperatura del metal suele oscilar entre 700°C y 1600°C, según el tipo de metal. El metal caliente funde el modelo de espuma. La espuma fundida penetra en el revestimiento y la arena, creando un vacío que el metal rellena.
Este paso es crucial. La espuma debe fundirse por completo para evitar errores durante la fundición. La fundición de espuma perdida permite a los trabajadores crear formas complejas con el mínimo desperdicio porque la espuma se disipa por completo.
Desmoldeo y acabado
Una vez que el metal se enfría, el operario extrae la pieza del molde de arena. El desmoldeo en el moldeo a la espuma perdida es muy fácil. La arena suelta se desprende rápidamente. Después de tamizarla, se puede reutilizar hasta 60% de la arena. Esto hace que la fundición a la espuma perdida sea más eficaz que otros métodos que requieren más pasos para retirar la arena.
| Proceso | Fundición de espuma perdida | Otros métodos de fundición |
|---|---|---|
| Sacudida | La arena suelta se desprende fácilmente; se reutilizan hasta 60% tras el cribado | Se necesitan medidas más duras |
| Acabado | Sólo se eliminan 1,5-3 mm de material en compuertas y zonas rugosas | Se necesitan más trabajos de acabado |
El acabado consiste en eliminar las rebabas o asperezas de las piezas fundidas. Los trabajadores suelen retirar sólo entre 1,5 y 3 milímetros de material, menos que en otros métodos de fundición. Este paso garantiza que el producto final cumpla las normas exigidas y tenga una superficie lisa.
Keming Company, con su experiencia en fundición de espuma perdida, puede procesar una gran variedad de metales y acometer proyectos de todos los tamaños. Su moderno equipamiento y su equipo de profesionales garantizan piezas de fundición de alta calidad y precisión para sectores como la automoción, la construcción naval y la agricultura en todas sus fases.
Ventajas de la fundición de espuma perdida

Eficiencia de costes y materiales
La fundición de espuma perdida ayuda a ahorrar costes y materiales. El molde de espuma guía el metal fundido hacia el interior del molde, minimizando el material sobrante. Los trabajadores pueden reutilizar la arena seca, lo que reduce los residuos y beneficia al medio ambiente.
La fundición a la espuma perdida es menos costosa que fundición de precisión. Requiere menos material y mano de obra. La tabla siguiente muestra una comparación:
| Factor de coste | Fundición de espuma perdida | Fundición a la cera perdida |
|---|---|---|
| Costes de material | Menos residuos | Materiales más caros |
| Costes de utillaje y preparación | Patrones más bajos y sencillos | Moldes más altos y complejos |
| Costes laborales y de transformación | Menos mano de obra necesaria | Más trabajo práctico |
Flexibilidad de diseño
La tecnología de fundición de espuma perdida permite a los ingenieros crear formas complejas y unir varias piezas en una sola unidad. Esto simplifica el proceso de diseño y reduce la cantidad de herramientas necesarias. La fundición de espuma perdida permite crear paredes finas y espacios internos, así como rebajes difíciles de conseguir con otros métodos.
El equipo de KEMING utiliza la tecnología de fundición de espuma perdida para crear piezas a medida, proporcionando diseños especiales para industrias como la automovilística y la naval.
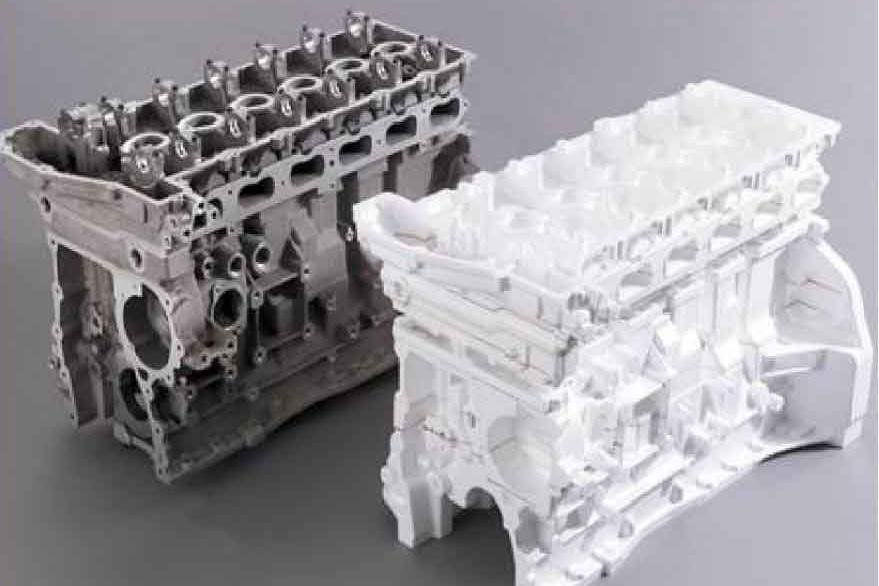
Acabado superficial y precisión
La fundición de espuma perdida produce piezas con superficies lisas y gran precisión. Cuando el metal caliente entra en el molde, el patrón de la espuma desaparece, lo que ayuda al metal a rellenar cada detalle del molde. Al final, las piezas tienen superficies lisas y formas precisas.
| Método de fundición | Rugosidad superficial (Ra) |
|---|---|
| Fundición a la cera perdida | 1-3 µm |
| Fundición de espuma perdida | 3-6 µm |
La fundición de espuma perdida mantiene tolerancias extremadamente altas, con una precisión de ±0,005 mm por milímetro. Esto es crucial para las piezas que requieren ajustes estrechos. Los equipos de KEMING garantizan que cada pieza cumpla las estrictas normas de precisión y acabado superficial.
La fundición de espuma perdida permite a los fabricantes producir piezas finas, eficaces y rentables para numerosas industrias.
Desventajas y limitaciones
Desafíos en el manejo de patrones
La fundición a la espuma perdida utiliza moldes de espuma. Los operarios deben ser extremadamente cuidadosos. Un apoyo insuficiente puede hacer que el molde se doble y se deforme. El molde también es propenso a romperse debido a la fragilidad del material de espuma. Cada molde requiere una manipulación suave para mantener su forma. Mantener la posición correcta del molde es fundamental para la fundición.
- Un soporte insuficiente puede hacer que el molde se doble y se deforme.
- El material de espuma es frágil y debe manipularse con cuidado.
- La precisión de las dimensiones es esencial para obtener piezas fundidas de alta calidad.
Limitaciones del proceso
La fundición de espuma perdida es adecuada para piezas de diversos tamaños. Puede producir piezas pequeñas y grandes. Los métodos avanzados del proceso facilitan la fabricación de piezas fundidas de gran tamaño. Este proceso puede utilizar tanto metales ferrosos como no ferrosos. La mayoría de los metales requieren una temperatura de colada superior a 1000 °F (aproximadamente 538 °C). Los metales de baja temperatura sólo son adecuados para piezas pequeñas. También pueden utilizarse aleaciones de cobre, pero pueden producir gases y defectos.
Nota: La fundición a la espuma perdida es un proceso flexible, pero determinados metales y dimensiones requieren una atención especial.
Comparación con otros métodos de fundición
La fundición de espuma perdida es rápida y de bajo coste para la producción de volúmenes medios. Las piezas pueden terminarse en 3-7 días. A veces, la primera pieza puede terminarse en sólo 15 días. Es más rápido que la fundición en arena. Los costes de mano de obra pueden reducirse hasta 60%. Se requiere menos acabado después de la fundición.
| Método de fundición | Resistencia mecánica | Resistencia a los impactos | Resistencia a la tracción |
|---|---|---|---|
| Colada con espuma perdida | Alta | Bien | Alta |
| Fundición a la cera perdida | Alta | Bien | Alta |
| Fundición en arena | Baja | Variable | Baja |
| Método de fundición | Factores de coste | Velocidad de producción |
|---|---|---|
| Fundición de espuma perdida | Mayores costes de patronaje, menores costes de acabado | 3-7 días para el ciclo modelo |
| Fundición en arena | Mayores costes de utillaje y acabado | Más largo que la espuma perdida |
| Fundición a la cera perdida | Costes fijos más elevados, mejor para grandes volúmenes | Más lento que la espuma perdida |
La fundición de espuma perdida produce piezas resistentes y precisas con rapidez. Cada método de fundición es adecuado para distintas aplicaciones.
La fundición de espuma perdida es un método relativamente barato para fabricar piezas metálicas de alta precisión. Es especialmente adecuado para fabricar piezas con formas complejas y superficies lisas. Este método es adecuado para la producción de pequeños lotes de piezas, así como para la fabricación de productos como automóviles, aviones y barcos. Muchas empresas utilizan la fundición a la espuma perdida por su rapidez y versatilidad. Cada vez más personas de todo el mundo empiezan a utilizar este método. Si necesita piezas metálicas detalladas y de alta calidad, la fundición de espuma perdida es una buena opción. KEMING puede ayudarle en diversos proyectos y ofrecerle siempre resultados precisos y fiables.
PREGUNTAS FRECUENTES
¿Qué materiales utilizan los fabricantes para la fundición a la espuma perdida?
En la mayoría de los casos, los fabricantes optan por el poliestireno expandido (EPS). El EPS es ligero y fácil de cortar o moldear. A veces, también utilizan polipropileno expandido (EPP) para crear piezas más resistentes.
¿Cómo reduce los residuos la fundición a la espuma perdida?
La fundición de espuma perdida utiliza moldes de espuma que desaparecen durante el proceso de colada del metal. Los trabajadores pueden reutilizar los moldes de arena varias veces. Sólo hay que retirar una pequeña cantidad de material sobrante. Este proceso ayuda a conservar los recursos y a reducir los residuos.
¿Puede el moldeo de espuma perdida crear formas complejas?
- El moldeo de espuma perdida permite a los ingenieros crear piezas con formas rígidas.
- Puede crear paredes finas y espacios interiores sin necesidad de núcleos especiales.
- También puede crear socavones.
¿Qué industrias pueden beneficiarse del moldeo de espuma perdida?
| Industria | Ejemplos de piezas |
|---|---|
| Automoción | Bloques de motor, paneles de carrocería |
| Marina | Carcasas de escape, hélices |
| Agricultura | Componentes de maquinaria |