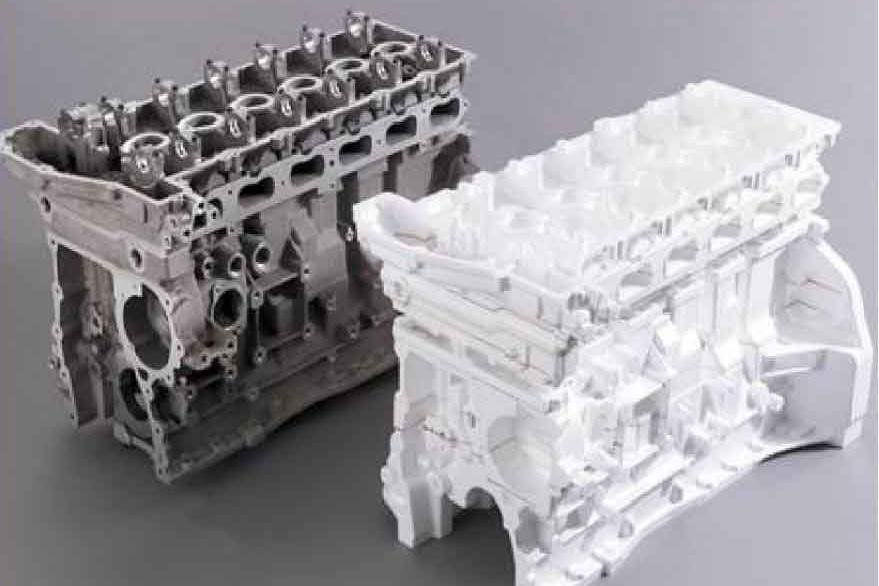
Fundição de espuma perdida é um método inovador de fabrico de peças metálicas. Utiliza modelos de espuma que são finalmente preenchidos com metal fundido. Os fabricantes utilizam normalmente modelos feitos de poliestireno expansível, que são montados, revestidos e depois colocados num molde de areia. Durante o processo de fundição, o metal fundido derrete a espuma e preenche o molde, resultando numa fundição de alta precisão e de superfície lisa. Esta tecnologia é amplamente utilizada em várias indústrias; por exemplo, os fabricantes de automóveis e máquinas confiam nela para produzir peças duradouras. As principais etapas da fundição por espuma perdida incluem: fabrico do modelo, montagem do modelo, revestimento, vazamento do metal e acabamento do produto final.
| Tipo de aplicação | Descrição |
|---|---|
| Peças para automóveis | Utilizado para fabricar peças complexas de automóveis, marcando a sua aplicação inicial. |
| Peças fundidas em ferro para painéis de carroçaria | Frequentemente utilizado para produzir peças fundidas em ferro para moldes de painéis de carroçaria. |
| Componentes de máquinas-ferramenta | Utilizado para o fabrico de peças de máquinas-ferramentas, demonstrando a sua versatilidade. |
| Peças não ferrosas | Aplicado na produção de caixas e invólucros, demonstrando a sua vasta gama de utilizações. |
Principais conclusões
- A fundição de espuma perdida utiliza um molde de espuma fusível. Isto permite que o metal quente seja fundido em peças suaves e precisas.
- Este processo reduz os resíduos, o que permite poupar custos. Além disso, permite a reciclagem da areia, tornando-o amigo do ambiente.
- Os engenheiros podem criar facilmente várias formas rígidas utilizando a fundição de espuma perdida. Isto significa que não precisam de muitas peças ou ferramentas.
- O processo pode produzir formas muito precisas e superfícies lisas. Por isso, é ideal para o fabrico de automóveis e navios.
- O processo de fundição de espuma perdida é versátil, mas o molde de espuma deve ser manuseado cuidadosamente para manter a sua forma e resistência.
Fluxo do processo de fundição de espuma perdida
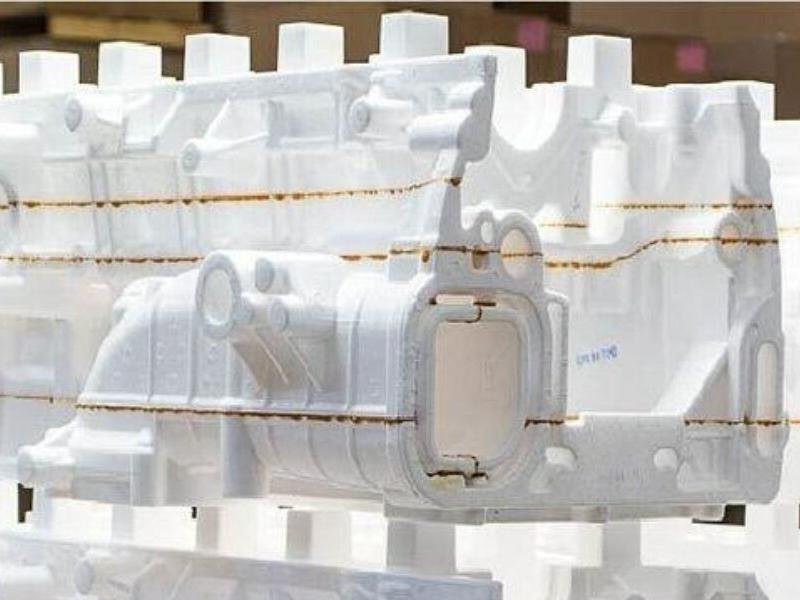
Fabrico de moldes para moldagem por espuma perdida
O lmoldagem de espuma ost O processo começa com a criação de um molde de espuma. Os fabricantes utilizam normalmente o poliestireno expandido (EPS) porque é leve e fácil de moldar. Além disso, o molde desaparece de forma limpa e nítida quando o metal quente entra em contacto com ele. Para peças que requerem maior resistência ou precisão, são utilizados polipropileno expandido (EPP) e copolímeros.
| Material | Propriedades |
|---|---|
| Poliestireno expandido (EPS) | Leve, fácil de moldar, mantém a sua forma, desaparece bem quando derretido pelo metal. |
| Polipropileno expandido (EPP) | Forte e preciso, frequentemente misturado com EPS para utilizações especiais. |
| Copolímeros | Utilizado para melhorar o desempenho em determinados trabalhos. |
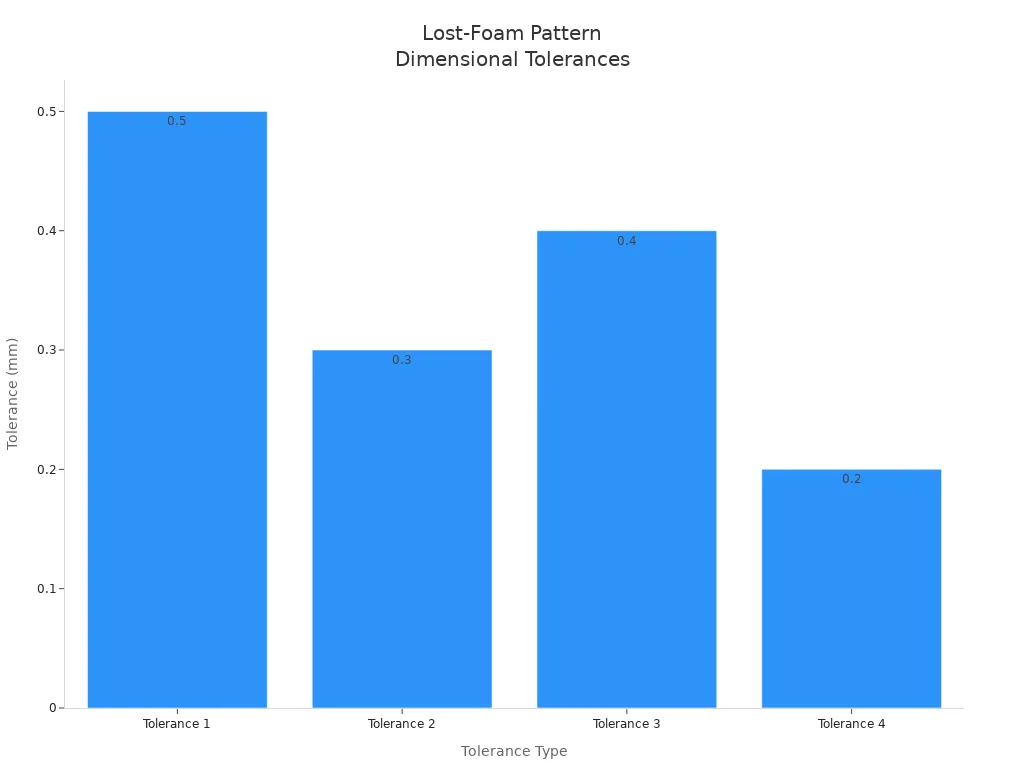
Os fabricantes utilizam a moldagem por injeção para criar moldes de espuma EPS. Colocam partículas de espuma num molde de alumínio e fundem as partículas utilizando vapor e pressão. Para a produção de pequenos lotes, utilizam máquinas-ferramentas CNC ou impressoras 3D para moldar a espuma. Este passo ajuda a manter a precisão do molde. As tolerâncias típicas situam-se entre ±0,2 mm e ±0,5 mm.
Montagem do padrão
Depois de os moldes de espuma serem feitos, os trabalhadores montam-nos para criar o molde final. Por vezes, para criar formas complexas, são unidas várias peças. São utilizadas colas especiais, como a cola quente ou a cola fria, para unir as peças individuais. As folgas entre as peças unidas devem ser inferiores a 0,1 mm. Isto evita a fuga de metal e mantém a superfície lisa.
A qualidade da montagem depende de muitos factores:
- A densidade da espuma determina a resistência da espuma.
- A distribuição uniforme da espuma garante um efeito estável.
- O aquecimento controlado assegura uma forte ligação ao molde.
- A maquinação fina e a seleção de materiais reduzem os defeitos.
- Menos costuras e ligações suaves aumentam a resistência do molde.
Revestimento e cobertura de moldes de areia
Depois de o molde estar concluído, os trabalhadores aplicam um revestimento resistente ao fogo na sua superfície. Este revestimento protege a espuma dos efeitos corrosivos do metal a alta temperatura. Os revestimentos habitualmente utilizados são resistentes ao calor e permitem a libertação dos gases produzidos pela fusão da espuma. O revestimento deve ser suficientemente forte para suportar a pressão do molde de areia e do metal.
Depois de revestido, o modelo é colocado numa caixa de areia após a secagem. Os trabalhadores enchem o modelo com areia não aderente. A areia mantém a forma do modelo durante a fundição. A areia e o revestimento afectam a superfície e a precisão da peça fundida final. A areia redonda revestida a cerâmica tem uma boa fluidez, reduzindo os defeitos. Um revestimento forte evita a deformação da espuma e assegura a precisão dimensional.
Derrame de metal e remoção de espuma
De seguida, os trabalhadores despejam o metal quente no molde de areia. A temperatura do metal situa-se normalmente entre 700°C e 1600°C, consoante o tipo de metal. O metal quente derrete o modelo de espuma. A espuma derretida penetra no revestimento e na areia, criando um vazio que o metal preenche.
Este passo é crucial. A espuma deve derreter completamente para evitar erros durante a fundição. A fundição de espuma perdida permite aos trabalhadores criar formas complexas com o mínimo de desperdício, uma vez que a espuma se dissipa completamente.
Desmoldagem e acabamento
Depois de o metal arrefecer, o trabalhador retira a peça fundida do molde de areia. A desmoldagem em moldes de espuma perdida é muito fácil. A areia solta cai rapidamente. Após a peneiração, até 60% da areia pode ser reutilizada. Isto torna a fundição por espuma perdida mais eficiente do que outros métodos que requerem mais passos para remover a areia.
| Processo | Fundição de espuma perdida | Outros métodos de fundição |
|---|---|---|
| Agitação | A areia solta desprende-se facilmente; até 60% são reutilizados após a crivagem | Necessidade de medidas mais duras de correção |
| Acabamento | Apenas 1,5-3 mm de material removido para portões e pontos ásperos | São necessários mais trabalhos de acabamento |
O acabamento refere-se à remoção de gates ou pontos ásperos das peças fundidas. Normalmente, os trabalhadores removem apenas 1,5 a 3 milímetros de material, menos do que noutros métodos de fundição. Este passo assegura que o produto final cumpre as normas exigidas e tem uma superfície lisa.
A Keming Company, com a sua experiência em fundição de espuma perdida, pode processar uma variedade de metais e realizar projectos de todas as dimensões. O seu equipamento moderno e a sua equipa profissional garantem peças fundidas de elevada qualidade e precisão para indústrias como a automóvel, a construção naval e a agricultura em todas as fases.
Vantagens da fundição de espuma perdida

Custo e eficiência dos materiais
A fundição de espuma perdida ajuda a poupar nos custos e nos materiais. O molde de espuma guia o metal fundido para dentro do molde, minimizando os restos de material. Os trabalhadores podem reutilizar a areia seca, reduzindo os resíduos e beneficiando o ambiente.
A fundição de espuma perdida é menos dispendiosa do que fundição por cera perdida. Requer menos material e mão de obra. O quadro seguinte apresenta uma comparação:
| Fator de custo | Fundição de espuma perdida | Fundição por cera perdida |
|---|---|---|
| Custos de material | Menos, menos resíduos | Materiais mais elevados e mais caros |
| Custos de ferramentas e de instalação | Padrões mais baixos e mais simples | Moldes mais altos e complexos |
| Custos de mão de obra e de processamento | Menos mão de obra necessária | Mais trabalho prático |
Flexibilidade de conceção
A tecnologia de fundição por espuma perdida permite aos engenheiros criar formas complexas e juntar várias peças numa única unidade. Isto simplifica o processo de conceção e reduz a quantidade de ferramentas necessárias. A fundição por espuma perdida pode criar paredes finas e espaços internos, bem como cortes inferiores que são difíceis de obter utilizando outros métodos.
A equipa da KEMING utiliza a tecnologia de fundição de espuma perdida para criar peças personalizadas, fornecendo designs especiais para indústrias como a automóvel e a marítima.
Acabamento e precisão da superfície
A fundição de espuma perdida produz peças com superfícies lisas e de elevada precisão. Quando o metal quente entra no molde, o padrão no molde de espuma desaparece, o que ajuda o metal a preencher todos os pormenores do molde. Em última análise, as peças têm superfícies lisas e formas precisas.
| Método de fundição | Rugosidade da superfície (Ra) |
|---|---|
| Fundição por cera perdida | 1-3 µm |
| Fundição de espuma perdida | 3-6 µm |
A fundição de espuma perdida mantém tolerâncias extremamente elevadas, com uma precisão de ±0,005 mm por milímetro. Isto é crucial para peças que requerem ajustes apertados. O equipamento KEMING assegura que cada peça cumpre rigorosos padrões de precisão e acabamento de superfície.
A fundição de espuma perdida permite aos fabricantes produzir peças finas, eficientes e económicas para numerosas indústrias.
Desvantagens e limitações
Desafios do tratamento de padrões
A fundição de espuma perdida utiliza moldes de espuma. Os operadores devem ser extremamente cuidadosos. Um apoio insuficiente pode fazer com que o molde se dobre e se deforme. O molde também é suscetível de se partir devido à fragilidade do material de espuma. Cada molde requer um manuseamento cuidadoso para manter a sua forma. Manter a posição correta do molde é fundamental para a fundição.
- Um apoio insuficiente pode fazer com que o molde se dobre e se deforme.
- O material de espuma é frágil e deve ser manuseado com cuidado.
- As dimensões exactas são essenciais para obter peças fundidas de alta qualidade.
Limitações do processo
A fundição de espuma perdida é adequada para peças de vários tamanhos. Pode produzir peças pequenas e grandes. Métodos de processo avançados facilitam o fabrico de peças fundidas de grandes dimensões. Este processo pode utilizar metais ferrosos e não ferrosos. A maioria dos metais requer uma temperatura de vazamento superior a 1000°F (aproximadamente 538°C). Os metais de baixa temperatura só são adequados para peças pequenas. As ligas de cobre também podem ser utilizadas, mas podem produzir gases e defeitos.
Nota: A fundição de espuma perdida é um processo flexível, mas certos metais e dimensões requerem uma atenção especial.
Comparação com outros métodos de fundição
A fundição de espuma perdida é rápida e tem custos baixos para a produção de volumes médios. As peças podem ser concluídas em 3-7 dias. Por vezes, a primeira peça pode ser concluída em apenas 15 dias. Isto é mais rápido do que a fundição em areia. Os custos de mão de obra podem ser reduzidos em até 60%. É necessário menos acabamento após a fundição.
| Método de fundição | Resistência mecânica | Resistência ao impacto | Resistência à tração |
|---|---|---|---|
| Fundição de espuma perdida | Elevado | Bom | Elevado |
| Fundição por cera perdida | Elevado | Bom | Elevado |
| Fundição em areia | Inferior | Variável | Inferior |
| Método de fundição | Factores de custo | Velocidade de produção |
|---|---|---|
| Fundição de espuma perdida | Custos de modelação mais elevados, custos de acabamento mais baixos | 3-7 dias para o ciclo do modelo |
| Fundição em areia | Custos de ferramentas e de acabamento mais elevados | Mais longo do que a espuma perdida |
| Fundição por cera perdida | Custos fixos mais elevados, melhor para grandes volumes | Mais lento do que a espuma perdida |
A fundição de espuma perdida produz rapidamente peças fortes e precisas. Cada método de fundição é adequado para diferentes aplicações.
A fundição por espuma perdida é um método de custo relativamente baixo para o fabrico de peças metálicas de alta precisão. É particularmente adequado para o fabrico de peças com formas complexas e superfícies lisas. Este método é adequado para a produção de pequenos lotes de peças, bem como para o fabrico de produtos como automóveis, aviões e navios. Muitas empresas utilizam a fundição de espuma perdida devido à sua rapidez e versatilidade. Cada vez mais pessoas em todo o mundo estão a começar a utilizar este método. Se precisar de peças metálicas detalhadas e de alta qualidade, a fundição por espuma perdida é uma boa escolha. A KEMING pode ajudá-lo em vários projectos e fornecer sempre resultados precisos e fiáveis.
FAQ
Que materiais utilizam os fabricantes para a fundição de espuma perdida?
Na maioria dos casos, os fabricantes escolhem o poliestireno expandido (EPS). O EPS é leve e fácil de cortar ou moldar. Por vezes, também utilizam polipropileno expandido (EPP) para criar peças mais resistentes.
Como é que a fundição de espuma perdida reduz os resíduos?
A fundição de espuma perdida utiliza moldes de espuma que desaparecem durante o processo de vazamento do metal. Os trabalhadores podem reutilizar os moldes de areia várias vezes. Apenas uma pequena quantidade de material em excesso precisa de ser removida. Este processo ajuda a conservar os recursos e a reduzir os resíduos.
A moldagem de espuma perdida pode criar formas complexas?
- A moldagem por espuma perdida permite aos engenheiros criar peças com formas rígidas.
- Pode criar paredes finas e espaços interiores sem necessidade de núcleos especiais.
- Também pode criar cortes inferiores.
Que indústrias podem beneficiar da moldagem por espuma perdida?
| Indústria | Exemplo de peças |
|---|---|
| Automóvel | Blocos de motor, painéis de carroçaria |
| Marinha | Caixas de escape, hélices |
| Agricultura | Componentes de máquinas |



