Инвестиционное литье Это технология прецизионной обработки металлов давлением, которая позволяет получать детали с точными размерами и превосходной отделкой поверхности, и широко применяется для производства ключевых компонентов в автомобильной, медицинской, энергетической и аэрокосмической промышленности, поддерживая при этом разнообразный выбор материалов и гибкую конструкцию для индивидуальных требований производства.
Основные выводы
- Литье по выплавляемым моделям позволяет получать высокоточные металлические детали с гладкой поверхностью, что широко применяется в автомобильной и аэрокосмической промышленности. Благодаря множеству производственных процедур, включающих изготовление восковой модели, формовку керамической оболочки и заливку расплавленного металла, этот метод гарантирует превосходное качество продукции. Помимо возможности создания разнообразных форм и использования различных видов сырья, этот метод производства также позволяет эффективно сократить количество отходов производства и сократить производственные циклы.
Процесс литья по выплавляемым моделям

Создание восковых узоров
Литье по выплавляемым моделям начинается с изготовления восковой модели. Профессиональные рабочие используют специализированные восковые материалы для воспроизведения готовых металлических деталей. Залитый воск отличается высокой прочностью и стабильностью работы, а незалитый применяется для изготовления сверхточных деталей. Бегучий воск обладает хорошей гибкостью и легко плавится, водорастворимый воск облегчает формирование сложных внутренних структур, а клейкий воск надежно фиксирует детали при сборке.
Восковой шаблон определяет общий контур и качество поверхности готовых изделий. Точное соблюдение размеров позволяет литью по выплавляемым моделям обеспечивать исключительную точность, поддерживать сложные структурные конструкции и гладкую поверхность, необходимую для высокоточных промышленных применений. KEMING внедряет передовые технологии производства Оборудование обеспечивает единые технические характеристики всех образцов воска, стабильно поддерживая высочайшее качество продукции и соответствие международным промышленным стандартам.
| Тип воска | Описание |
|---|---|
| Залитый узорный воск | Содержит добавки для стабильности размеров и прочности, идеально подходит для крупных и детализированных деталей. |
| Воск без наполнителя | Обладает превосходными механическими свойствами при меньшем количестве наполнителя, предпочтительна для высокоточных отливок. |
| Воск для бегунов | Обладает высокой прочностью и гибкостью, а также низкой температурой плавления для эффективной обработки. |
| Водорастворимый воск | Позволяет создавать сложные внутренние геометрии, растворяясь после охлаждения для создания замысловатых конструкций. |
| Липкий воск | Используется для склеивания восков, обеспечивая их выравнивание в процессе сборки. |
Сборка/деревообработка
После того как восковые модели готовы, они собираются в восковые деревья. Такая структура позволяет одновременно отливать несколько компонентов, что значительно повышает эффективность производства. Правильная сборка деревьев обеспечивает плавное течение расплавленного металла при заливке, что очень важно для стабильного качества продукции, точных размеров и квалифицированных готовых деталей с меньшим количеством производственных дефектов.
Здание Shell (инвестиции)
Затем собранные восковые деревья покрываются керамическими оболочками путем погружения в суспензию, смешанную с цирконовой мукой, плавленым кварцем и цирконовым песком. Каждый слой покрытия полностью высушивается перед нанесением следующего, формируя высокопрочные оболочки, способные выдерживать высокотемпературный расплавленный металл. Готовые оболочки должны сохранять полностью острые края и гладкую текстуру поверхности, чтобы избежать таких распространенных дефектов, как шероховатость и выпуклость.
| Тип материала | Описание |
|---|---|
| Цирконовая мука | Очень тонкий огнеупорный материал, используемый в суспензиях |
| Плавленый кварц | Ключевой компонент в керамическом шламе |
| Цирконовый песок | Предпочтительны при низком коэффициенте расширения |
Депарафинизация (потерянный воск)
После того как керамическая оболочка формы полностью подготовлена, сотрудники приступают к удалению воска. Восковые модели расплавляются и вытягиваются с помощью термического нагрева и обработки паром, образуя неповрежденные полые керамические полости для последующего литья металла. Сайт негашёный воск Технология литья позволяет изготавливать очень сложные детализированные формы. Конечные изделия могут похвастаться гладкой поверхностью и превосходной точностью размеров.
Заливка и литье металла
Рабочие предварительно нагревают готовые керамические формы перед впрыском расплавленного металла в полости. Применяемое сырье охватывает нержавеющую сталь, углеродистую сталь, алюминий, медный сплав, суперсплав и другие металлические материалы. Рациональное проектирование потока расплавленного металла необходимо для того, чтобы избежать дефектов литья. Профессиональные инженеры используют компьютерное моделирование для оптимизации траекторий движения металла, строго регулируют температуру литья и параметры заливки, чтобы обеспечить готовым отливкам стабильные механические характеристики и высокое общее качество.
Застывание и охлаждение
После окончания заливки расплавленный металл постепенно остывает и затвердевает внутри оболочковой формы. Скорость охлаждения напрямую определяет внутреннюю металлографическую структуру и механическую прочность отливок. Чрезмерно быстрое охлаждение приводит к образованию массивных карбидов и изменению свойств металла. Стандартизированное управление охлаждением позволяет эффективно устранять производственные дефекты и поддерживать стабильное качество продукции.
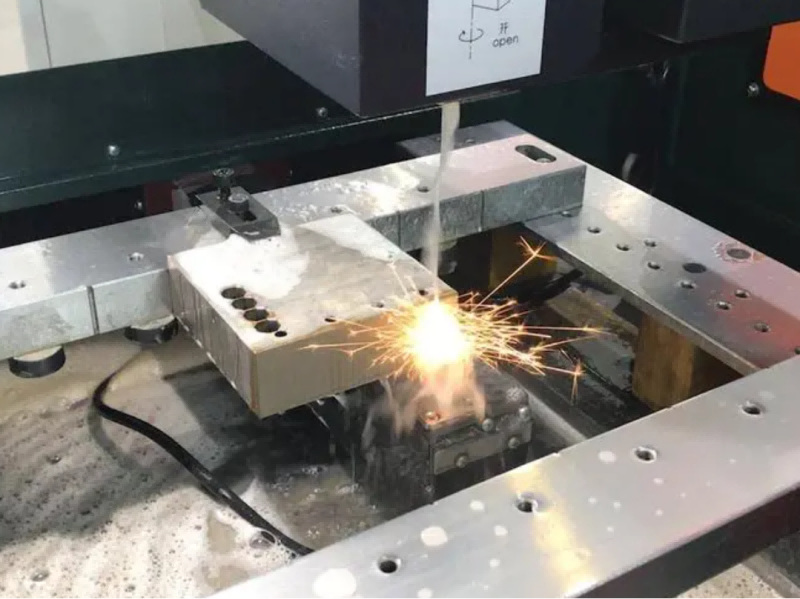
Снятие/вытряхивание оболочки
После того как металл остынет, рабочие снимают керамическую оболочку. Они используют такие инструменты, как сварочные горелки, молотки, пилы и пескоструйные аппараты. Некоторые детали подвергаются дополнительной обработке, чтобы улучшить их внешний вид и продлить срок службы. В целях безопасности рабочие также удаляют острые края и излишки металла.
| Техника | Описание |
|---|---|
| Кислородно-ацетиленовые резаки | Высокотемпературные резаки эффективно разрезают толстые участки лишнего металла. |
| Раскалывание и забивание | Для физического разрушения ворот и стояков используются такие инструменты, как отбойные молотки или сани. |
| Пиление | Пилы с прочными полотнами обрезают лишние остатки, особенно при работе с прецизионными изделиями. |
| Дробеструйная и пескоструйная обработка | Абразивная обработка удаляет стойкие частицы песка и улучшает поверхность отливки. |
| Обработка поверхности | Дополнительные виды обработки, такие как кислотное травление и дробеструйное упрочнение, повышают долговечность и улучшают внешний вид. |
| Удаление вспышек и заусенцев | Тонкие слои лишнего металла и острые выступы шлифуются или зачищаются напильником для обеспечения безопасности и функциональности. |
| Использование тумблеров и автоматизированных систем | Отливки очищаются во вращающихся галтовочных машинах или конвейерах с помощью абразивных материалов, направленных на труднодоступные места. |
| Окончательное обустройство и проверка | Детальный осмотр и обработка выполняются с помощью пневматических молотков или шлифовальных машин. |
Отделка
Финишная обработка позволяет довести литые детали до соответствия строгим требованиям. Рабочие используют обрабатывающие центры с ЧПУ, прецизионные шлифовальные станки и профессиональные полировальные машины, чтобы добиться сверхгладких поверхностей и точного соблюдения размеров. Этот этап значительно снижает объем работы по последующей обработке, повышая эффективность производства. KEMING использует самое современное оборудование для финишной обработки и осуществляет контроль деталей по стандарту 100% в соответствии с международными стандартами, такими как ASTM, DIN и JIS. Благодаря тщательной финишной обработке каждый компонент гарантированно выдерживает жесткие условия эксплуатации в промышленных условиях.
В частности, финишная обработка обеспечивает более жесткий контроль допусков (достигаемый с помощью обработки на станках с ЧПУ, прецизионной шлифовки и других передовых технологий), что необходимо для удовлетворения требований к высокоточным компонентам в различных отраслях промышленности.
Преимущества и ограничения литья по выплавляемым моделям
Преимущества литья по выплавляемым моделям
Литье по выплавляемым моделям обладает неотъемлемыми преимуществами, включая исключительную точность размеров, превосходную обработку поверхности и широкий спектр совместимых материалов.
| Преимущество | Инвестиционное литье | Литье в песок |
|---|---|---|
| Производство сложных геометрических форм | Да | Нет |
| Тонкие стенки и жесткие допуски | Да | Нет |
| Обеспечивает превосходную обработку поверхности | Да | Нет |
| Универсальность для различных металлов | Да | Ограниченный |
| Содействие внесению изменений в конструкцию | Да | Нет |
Ограничения литья по выплавляемым моделям
Инвестиционное литье также имеет некоторые ограничения. Оно лучше всего подходит для деталей малого и среднего размера. Более крупные детали дороже и сложнее в производстве. По сравнению с литьем в песчаные формы, литье по выплавляемым моделям имеет более высокую первоначальную стоимость формы, особенно при небольших количествах деталей. Из-за большого количества этапов изготовление деталей занимает больше времени.
| Тип ограничения | Подробности |
|---|---|
| Стоимость | Более высокая стоимость по сравнению с литьем в песчаные формы и литьем под давлением, особенно при небольших объемах производства. |
| Размер и вес | Ограничена компонентами малого и среднего размера; литье больших размеров менее экономично. |
Области применения литья по выплавляемым моделям

Литье по выплавляемым моделям помогает многим отраслям промышленности производить высокопрочные металлические детали. Предприятия выбирают этот процесс, поскольку он позволяет получать детали сложной формы и неизменно высокого качества. Литье по выплавляемым моделям широко используется в автомобильной, морской, железнодорожной и сельскохозяйственной отраслях.
В морской и железнодорожной промышленности литье по выплавляемым моделям используется для создания деталей с мелкими деталями и гладкой поверхностью. Этот процесс требует меньше дополнительных операций, что экономит время и затраты. Еще одна причина, по которой предприятия отдают предпочтение литью по выплавляемым моделям, - широкий выбор конструкций и материалов, из которых они могут выбирать. В таблице ниже перечислены ключевые преимущества для этих отраслей:
| Выгода | Описание |
|---|---|
| Свобода дизайна | Позволяет создавать замысловатые формы для лодок и поездов. |
| Превосходная отделка | Делает гладкие детали, поэтому не требует дополнительной обработки. |
| Универсальность материалов | Можно использовать различные материалы, что хорошо подходит для сложных мест. |
| Исключительная точность | Делает детали очень близкими к нужному размеру, поэтому они хорошо работают. |
| Повышенная целостность | Этот процесс делает детали более прочными, что важно для безопасности. |
| Экономическая эффективность | Поможет снизить затраты, но при этом сохранить хорошее качество. |
| Масштабируемость производства | Позволяет легко изготавливать больше или меньше деталей по мере необходимости. |
Литье по выплавляемым моделям позволяет получать точные детали и не тратить много материала. Рабочие строят оболочки по восковым шаблонам, затем расплавляют воск перед заливкой металла. Люди должны думать о таких вещах:
- Вы можете создавать сложные формы, обеспечивая свободу дизайна.
- Детали имеют гладкую поверхность и очень хорошо подогнаны
- Можно использовать многие виды металлов
- Меньше ошибок и отходовИнвестиционное литье
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
В каких отраслях используется литье по выплавляемым моделям?
Литье по выплавляемым моделям используется во многих отраслях промышленности, включая автомобильную, судостроительную, железнодорожную и сельскохозяйственную. Компании выбирают этот процесс для производства деталей сложной формы и хотят, чтобы они всегда работали идеально.
Как литье по выплавляемым моделям улучшает качество поверхности?
Детали, изготовленные методом литья по выплавляемым моделям, имеют гладкую поверхность. При этом используются тонкие восковые шаблоны и керамические оболочки, а значит, гладкая поверхность достигается без дополнительных этапов обработки.
Может ли литье по выплавляемым моделям справиться с крупными заказами?
Производители могут использовать литье по выплавляемым моделям для изготовления заказов любого размера. Ежегодно компания KEMING производит более 5 000 различных изделий, отгружая более 2 000 тонн.