
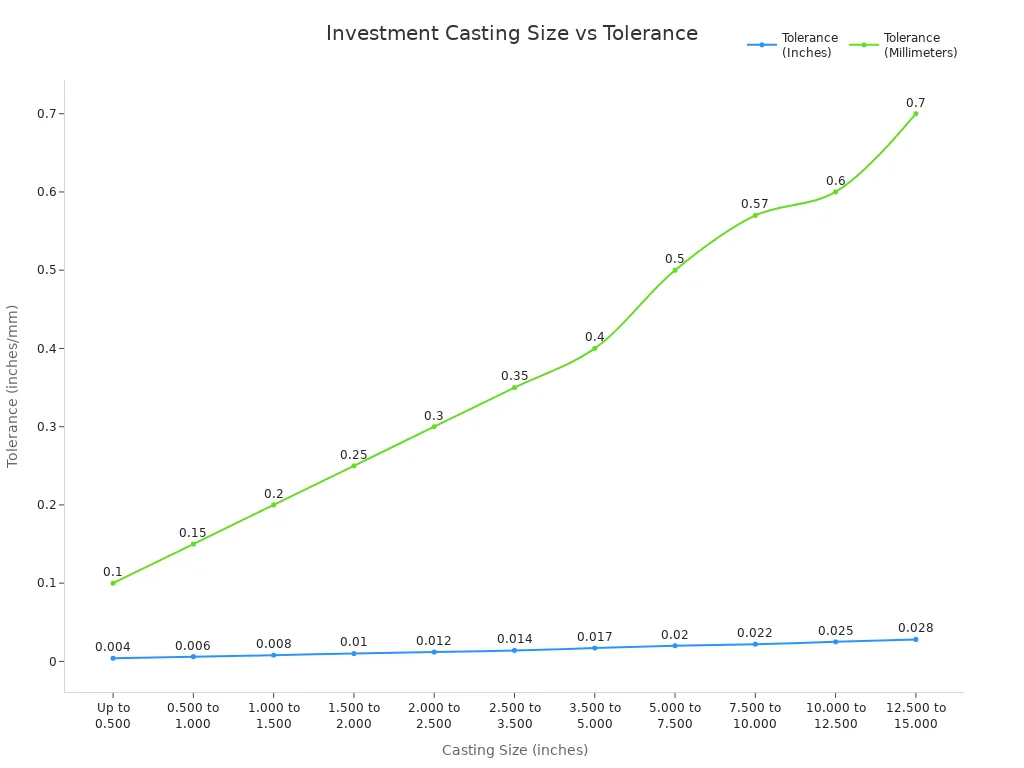
Fundição por cera perdida atingem uma precisão extremamente elevada, com tolerâncias que vão de ±0,002 a ±0,010 polegadas (±0,05 a ±0,25 mm). A tabela abaixo lista as tolerâncias comuns fundição de precisão intervalos de tolerância para peças de diferentes tamanhos:
| Tamanho da fundição de revestimento | Tolerância (Polegadas) | Tolerância (milímetros) |
|---|---|---|
| Até 0,500 | ± .004″ | ± 0,10mm |
| 0,500 a 1,000″ | ± .006″ | ± 0,15mm |
| 1.000 a 1.500″ | ± .008″ | ± 0,20mm |
| 1.500 a 2.000″ | ± .010″ | ± 0,25mm |
| 2.000 a 2.500″ | ± .012″ | ± 0,30mm |
| 2.500 a 3.500″ | ± .014″ | ± 0,35mm |
| 3.500 a 5.000″ | ± .017″ | ± 0,40mm |
| 5.000 a 7.500″ | ± .020″ | ± 0,50mm |
| 7.500 a 10.000″ | ± .022″ | ± 0,57mm |
| 10.000 a 12.500″ | ± .025″ | ± 0,60mm |
| 12.500 a 15.000″ | ± .028″ | ± 0,70mm |
| Cada polegada adicional acrescenta | ± .001″ | ± 0,025mm |
Para engenheiros, projectistas e compradores de peças, a precisão é fundamental. Ajuda-os a fabricar peças robustas, duradouras e meticulosamente detalhadas de alta qualidade. A KEMING utiliza equipamento avançado e processos de inspeção rigorosos para garantir que cada peça cumpre totalmente os requisitos.
Principais conclusões
- A fundição por cera perdida oferece uma precisão extremamente elevada, que varia entre ±0,002 e ±0,010 polegadas, tornando-a ideal para o fabrico peças delicadas.
- O acabamento da superfície é excecionalmente suave, normalmente entre 4 e 16 micropolegadas, o que significa que é necessário um polimento mínimo, poupando tempo e custos.
- Este processo permite a criação de formas complexas, mantendo tolerâncias apertadas, o que o torna amplamente utilizado nas indústrias aeroespacial e automóvel.
- A inspeção de qualidade é fundamental. A KEMING emprega ferramentas e métodos especializados para garantir que cada peça cumpra padrões rigorosos.
- A escolha da fundição por cera perdida aumenta a resistência e a fiabilidade das peças, permitindo-lhes um desempenho excecional em condições adversas.
Tolerâncias de fundição de revestimento

Intervalos típicos de tolerância de fundição por cera perdida
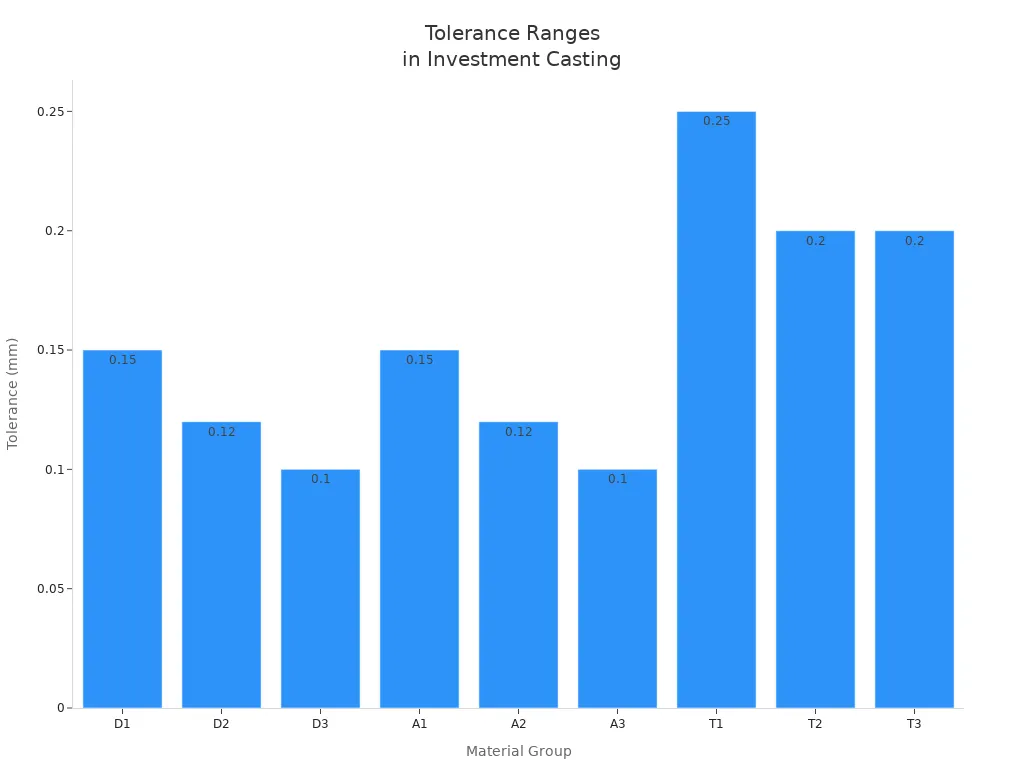
A fundição por cera perdida produz peças com tolerâncias extremamente pequenas, adequadas a uma vasta gama de materiais e tamanhos. Os engenheiros preferem este processo porque permite obter uma precisão que varia entre ±0,005 e ±0,015 polegadas. A tabela a seguir lista as faixas de tolerância comuns para diferentes ligas e tamanhos:
| Grupo de materiais | Gama de tamanhos nominais (mm) | Tolerância (mm) |
|---|---|---|
| D1 | até 6 | ±0.15 |
| D2 | até 6 | ±0.12 |
| D3 | até 6 | ±0.10 |
| A1 | até 6 | ±0.15 |
| A2 | até 6 | ±0.12 |
| A3 | até 6 | ±0.10 |
| T1 | até 6 | ±0.25 |
| T2 | até 6 | ±0.20 |
| T3 | até 6 | ±0.20 |
A KEMING utiliza equipamento avançado e processos de teste rigorosos para garantir que os seus produtos cumprem ou excedem as normas da indústria. A sua equipa emprega processos precisos para garantir que cada peça fundida cumpre os requisitos.
Fundição por cera perdida Precisão dimensional
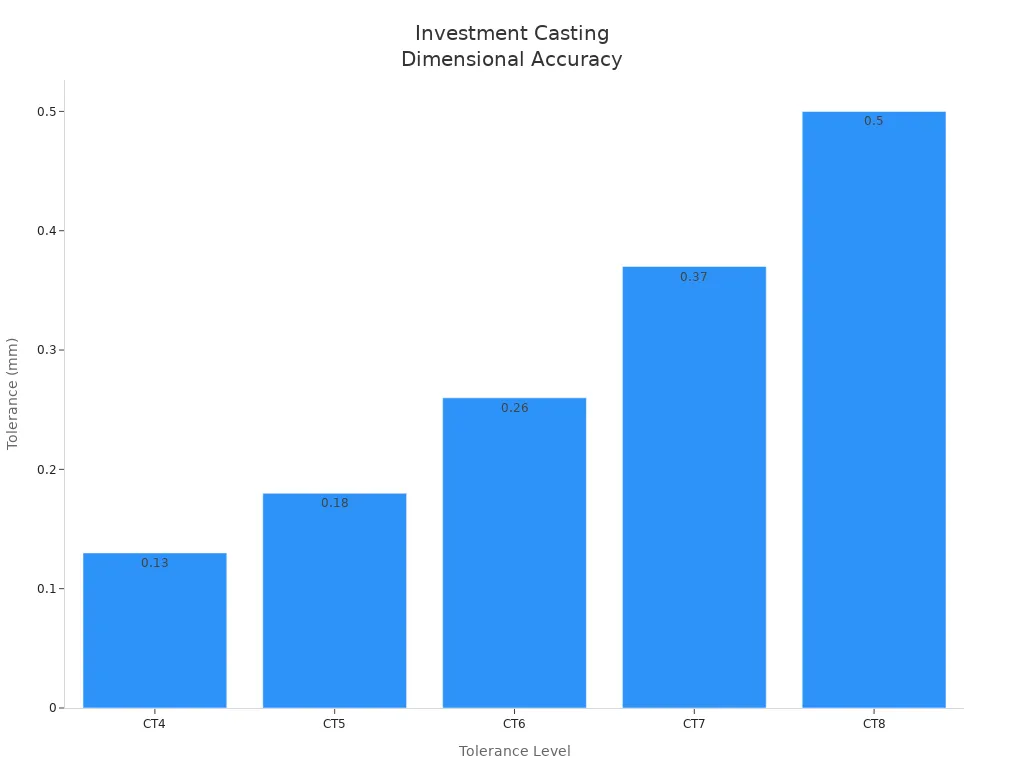
A precisão dimensional refere-se ao grau em que as dimensões e a forma de uma peça se aproximam das dimensões padrão. Na fundição de investimento, a precisão depende da medição e controlo de cada passo. A KEMING utiliza ferramentas especializadas, tais como máquinas de medição por coordenadas (CMMs) e scanners 3D para inspecionar as peças. Estas ferramentas ajudam a detetar erros subtis antes de as peças saírem da fábrica.
O quadro seguinte apresenta uma lista das tolerâncias dimensionais lineares normalmente utilizadas na fundição por cera perdida:
| Nível de tolerância | Tolerância da dimensão linear (mm) |
|---|---|
| CT4 | ±0.13 |
| CT5 | ±0.18 |
| CT6 | ±0.26 |
| CT7 | ±0.37 |
| CT8 | ±0.5 |
A equipa da KEMING utiliza o controlo de processos e ensaios não destrutivos, como a radiografia e a tomografia computorizada. Estes passos ajudam a garantir que cada peça está correta para o cliente.
Acabamento de superfície de fundição de revestimento
O acabamento da superfície refere-se à suavidade do tato e do aspeto de uma peça. A fundição por cera perdida produz superfícies muito lisas. A rugosidade média da superfície da maioria das peças situa-se entre 4 e 16 micropolegadas. Isto é significativamente melhor do que o acabamento da superfície da fundição em areia, que normalmente varia entre 250 e 500 micropolegadas.
| Método de fundição | Ra (µin) | Acabamento n.º. |
|---|---|---|
| Fundição por cera perdida | 4-16 | 8 |
| Fundição em areia | 250-500 | N/A |
Uma superfície lisa significa que é necessário menos polimento ou corte adicional. As peças fabricadas utilizando o processo da KEMING podem ser utilizadas diretamente ou requerem apenas um acabamento mínimo. Isto poupa tempo e dinheiro aos clientes.
Dica: Um bom acabamento da superfície significa menos trabalho pós-fundição, acelerando assim a produção.
Complexidade da peça de fundição por cera perdida
A fundição por cera perdida pode produzir peças com formas complexas e pormenores finos. Os projectistas podem adicionar tolerâncias apertadas, espaços internos e superfícies lisas. Este processo é ideal para peças complexas que são difíceis de fabricar utilizando outros métodos.
- Os engenheiros podem conceber peças com espaços internos complexos.
- Este processo permite tolerâncias apertadas até aos mais ínfimos pormenores.
- As superfícies lisas requerem normalmente apenas uma maquinação adicional mínima.
- A fundição KEMING pode fundir peças de vários tamanhos, mas funciona melhor para peças de tamanho pequeno a médio.
Os projectistas devem ter em conta algumas regras. A espessura da parede deve ser de, pelo menos, 1,5-2,5 mm, dependendo da liga. Uma espessura de parede consistente ajuda o metal a preencher o molde. A adição de nervuras de reforço ou reforços pode aumentar a resistência da peça.
| Limitação/Desafio | Descrição |
|---|---|
| Restrições de tamanho e peso | A fundição por cera perdida é mais adequada para peças de pequena e média dimensão. As peças grandes ou pesadas estão geralmente fora do alcance deste processo. |
| Estruturas muito pequenas | O fabrico de formas minúsculas e delicadas pode ser difícil e pode não atingir os resultados desejados. |
| Espessura uniforme da parede | A manutenção de uma espessura de parede consistente é um grande desafio na conceção. |
| Transições abruptas | Evitar alterações bruscas no projeto é crucial para obter bons resultados de fundição. |
| Ângulo de inclinação adequado | Os ângulos de inclinação adequados ajudam a criar conchas. |
Os especialistas da KEMING ajudam os clientes a conceber peças para tirar o máximo partido das vantagens da fundição por cera perdida. A sua equipa fornece apoio abrangente aos clientes durante todo o processo para alcançar os melhores resultados.
Factores que afectam a precisão da fundição por cera perdida
Qualidade do padrão e do molde
A qualidade do molde é crucial para a precisão da fundição de revestimento. Um modelo de cera de alta qualidade revela pormenores minuciosos, ajudando a criar peças de tamanho adequado. Um molde cerâmico robusto mantém a sua forma durante o vazamento do metal, garantindo a precisão dimensional.
- Os modelos de cera devem ser lisos e não estar danificados.
- Os moldes de cerâmica devem ser suficientemente resistentes para evitar fissuras.
- Cada passo, desde a criação do modelo em cera até à imersão do molde em cerâmica, contribui para uma maior precisão.
| Melhores práticas | Descrição |
|---|---|
| Simplicidade de design | Formas simples reduzem os riscos e criam melhores moldes. |
| Consistência na espessura da parede | A mesma espessura impede a deformação e torna as peças mais resistentes. |
| Utilização de ângulos de inclinação | Os ângulos pequenos ajudam as peças a sair facilmente dos moldes. |
A KEMING inspecciona moldes e modelos utilizando ferramentas especializadas antes da fundição. A sua equipa mede as dimensões do molde e aplica uniformemente o agente desmoldante. Estes passos ajudam a evitar erros e garantem que cada peça cumpre as normas.
Controlo do processo de fundição por cera perdida
O controlo do processo determina a precisão e a repetibilidade da fundição de precisão. A temperatura e o tempo devem ser controlados com exatidão. Temperaturas inadequadas de injeção ou vazamento podem levar a problemas como o encolhimento. Uma pressão adequada assegura o enchimento completo do molde.
| Fator | Influência na exatidão e repetibilidade |
|---|---|
| Temperatura de injeção | Factores que afectam a precisão e a repetibilidade |
| Temperatura de vazamento | Controla o fluxo de metal e evita problemas. |
| Calendário | Preenche o molde uniformemente e evita erros. |
| Pressão correta | Certifica-se de que o molde é preenchido completa e uniformemente. |
Empresas modernas como a KEMING utilizam máquinas e tecnologias inteligentes para auxiliar a produção. Estes dispositivos monitorizam continuamente a temperatura, a pressão e o tempo. Os gémeos digitais e as tecnologias de digitalização 3D podem inspecionar e prever resultados, garantindo assim a precisão de fabrico de cada peça.
Complexidade do projeto de fundição por cera perdida
A complexidade do desenho da peça também afecta a sua precisão. Os desenhos simples com espessura de parede uniforme e ângulos de inclinação razoáveis são mais fáceis de fundir. O desenho do núcleo evita a retenção de ar e ajuda no enchimento do molde. O número de portas e o peso da peça afectam o princípio de funcionamento e o custo do molde.
| Aspeto da conceção | Descrição |
|---|---|
| Ângulos de projeto | Ajuda a eliminar padrões de cera e a impedir erros. |
| Conceção principal | Elimina as bolsas de ar e os pontos fracos. |
| Peso e tamanho | Altera a quantidade que o molde pode conter e o preço. |
| Quantidade de portões | Um portão torna o processo estável e rápido. |
| Espessura da parede | A espessura uniforme torna as peças mais exactas. |
Os engenheiros da KEMING ajudam os clientes a escolher o melhor design. Fornecem aconselhamento para ajudar os clientes a fabricar peças que sejam precisas e fáceis de maquinar. A sua assistência assegura que cada projeto cumpre padrões elevados.
Sugestão: Os desenhos simples e o controlo cuidadoso do processo fazem com que a fundição por cera perdida funcione melhor.
Processos de fundição por cera perdida

Ajustes de maquinagem
Após a fundição, as peças necessitam normalmente de ser maquinadas. Os ajustes de maquinagem podem fazer com que as peças metálicas se ajustem melhor. As máquinas-ferramentas CNC podem efetuar tratamentos de superfície, tais como corte, perfuração ou retificação. Estes passos ajudam as peças a cumprir tolerâncias mais apertadas e tornam as superfícies mais suaves. A maquinagem pode criar formas que a fundição não consegue alcançar.
- Melhoria do ajuste das peças fundidas.
- Ajuda as peças a cumprir requisitos de tolerância mais apertados.
- Superfícies mais suaves e esteticamente mais agradáveis.
- Fabrico de formas e pormenores especiais.
- Melhoria da precisão dimensional dos desenhos de projeto.
- Melhoria da resistência e do desempenho da superfície.
- Assegurar o bom funcionamento e a facilidade de montagem das peças.
Os ajustes de maquinagem são cruciais em muitas indústrias. As indústrias automóvel, marítima e ferroviária exigem peças perfeitamente ajustadas que possam funcionar sob pressão.
Garantia de qualidade
Os controlos de garantia de qualidade asseguram que cada peça cumpre os requisitos. São utilizados vários métodos para inspecionar a precisão das peças fundidas. Alguns testes verificam a existência de fissuras superficiais ou microporos. Outros inspeccionam o interior da peça sem a abrir. Equipamentos como máquinas de medição por coordenadas e scanners 3D são utilizados para medir cada peça e verificar se esta cumpre os requisitos do projeto.
| Método | Objetivo |
|---|---|
| Inspecções visuais e dimensionais | Inspecionar a conformidade das peças utilizando equipamento especializado. |
| Ensaios por ultra-sons | Verificar a resistência interna das peças. |
| Ensaios não destrutivos (NDT) | Utilizar radiografias e tomografias computorizadas para encontrar orifícios ou problemas ocultos. |
| Testes de penetração | Encontrar microfissuras superficiais. |
| Ensaios mecânicos | Testar a resistência e a tenacidade do material. |
| Ensaios de dureza | Verifica se a peça resiste ao desgaste e à flexão. |
A garantia de qualidade começa antes da fundição e continua após a fundição. A equipa inspecciona os materiais e o design para evitar a ocorrência de problemas. Durante a fundição, monitorizam todo o processo e corrigem rapidamente os erros. Após a fundição, inspeccionam e testam cada peça para garantir que cumpre os requisitos. Estes passos ajudam a fornecer aos clientes peças robustas e precisas, adequadas a uma vasta gama de projectos.
Nota: A maquinação fina e a inspeção rigorosa da qualidade são fundamentais para o fabrico de peças de fundição de alta qualidade.
Fundição por cera perdida vs. outros métodos
Comparação de fundição em areia
Fundição em areia e a fundição por cera perdida são dois métodos de fabrico de peças metálicas. Cada método tem as suas vantagens e desvantagens. O quadro seguinte mostra as suas diferenças em termos de precisão e acabamento superficial:
| Método de fundição | Tolerância típica | Acabamento da superfície (Ra, µm) |
|---|---|---|
| Fundição em areia | ±1,5-3,0 mm | 6.3-25 |
| Investimento (cera perdida) | ±0,1-0,5 mm | 1.6-6.3 |
As peças fundidas em areia têm uma superfície mais rugosa e uma precisão inferior. Estas peças requerem normalmente mais maquinagem após a fundição. As peças de fundição por cera perdida têm uma superfície mais lisa e uma maior precisão. Os projectistas podem utilizá-lo para fabricar peças de paredes finas e formas complexas.
O quadro seguinte apresenta as vantagens e desvantagens de cada método:
| Aspeto | Fundição por cera perdida | Fundição em areia |
|---|---|---|
| Precisão | Tolerâncias muito apertadas (até 0,003″) | As formas são próximas mas não exactas |
| Acabamento da superfície | Acabamento liso, cerca de 125 micro | Acabamento mais rugoso |
| Custo | Custa mais para iniciar e produzir | Mais barato de fabricar |
| Limitações de tamanho | Ideal para peças pequenas e pormenorizadas | Pode fabricar peças grandes (até 6.000 lbs) |
| Ciclo de produção | Demora mais tempo porque é complexo | Mais rápido de fazer |
| Capacidades de conceção | Pode fazer formas duras | Apenas formas simples |
Comparação de fundição injectada
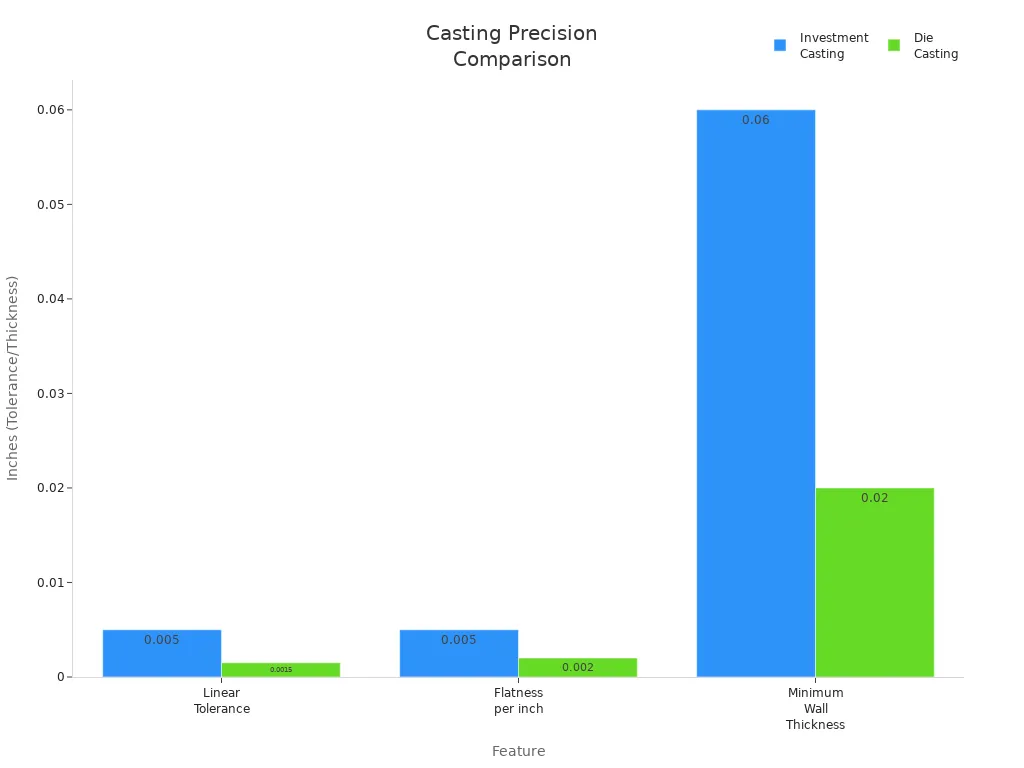
A fundição injectada utiliza moldes de aço de alta resistência para fabricar rapidamente grandes quantidades de peças. É adequado para a produção em massa de peças idênticas. Este método permite tolerâncias muito pequenas e espessuras de parede extremamente finas. A tabela abaixo compara a precisão e a espessura da parede para cada método:
| Tolerância de caraterísticas | Fundição por cera perdida | Fundição injectada |
|---|---|---|
| Tolerância linear (típica) | ±0,005 pol/in | ±0,0015 pol/in |
| Nivelamento (por polegada) | 0,005 polegadas | 0,002 polegadas |
| Espessura mínima da parede | ~0,060″ (1,5 mm) | ~0,020″ (0,5 mm) |
A fundição injetada produz peças que são quase sempre idênticas. A fundição por cera perdida pode produzir formas mais refinadas e complexas.
Implicações da aplicação
A fundição de precisão é mais adequada para o fabrico de peças com formas complexas e requisitos de elevada tolerância. É normalmente utilizada em aplicações que exigem uma precisão extremamente elevada, como a indústria aeroespacial, automóvel, dispositivos médicos e maquinaria energética. A tabela abaixo lista as melhores áreas de aplicação para a fundição de precisão:
| Indústria | Descrição |
|---|---|
| Aeroespacial | Peças leves e complicadas |
| Automóvel | Peças exactas para segurança e desempenho |
| Equipamento médico | Peças que devem estar no ponto certo |
| Máquinas industriais | Formas duras para máquinas |
| Energia | Peças exactas para turbinas |
| Veículo elétrico | Peças para baterias e motores |
| Processamento de alimentos | Boas peças para máquinas alimentares |
| Militar | Peças resistentes e fiáveis |
| Exploração mineira | Equipamento resistente e exato |
| Náutico | Peças complicadas para barcos |
| Fabrico de papel | Peças exactas para máquinas de papel |
| Dessalinização da água | Boas peças para a limpeza da água |
Sugestão: A fundição de precisão é recomendada para peças pequenas e complexas que requerem superfícies lisas e tolerâncias elevadas. Ajuda os engenheiros e projectistas a criar produtos robustos e duradouros que podem suportar vários ambientes de trabalho difíceis.
As peças fabricadas através do processo de fundição de precisão têm um excelente ajuste e uma superfície lisa e esteticamente agradável. Este método de fabrico é particularmente adequado para peças com formas complexas e é amplamente utilizado em várias indústrias. A escolha do método de fundição ideal ajuda a produzir peças robustas e duradouras, prolongando a sua vida útil. A KEMING utiliza equipamento avançado e inspecciona rigorosamente cada peça para garantir que cada projeto cumpre padrões elevados.
| Aspeto | Benefício |
|---|---|
| Precisão | Tolerâncias apertadas para peças exactas |
| Acabamento da superfície | Superfícies lisas com pouco trabalho extra |
| Controlo de qualidade | Controlo cuidadoso da segurança e da resistência |
- A equipa da KEMING planeia e verifica cada peça para obter excelentes resultados.
FAQ
Quais são as tolerâncias típicas da fundição por cera perdida?
A maioria das peças de fundição de investimento são muito precisas. As suas tolerâncias situam-se normalmente entre ±0,005 polegadas e ±0,015 polegadas. A KEMING produz frequentemente peças com uma precisão ainda maior. Estas peças são utilizadas em muitos sectores diferentes.
Qual é o acabamento superficial da fundição de revestimento?
A fundição por cera perdida produz superfícies muito lisas. A rugosidade da superfície situa-se normalmente entre 4 e 16 micropolegadas (Ra). Esta superfície lisa significa que é necessário pouco ou nenhum polimento adicional.
A fundição por cera perdida pode criar formas complexas?
Sim, a fundição por cera perdida pode criar formas complexas. Os engenheiros podem conceber peças com pormenores minuciosos, paredes finas e espaços internos. Este processo é adequado para formas que não podem ser produzidas por outros métodos de fundição.
Que indústrias utilizam mais frequentemente a fundição por cera perdida?
As empresas aeroespaciais, automóveis, médicas, marítimas e de maquinaria industrial utilizam extensivamente a fundição por cera perdida. Exigem peças com alta precisão, alta resistência e excelente desempenho.
A fundição por cera perdida requer maquinagem pós-fundição?
Algumas peças requerem maquinagem adicional após a fundição. A maquinagem adicional ajuda a obter tolerâncias mais apertadas ou formas especiais. A Coming utiliza máquinas-ferramentas CNC avançadas para efetuar o acabamento das peças, quando necessário.



