
Литье по выплавляемым моделям использует воск для создания замысловатых форм, а литье по выплавляемым моделям Для придания формы деталям используются вспененные материалы. Восковые формы создают гладкие поверхности и подходят для небольших сложных деталей. Формы из пенопласта подходят для больших или простых форм и стоят дешевле. Каждый точное литьё В разных методах используются разные материалы и этапы. Понимание этих различий помогает людям выбрать оптимальный процесс для своих проектов.
Основные выводы
- Литье с потерянным воском подходит для изготовления небольших замысловатых деталей. Оно идеально подходит, если вам нужны гладкие поверхности и высокая точность. Литье по выплавляемым моделям лучше подходит для больших простых форм. Оно, как правило, менее дорогостоящее и более быстрое. Вы должны выбрать подходящий метод литья в зависимости от размера, формы, материала и количества деталей. При литье по выплавляемым моделям используются восковые и керамические формы. При литье по выплавляемым моделям используются формы из пенопласта и песчаные формы. Компания KEMING может выполнить оба метода литья. Они помогут клиентам выбрать процесс, наиболее подходящий для их проектов.
Процесс литья по выплавляемым моделям

Литье по выплавляемым моделям позволяет получать очень точные детали. При этом получаются гладкие поверхности. Многие отрасли промышленности предпочитают этот метод из-за его замечательных результатов.
Создание узоров для литья по выплавляемым моделям
Первый шаг - создание модели. Производители используют либо обычный воск, либо специальный воск для 3D-печати. Каждый тип имеет свои преимущества, как показано в таблице ниже:
| Тип материала | Преимущества |
|---|---|
| Обычные восковые узоры | Затраты меньше для многих деталей, гладкие поверхности, хорошо подходит для повторения деталей с помощью инструментов. |
| 3D-печать литьевой воск/фоточувствительный полимер | Не требует использования сложных инструментов, позволяет создавать сложные формы, быстро менять и изготавливать детали на заказ для пациентов. |
Эти возможности помогают конструкторам создавать сложные и повторяющиеся детали.
Формирование формы для литья по выплавляемым моделям
Затем рабочие создают форму. Они окунают восковую модель в керамический раствор. Этот процесс нужно повторить несколько раз, чтобы сформировать прочную внешнюю оболочку. В таблице ниже показаны этапы этого процесса:
| Аспект | Описание |
|---|---|
| Материал пресс-формы | Керамический шлам образует прочный внешний слой. |
| Техника | Многократное окунание делает оболочку толстой и прочной. |
| Влияние на конечный продукт | Высококачественный корпус пресс-формы обеспечивает гладкую поверхность и точные размеры. |
| Процесс депарафинизации | Воск нагревается и расплавляется, оставляя в форме идеальное пространство. |
| Виды металлов | Подходит для различных металлов, включая бронзу, нержавеющую сталь и алюминий. |
Этот процесс позволяет обеспечить точность и гладкость готовых деталей.
Применение литья по выплавляемым моделям
Литье по выплавляемым моделям широко используется во многих отраслях промышленности. Оно идеально подходит для изготовления прочных и сложных деталей. Вот некоторые отрасли, в которых используется этот процесс:
- Автомобильная промышленность: Производство точных деталей и сложных форм
- Аэрокосмическая промышленность: Производство легких, прочных и хрупких деталей
- Нефть и газ: Производство деталей, пригодных для работы при высоких температурах и в суровых условиях
- Пищевая промышленность: Производство чистых и функциональных деталей
- Общая инженерия: Применяется в различных областях
Железнодорожная и судостроительная промышленность также используют литье с потерей воска. Им требуются точные и прочные детали. Этот процесс является предпочтительным выбором, когда точность и прочность имеют решающее значение.
Процесс литья по выплавляемым моделям

Использование пены
Литье по выплавляемым моделям начинается с создания форм из пенопласта. Рабочие проектируют формы с помощью программного обеспечения CAD. Они придают форму пенопласту с помощью станков с ЧПУ или 3D-принтеров. Большинство литейщиков выбирают пену EPS, потому что она недорогая и легкая. Пенопласт EPS легко поддается формовке и чисто горит. Это упрощает процесс литья. Пена XPS тяжелее и имеет более длительный срок службы. Однако пенопласт XPS сложнее резать и перерабатывать. В таблице ниже показаны различия между пенопластом EPS и XPS:
| Характеристика | EPS (расширенный полистирол) | XPS (экструдированный полистирол) |
|---|---|---|
| Стоимость | Нижний | Выше |
| Вес | Зажигалка | Тяжелее |
| Долговечность | Более хрупкий | Более прочный |
| Переработка | Проще | Сложнее |
Пенопласт EPS часто выбирают потому, что он хорошо держит форму. Он также помогает создавать точные детали.
Подготовка формы для литья по выплавляемым моделям
После изготовления формы из пенопласта рабочие добавляют литники и вентиляционные каналы. Они наносят на пену специальную суспензию. Это помогает повысить прочность и гладкость формы. Форма помещается в пресс-форму. Рабочие плотно заполняют ее песком. Широко используется кварцевый песок из-за его стабильности и доступности. Иногда используется циркониевый песок, который помогает лучше контролировать температуру. Бентонит помогает песку лучше скрепляться. В таблице ниже перечислены материалы, используемые в пресс-форме:
| Тип материала | Описание |
|---|---|
| Полистирол | Легкий, стабильный и чисто сгорает. |
| Огнеупорный шлам | Делает форму более прочной и гладкой. |
| кварцевый песок | Общепринятая, стабильная и легкая. |
| Цирконовый песок | Помогает контролировать тепло и препятствует разрастанию плесени. |
| Бентонитовая глина | Благодаря этому песок слипается, образуя прочную форму. |
Эти этапы способствуют получению точных и прочных деталей при литье по выплавляемым моделям.
Применение литья по выплавляемым моделям
Технология литья с потерянной пеной широко используется во многих отраслях промышленности. Автопроизводители используют ее для изготовления блоков и корпусов двигателей; аэрокосмические и оборонные компании - для производства лопастей и рам; производители оборудования - для изготовления клапанов и насосов; художники и архитекторы - для создания скульптур и дверей; фермеры - для производства двигателей тракторов и клапанов для орошения. Литье по выплавляемым моделям отличается гибкостью и высокой точностью и подходит для различных операций литья.
Совет: Литье по утраченной пене лучше всего подходит для больших или простых форм. Это особенно удобно, когда важны стоимость и скорость.
Сравнительный анализ методов литья с потерянным воском и литья с потерянной пеной
Сравнительный анализ помогает инженерам и конструкторам выбрать оптимальный метод литья. Компания KEMING предлагает как литье с потерей пены, так и формование с потерей пены, предоставляя клиентам возможность выбора различных операций. В этом разделе мы расскажем об основных различиях между этими двумя процессами с точки зрения этапов, инструментов, материалов и затрат.
Этапы процесса
Этапы литья из потерянной пены и литья из потерянной пены различаются. Они также отличаются используемыми материалами для моделей и рабочим процессом. При литье по выплавляемым моделям используются восковые модели, а при формовании по выплавляемым моделям - пенопластовые. Эти различия влияют на количество этапов процесса и риск возникновения дефектов. Различаются также масштабы и гибкость производства.
| Шаг | Литье по выплавляемым моделям | Литье из пенопласта |
|---|---|---|
| Модельные материалы | Воск | Экспандированный полистирол (EPS) |
| Создание узоров | Изготовлено с помощью пресс-формы | Скульптура или сборка из пеноблоков |
| Создание ракушки | Погружение в керамический раствор и сушка | Покрыты огнеупорным шламом и высушены |
| Удаление узора | Воск расплавляется | Пена испаряется во время заливки |
| Окончательная отливка | Расплавленный металл заливается в керамическую форму | Расплавленный металл заполняет пустоту, оставшуюся после испарения пены |
Литье по выплавляемым моделям включает в себя больше этапов и требует сложного изготовления модели и формирования оболочки. Этот процесс позволяет получить очень точные и гладкие детали. Литье по пенопласту требует меньшего количества этапов и является более быстрым и менее дорогостоящим для некоторых проектов. Модель из пенопласта исчезает во время заливки металла, поэтому для удаления модели требуется меньше действий.
Инструменты и материалы
Формы и материалы влияют на стоимость, масштабы производства и гибкость. Они также влияют на типы металлов, которые могут быть использованы. Для литья по выплавляемым моделям требуются более сложные восковые модели и керамические оболочковые формы. Для литья из пенопласта используются более простые формы из пенопласта. Это позволяет снизить стоимость форм при небольших и средних партиях.
| Метод литья | Сложность инструментария | Первоначальная стоимость оснастки | Совместимость материалов | Ограничения |
|---|---|---|---|---|
| Литье по выплавляемым моделям | Более сложные (восковые и керамические формы) | Высокая для крупносерийного производства | Широкий спектр металлов и сплавов | Размер детали может ограничивать размер отливки |
| Литье из пенопласта | Проще (узоры из пенопласта) | Более низкая для малых/средних тиражей | Лучше всего подходит для алюминия и чугуна | Пена должна соответствовать совместимости с расплавленным металлом |
Литье по выплавляемым моделям подходит для различных металлов, таких как сталь, бронза и алюминий. Это делает его подходящим для многих отраслей промышленности. Литье в пенопласт обычно используется для отливки алюминиевых и чугунных деталей. Чтобы избежать проблем, пенопластовая форма должна быть хорошо совместима с расплавленным металлом.
Сравнение стоимости
Стоимость - важный момент при выборе метода литья. Литье с потерей пены обычно имеет более низкую стоимость формы. Литье по выплавляемым моделям (также известное как литье по выплавляемым моделям) имеет более высокую первоначальную стоимость, но может быть более экономичным для массового производства благодаря высокой точности и повторяемости.
| Объем производства | Стоимость литья по выплавляемым моделям | Стоимость литья по выплавляемым моделям |
|---|---|---|
| Малые партии (< 100 шт.) | $150-$300 каждый | $250-$500 каждый |
| Средние тиражи (100-1000 шт.) | $120-$250 | $100-$200 |
| Большие объемы (> 1 000 шт.) | $100-$200 | $80-$150 |
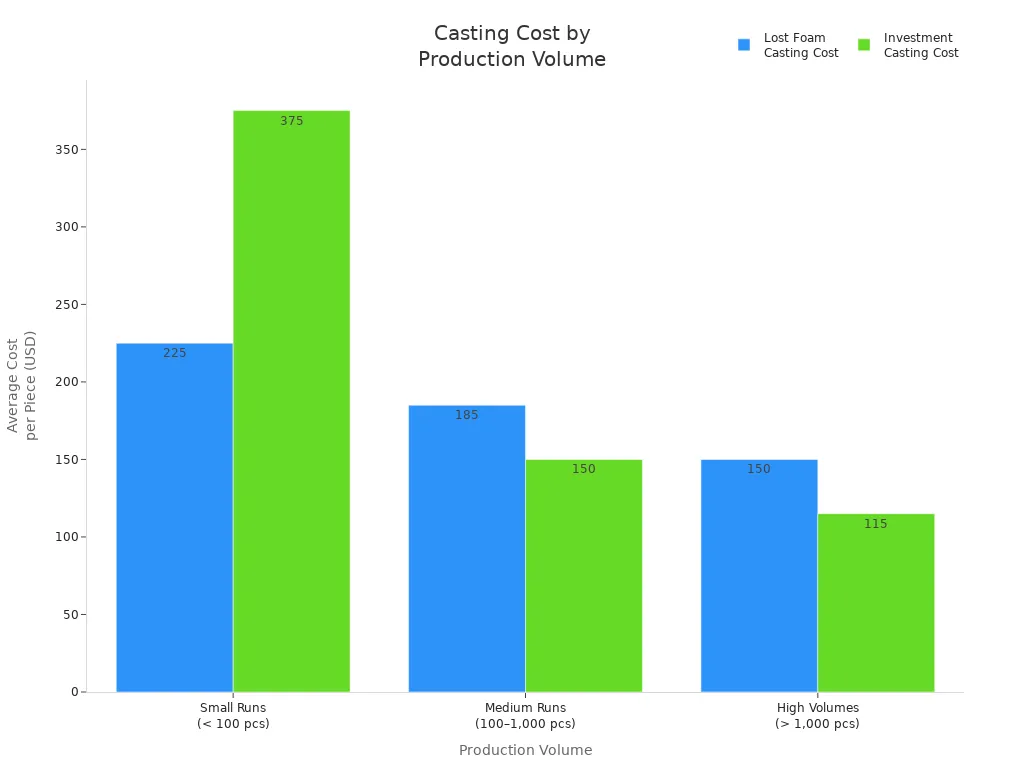
Литье по выплавляемым моделям более экономично для мелко- и среднесерийного производства. Литье по выплавляемым моделям больше подходит для крупносерийного производства, поскольку затраты на форму можно распределить. Оба метода подходят для многих отраслей промышленности. Выбор зависит от требований к точности деталей, их количества и используемых материалов.
Примечание: KEMING обладает отличными навыками как в литье с потерянным воском, так и в литье с использованием пены, что помогает клиентам достичь оптимальных результатов. Клиенты могут выбрать высокоточное или недорогое решение в зависимости от требований проекта.
Финишная обработка поверхности и точность размеров при литье по технологии Lost Wax и Lost Foam Casting
Результаты литья по выплавляемым моделям
Литье по выплавляемым моделям славится своей чрезвычайно высокой точностью. Оно позволяет получать детали с гладкой поверхностью и четкими деталями. Многие компании выбирают этот метод, когда требуются высокоточные детали. Этот процесс позволяет создавать тонкостенные детали сложной формы, которые невозможно получить другими методами.
- Литье по выплавляемым моделям позволяет получать очень точные детали с гладкой поверхностью.
- Он может работать со сложными конструкциями и тонкими стенами.
- Многие отрасли промышленности используют литье по выплавляемым моделям для производства деталей, требующих точности и прочности.
Этот процесс часто используют производители аэрокосмической техники и медицинского оборудования. Им требуются детали с плотной посадкой и гладким внешним видом. Инвестиционное литье неизменно обеспечивает им превосходные результаты.
Результаты литья по выплавляемым моделям
Литье по выплавляемым моделям также обеспечивает хорошую обработку поверхности и точность. Однако его точность не так высока, как у литья по выплавляемым моделям. Этот метод подходит для крупных деталей или ситуаций, когда контроль затрат имеет решающее значение. Модель из пенопласта выжигается, что устраняет необходимость в черновых углах. Это помогает создавать формы, которые трудно достичь другими методами.
В таблице ниже приведены ожидаемые результаты литья по выплавляемым моделям:
| Шероховатость поверхности (Ra мкм) | Допуски на размеры (%) | Примечания |
|---|---|---|
| 4 - 8 | ±0,4 - ±1,5 | Используйте шаблоны из пенопласта и сыпучий песок. |
Литье по литейной пене превосходит литье по мокрому песку, но не так гладко и точно, как литье по выплавляемым моделям. Это хороший баланс между ценой и качеством. Многие компании используют его для изготовления деталей, которые не требуют высокой точности, но при этом должны обеспечивать хорошие эксплуатационные характеристики.
Совет: Если вам нужны очень точные и гладкие детали, литье по выплавляемым моделям - лучший выбор. Для экономии времени и средств литье с утратой пены больше подходит для крупных или простых деталей.
Достоинства и недостатки литья с потерянным воском и литья с потерянной пеной
Плюсы и минусы литья по выплавляемым моделям
Литье по выплавляемым моделям идеально подходит для производства очень гладких и точных деталей. Многие компании используют этот процесс, когда им нужны высококачественные детали. В таблице ниже перечислены преимущества и ограничения литья по выплавляемым моделям:
Сильные стороны литья по выплавляемым моделям:
- Отличное качество поверхности
- Точные размеры
- Замысловатые формы
- Минимальная постобработка
- Идеально подходит для высококачественных компонентов
Ограничения литья по выплавляемым моделям:
- Больше вероятность загрязнения
- Потенциал холодного отключения
- Поры от турбулентности
Этот метод широко используется в аэрокосмической, автомобильной и ювелирной промышленности. Инженеры выбирают литье по выплавляемым моделям, когда им нужны хрупкие детали, не требующие излишней дополнительной обработки. Однако этот метод имеет и некоторые недостатки. Иногда остатки керамической оболочки или воска могут стать причиной загрязнения. Шлак и окисление также могут повлиять на качество конечной детали. При плохой текучести металла могут образовываться пористость или холодные зазоры.
Примечание: Литье по выплавляемым моделям идеально подходит для изготовления небольших и сложных деталей, но операторы должны внимательно следить за процессом литья, чтобы не допустить появления дефектов.
Плюсы и минусы литья по выплавляемой пене
Литье по литой пене простое и требует минимального ручного труда. Многие фабрики предпочитают этот процесс, поскольку он позволяет экономить время и средства. В таблице ниже перечислены его основные преимущества и ограничения:
Преимущества литья по технологии Lost Foam Casting:
- Упрощенный процесс
- Снижение трудоемкости
- Высокая точность размеров
- Гибкость конструкции
- Хорошее качество литья
- Эффективное размещение стояков
- Простота освоения процесса
- Низкие инвестиции при быстрых результатах
Недостатки литья по выплавляемым моделям:
- Не подходит для всех металлов
- Потенциально более высокие выбросы (органические испарения)
Литье по выплавляемым моделям позволяет создавать детали различной формы и высокого качества. Его легко освоить. Этот метод лучше всего подходит для алюминия и чугуна. Однако он подходит не для всех металлов. Кроме того, он может выделять больше дыма, поэтому установка нуждается в хорошей вентиляции.
Совет: Выбирая технологический процесс, инженеры должны учитывать его преимущества и ограничения. Лучший выбор зависит от размера, формы и материала детали.
Выбор правильного метода литья с потерянным воском и литья с потерянной пеной
Ключевые факторы выбора
Выбор между литьем с потерей воска и литьем с потерей пены очень важен. Инженеры учитывают материал формы и процесс изготовления формы. Также важен тип требуемой детали. В таблице ниже перечислены различия между этими факторами:
| Фактор | Литье по выплавляемым моделям | Литье из пенопласта |
|---|---|---|
| Материал выкройки | Воск | Пенопласт (полистирол) |
| Сходство процессов | Аналогично литью по выплавляемым моделям | Аналогично литью по выплавляемым моделям |
| Создание формы | Требуется расплавить восковой шаблон | Пенопластовый шаблон расходуется во время заливки |
| Приложение | Прецизионные детали, сложные конструкции | Крупные детали, менее сложные конструкции |
Требования проекта также имеют решающее значение. Литье по литейной пене подходит для крупных деталей сложной формы, а также для деталей среднего и крупного размера. Этот метод позволяет сократить объем работ по резке и сборке. Литье с потерянным воском лучше подходит для небольших, высокодетализированных деталей, особенно тех, которые требуют чрезвычайно высокой точности.
Инженеры учитывают сложность изготовления деталей, а также количество деталей и необходимых материалов. KEMING помогает клиентам сделать выбор, предоставляя разумные рекомендации и используя новые технологии. Их команда использует технологию 3D-сканирования для проверки моделей из пенопласта и металлических форм, гарантируя, что каждая деталь будет изготовлена с идеальной подгонкой.
Примеры использования в промышленности
Различные отрасли промышленности имеют разные потребности. В таблице ниже приведены оптимальные сценарии применения для каждого процесса:
| Метод литья | Предпочтительные варианты использования | Пригодность материалов | Точность и чистота поверхности | Объем производства |
|---|---|---|---|---|
| Литье из пенопласта | Большие, геометрически простые детали, такие как блоки двигателей и корпуса насосов | Алюминий, ковкий чугун для нормальных температур | Допуски ±0,5-1,0 мм, базовая обработка поверхности | Среднее и высокое производство |
| Литье по выплавляемым моделям | Критически важные приложения, такие как аэрокосмические компоненты и медицинские приборы | Нержавеющие стали, суперсплавы, титан | Допуски ±0,1-0,3 мм, превосходная обработка поверхности | Низкое и среднее производство |
Автомобильные и машиностроительные компании используют литье по выплавляемым моделям для производства блоков двигателей и насосов. Аэрокосмические и медицинские компании используют литье по выплавляемым моделям для производства деталей с чрезвычайно высокими требованиями к посадке и качеству поверхности. Компания Commin может обеспечить оба процесса. Они помогают клиентам завода достичь оптимальных результатов литья.
Совет: Обязательно выбирайте процесс, соответствующий размеру, форме и материалу проекта. Команда KEMING поможет вам выбрать лучшее решение для ваших заводских проектов.
Литье по выплавляемым моделям лучше всего подходит для деталей, требующих высокой точности. Многие компании используют его для изготовления деталей сложной формы с гладкой поверхностью. В таблице ниже перечислены причины, по которым инженеры выбирают этот метод для решения сложных задач:
| Метрика | Значение |
|---|---|
| Отделка поверхности | 0,9-1,0 Ra |
| Точность | Лучше, чем 0,1 мм |
| Объем производства | Умеренный |
Литье по выплавляемым моделям подходит для крупных или более простых деталей. Оно может помочь заводам сэкономить время и средства. При выборе процесса литья учитывайте материал, количество необходимых деталей, сложность деталей и бюджет. Компания KEMING оказывает помощь на каждом этапе, чтобы клиенты выбрали правильный процесс. По всем вопросам обращайтесь к команде KEMING.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
В чем заключаются основные различия между литьем по выплавляемым моделям и литьем в пенопласт?
Для литья по выплавляемым моделям используются восковые и керамические формы. Для литья по пенопласту используются формы из пенопласта и песчаные формы. Литье по выплавляемым моделям позволяет получить более гладкие поверхности и высокий уровень детализации. Литье в пенопласт лучше подходит для больших или простых деталей.
Какой метод литья лучше подходит для сложных форм?
Литье по выплавляемым моделям лучше всего подходит для сложных форм. Оно позволяет получить тонкие формы и гладкие поверхности. Многие отрасли промышленности выбирают этот метод для отливки деталей с тонкими элементами или тонкими стенками.
Могут ли эти два метода использовать одни и те же металлы?
Литье по выплавляемым моделям подходит для различных металлов, включая сталь, бронзу и алюминий. Литье в пену, как правило, лучше всего подходит для алюминия и чугуна. Каждый метод имеет свою специфическую совместимость с металлами.
Как соотносятся затраты на эти два метода?
Литье в пенопласт, как правило, менее затратно для малых и средних объемов производства. Литье по выплавляемым моделям имеет более высокую начальную стоимость, но более рентабельно при крупносерийном производстве.



