EPS (Expanded Polystyrene) - наиболее часто используемый пеноматериал в литье по выплавляемым моделям процесс. Плотность пены играет решающую роль в процессе литья с потерями. Достижение полного и чистого выгорания - то есть полного испарения и исчезновения пены - также является необходимым условием для получения оптимальных результатов литья. Этот пеноматериал способен точно передавать мельчайшие детали на поверхности отливки, что делает его очень подходящим для применения в самых разных областях. Многие отрасли промышленности используют технологию литья с потерями пены для производства деталей, отличающихся точной геометрией и исключительной прочностью. Компания KEMING предлагает услуги по прецизионному литью с процессами, строго соответствующими международным стандартам.
Основные выводы
- Пенопласт EPS стал предпочтительным материалом для литья по выплавляемым моделям благодаря своей низкой стоимости и простоте использования.
- Выбор подходящей плотности пены очень важен, так как от этого напрямую зависит прочность и общее качество конечной отливки.
- Для достижения идеальных результатов литья необходимо, чтобы пена сгорала полностью и чисто; пена EPS обладает именно этой характеристикой, практически не оставляя остатков после сгорания и испарения.
- Технология литья с утратой пены обеспечивает исключительную точность воспроизведения деталей и точность размеров, поэтому она идеально подходит для производства прочных и долговечных компонентов во многих отраслях промышленности.
- Безопасность производства имеет первостепенное значение. При выполнении операций с высокотемпературными металлами необходимо использовать соответствующие средства индивидуальной защиты и обеспечивать достаточную вентиляцию рабочей среды.
Виды потерянной пены для литья
Пенополистирол
Экспандированный полистирол (EPS) - самый распространенный пеноматериал, используемый в литье по выплавляемым моделям. Его предпочитают многие литейщики и любители из-за простоты резки и придания формы. EPS пенопластовые узоры способны улавливать мельчайшие детали, что облегчает производство отливок с чрезвычайно высокой точностью. Плотность пены, обычно используемой для литья с потерями, составляет от 1,4 до 5,0 фунтов на кубический фут. Если плотность пены слишком мала, она быстрее разлагается в процессе литья, однако при неправильной настройке параметров процесса это может привести к тому, что расплавленный металл не сможет полностью заполнить полость формы. И наоборот, если плотность пены слишком высока, это может снизить прочность конечной отливки и изменить характеристики течения расплавленного металла в форме.
В зависимости от конкретного процесса нанесения покрытия и применяемых методов обработки поверхности, ее качество может варьироваться от гладкой до слегка шероховатой.
Многие компании используют пенополистирол в процессе литья по выплавляемым моделям для производства компонентов автомобилей, морских судов и различных видов техники. Пенополистирол EPS имеет низкую температуру плавления, что позволяет ему быстро испаряться - эта характеристика помогает предотвратить появление дефектов в готовой отливке.
Альтернативные пены
Некоторые специализированные задачи могут потребовать использования альтернативных типов пеноматериалов для литья по выплавляемым моделям. Каждый конкретный пеноматериал обладает уникальным набором характеристик, что делает его подходящим для различных сценариев применения.
| Тип пены | Приложения |
|---|---|
| Полистирол | Автомобильная промышленность, аэрокосмическая промышленность, искусство и скульптура, промышленное оборудование |
| Полиуретан | Автомобильная промышленность, аэрокосмическая промышленность, искусство и скульптура, промышленное оборудование |
По сравнению с другими материалами пенопласт EPS может немного уступать по прочности или точности. Например, ПММА обеспечивает более высокую точность, но стоит дороже. Если требуется высокая прочность и стабильность, то, как правило, предпочтение отдается полиуретану. Кроме того, эти различные типы пенопластов могут требовать нанесения специальных покрытий, а свойства их остатков после термоиндуцированного испарения (абляции) также существенно различаются.
В таблице ниже приведены некоторые ключевые различия между ними:
| Характеристика | Пенополистирол | Альтернативные пены |
|---|---|---|
| Плотность | Низкая плотность, обычно используется для литья | Меняется, зависит от пены |
| Требование к покрытию | Требуется керамическое покрытие | Может потребоваться нанесение других покрытий |
| Продукты разложения | Производит газ при литье | Зависит от того, из чего изготовлена пена |
| Процесс расширения | Увеличивается с помощью пенообразователя | Может использовать другие способы расширения |
| Отделка поверхности | Может быть грубым, если с ним не обращаться должным образом | Может быть более гладким, зависит от пены |
Почему предпочтительнее использовать EPS
По сравнению с другими вспененными материалами, используемыми при литье по выплавляемым моделям, пена EPS значительно экономичнее. Это преимущество в стоимости делает его идеальным выбором для проверки дизайнерских концепций, выполнения небольших партий заказов и даже реализации крупных проектов. Кроме того, пенопласт хорошо поддается формовке, что позволяет создавать модели отливок с замысловатыми деталями и сложной геометрией.
Еще одно важное преимущество пенополистирола EPS заключается в его чистых характеристиках испарения. Когда расплавленный металл заливается в форму, пена быстро испаряется и исчезает, оставляя после себя минимум золы или остатков - важнейший фактор, обеспечивающий качество конечной отливки.
Многие отраслевые стандарты и технические руководства рекомендуют использовать пенопласт EPS для литья по выплавляемым моделям именно из-за его превосходных общих характеристик. Вы можете гибко регулировать плотность пены в соответствии с конкретными требованиями вашего проекта. Пена меньшей плотности испаряется быстрее, в то время как пена большей плотности может повлиять на конечную точность размеров и качество поверхности отливки. Области применения пенополистирола EPS обширны: от производства автомобильных компонентов до создания художественных скульптур.
Совет: Для большинства проектов литья по выплавляемым моделям пены выбор соответствующей плотности пены EPS помогает обеспечить полное и чистое испарение, эффективно сохраняя мелкие детали отливки.
Основные характеристики литьевой пены

Плотность
При литье по выплавляемым моделям плотность пены имеет первостепенное значение. Пенопластовый шаблон с соответствующей плотностью сохраняет свою структурную стабильность и устойчив к разрушению. Если плотность пены чрезмерно высока, то, несмотря на большую прочность и устойчивость к деформации, деталь становится труднее испарять в газ в процессе литья.
Плотность пены также влияет на динамику течения расплавленного металла в полости формы. Если плотность пены слишком высока, расплавленный металл может не полностью заполнить всю форму; и наоборот, если плотность слишком мала, рисунок пены может сместиться или даже разрушиться. Процесс литья с потерей пены дает оптимальные результаты только в том случае, если плотность пены точно соответствует размерам и геометрии конкретной отливаемой детали.
Сжигание, испарение и остатки
При литье с потерями пены первостепенное значение имеет полное сгорание и испарение пены, которое часто называют "чистым горением". Когда расплавленный металл заливается в форму, пена должна быстро перейти в газообразное состояние, не оставляя после себя практически никаких твердых остатков.
Процесс литья требует, чтобы пена полностью сгорела и испарилась. Если останутся какие-либо остатки, они могут создать слабые места внутри отливки или привести к грубой и неровной отделке поверхности. Выбор соответствующей плотности пены и состава материала помогает обеспечить тщательное и чистое сгорание пены. Хотя пенополиуретан также способен эффективно сгорать и испаряться, объем образующихся при этом остатков обычно выше, чем при использовании пенополиуретана EPS.
Совет: Прежде чем приступать к крупномасштабным операциям по заливке пенопласта, необходимо убедиться, что выбранный пенопластовый материал способен полностью и чисто сгорать и испаряться.
Воспроизведение деталей поверхности
При литье по выплавляемым моделям точное воспроизведение деталей поверхности имеет не менее важное значение. Пенополистирол EPS превосходно воспроизводит сложные текстуры и геометрические контуры поверхности детали. Процесс литья по выплавляемым моделям позволяет точно воспроизвести даже самые мелкие детали и структурно сложные геометрические формы, присутствующие на детали. Эта особенность особенно важна для литья тонкостенных деталей, деталей с микропористой структурой и деталей сложной формы.
В таблице ниже показаны характеристики различных вспененных материалов с точки зрения воспроизведения деталей поверхности:
| Пеноматериал | Свойства |
|---|---|
| Экспандированный полистирол | Легко режется, бывает разной плотности, превращается в газ без золы. |
| Пенополиуретан | Обеспечивает лучшую детализацию и служит дольше, чем пена EPS. |
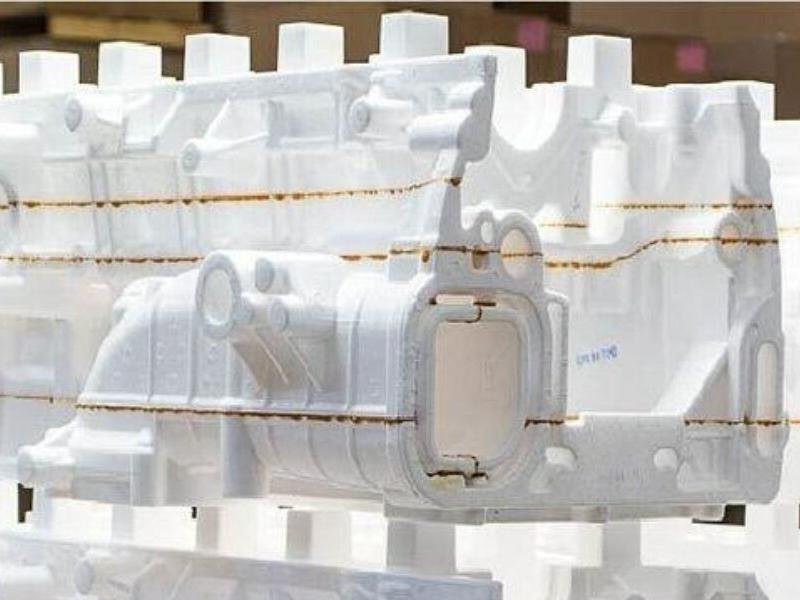
Пеноматериалы, используемые при литье с потерей пены, применяются в основном для производства блоков двигателей, компонентов системы охлаждения и других деталей, требующих исключительно высокой точности размеров. Уникальной особенностью процесса литья по выплавляемым моделям является его способность точно воспроизводить даже самые мельчайшие детали, присутствующие на форме.
Поиск потерял пены литья пены
Цены на продукцию и объем заказов не всегда напрямую коррелируют. На цену пеноматериалов, используемых в литье по выплавляемым моделям, влияет множество факторов, включая состав пеноматериала, процесс производства, требования к специализированным формам, количество закупок, местоположение поставщика и рыночный спрос. В таблице ниже представлено подробное объяснение этих влияющих факторов:
| Фактор | Описание |
|---|---|
| Состав сырья | Вид полимера и его плотность влияют на цену. Пена с большей плотностью обычно стоит дороже. |
| Технология производства | Лучшие способы сделать так, чтобы пена стоила дороже, но работала лучше. |
| Требования к настройке | Специальные формы или смеси требуют новых инструментов и исследований, поэтому они стоят дороже. |
| Объем заказа | При покупке большого количества товаров сразу каждая деталь стоит дешевле. Небольшие заказы могут стоить дороже за штуку. |
| Расположение поставщиков и логистика | Доставка и местонахождение поставщика могут повысить цену, особенно если товар поставляется издалека. |
| Спрос и доступность на рынке | Если пенопласт нужен многим или если материалы трудно достать, цены могут сильно измениться. |
| Сертификация качества | Пены со специальными сертификатами могут стоить дороже, но они более надежны. |
Варианты "сделай сам" и местного производства
Лица, выполняющие литьё по выплавляемым моделям (также известное как литье по выплавляемым моделям) в домашних мастерских или небольших студиях обычно выбирают блоки или листы пенополистирола (EPS) - материала, очень подходящего для этого специфического применения. Некоторые мастера также используют пенопласт, извлеченный из упаковочных материалов; однако перед использованием необходимо убедиться, что материал чист и что его плотность соответствует требуемым характеристикам.
Промышленное применение
Инвестиционное литье играет ключевую роль в широком спектре промышленных отраслей. Процесс литья по выплавляемым моделям широко используется в самых разных отраслях - от автомобилестроения и тяжелого машиностроения до производства различных потребительских товаров. Выбор конкретного типа пеноматериала, а также используемых каналов закупок часто зависит от уникальных требований каждой отрасли. При выборе пеноматериалов необходимо всесторонне оценить несколько ключевых факторов: физические свойства, присущие самому материалу, различные требования, которым должен соответствовать поставщик, и конкретный способ применения пеноматериала в процессе литья.
Выбор подходящего вспененного материала для вашего проекта
Соответствие материалов пены типу металла и размерам отливки
Выбор подходящего материала для пенопласта требует тщательного учета как конкретного металлического сплава, из которого производится отливка, так и размеров конечной отливки. Различные металлы демонстрируют различные физические характеристики в процессе охлаждения и затвердевания. Например, алюминий обладает отличной текучестью, что позволяет ему без труда заполнять даже самые сложные полости в форме; чугун, напротив, отличается высокой прочностью и надежностью, что делает его особенно подходящим для изготовления механических компонентов. Кроме того, температура плавления металла напрямую определяет тип плавильной печи, необходимой для работы. В целом, металлические материалы с высокой текучестью легче поддаются формовке, и в процессе литья обычно образуется меньше дефектов.
В таблице ниже приведены ключевые факторы, требующие тщательного рассмотрения:
| Плотность пены (кг/м³) | Преимущества | Соображения |
|---|---|---|
| 20-30 | Сильные паттерны, минимальная добыча газа | Подходит для сложных форм |
| Низкая плотность | Уменьшает морщины, ускоряет горение | Может влиять на прочность |
| Сополимеры ЭПС-ПММА | Уменьшает дефекты в ковком чугуне | Обеспечивает полное испарение |
Если плотность пены слишком высока, текучесть расплавленного металла будет нарушена. Исходя из таких параметров, как плотность пены, толщина стенок отливки и длина отливки, можно приблизительно рассчитать минимально необходимую температуру заливки. Компания KEMING может изготовить специализированные образцы пены в соответствии с вашими конкретными требованиями к проекту; кроме того, она поможет вам выбрать наиболее подходящий материал для пены из широкого ассортимента доступных вариантов.
Совет: Очень важно выбрать пеноматериал с плотностью и типом, соответствующими характеристикам заливаемого металла и размерам отливки. Это поможет вам достичь оптимальных результатов литья.
Рекомендации по безопасности
Безопасность имеет первостепенное значение в процессе литья по выплавляемым моделям. Операторы должны использовать прочные и надежные средства защиты, в частности термостойкую рабочую одежду, защитные перчатки, щитки и защитную обувь. При работе с высокотемпературным расплавленным металлом необходимо использовать специализированные щипцы и надевать защитные перчатки. Пожалуйста, держитесь на безопасном расстоянии от зоны заливки металла. Кроме того, убедитесь, что ваше рабочее место хорошо проветривается.
| Совет по безопасности | Описание |
|---|---|
| Средства индивидуальной защиты | Носите алюминиевую одежду, перчатки, защитные очки и щитки. |
| Работа с расплавленным металлом | Используйте щипцы, надевайте перчатки, держитесь на расстоянии от места заливки. |
| Вентиляция рабочего пространства | Обеспечьте приток воздуха, используйте фильтры HEPA, проверьте средства пожарной безопасности. |
| Безопасная утилизация отходов | Переработка пенопласта, использование технологий регенерации песка |
В процессе литья с потерями пены EPS является идеальным материалом. В приведенной ниже таблице указаны конкретные причины, по которым многие предприятия предпочитают выбирать EPS:
| Ключевое преимущество | Описание |
|---|---|
| Эффективность затрат | Экономия средств, поскольку вам не нужны дорогостоящие формы или стержни. |
| Точность и чистота поверхности | Изготовление деталей с хорошей подгонкой и гладкой поверхностью с меньшим количеством ошибок. |
| Гибкость в производстве | Хорошо подходит для изготовления специальных или тестовых деталей в малых или средних количествах. |
| Экологические преимущества | Производит меньше мусора и потребляет меньше энергии. |
| Повышенное качество | Новые машины помогают сделать детали более прочными и остановить образование пузырьков газа. |
Литье по технологии Lost-foam - это процесс, широко используемый в авиа- и автомобилестроении, а также в различных проектах по изготовлению изделий на заказ. При выборе пеноматериалов первоочередное внимание следует уделять их превосходному качеству, соответствующей плотности и способности подвергаться полному и чистому термическому разложению. Соблюдение соответствующих отраслевых стандартов позволяет гарантировать, что выбранные пеноматериалы полностью отвечают специфическим технологическим требованиям литья по выплавляемым моделям. Используя передовое оборудование, строгую систему контроля качества и гибкие условия по размерам партий, компания KEMING стремится помочь своим клиентам в достижении безопасного, эффективного и высококачественного производства литья. На протяжении всего процесса литья с потерями пены безопасность и качество остаются главными приоритетами.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Какой тип пеноматериала лучше всего подходит для литья по выплавляемым моделям?
Пенополистирол EPS (Expanded Polystyrene) - оптимальный выбор для литья по выплавляемым моделям. Он обладает такими преимуществами, как полное термическое разложение, легкость придания формы и возможность точного воспроизведения сложных деталей. Многие литейщики и любители предпочитают EPS, потому что он не только экономически эффективен, но и широко доступен и прост в приобретении.
Можно ли использовать упаковочный пенопласт для литья по выплавляемым моделям?
Хотя некоторые виды упаковочной пены могут быть использованы при определенных обстоятельствах, не вся упаковочная пена подходит для литья с потерей пены. Перед использованием необходимо тщательно проверить плотность и чистоту пены. Рекомендуется сначала провести небольшой тест на горение, чтобы убедиться, что пена полностью термически разлагается, не оставляя после себя никаких остатков.
Как режется и формируется пена EPS для заливки?
Обычно для резки и придания формы пенопласту EPS используют резак для горячего провода, острый хозяйственный нож или пилу. После этого можно использовать наждачную бумагу, чтобы сгладить и выровнять поверхность. Во время этих работ обязательно надевайте пылезащитную маску, чтобы не вдыхать частицы, находящиеся в воздухе.
Какую защитную экипировку следует надевать во время литья по выплавляемым моделям?
| Защитное снаряжение | Назначение |
|---|---|
| Термостойкие перчатки | Защитите руки от ожогов |
| Лицевой щиток | Защитите лицо от брызг |
| Защитные очки | Защитите глаза от попадания мусора |
| Защитная одежда | Предотвращение повреждений кожи |