Kohlenstoffstahl, legierter Stahl und niedriglegierter Baustahl lassen sich alle zuverlässig gießen mittels Sandguss — ein gängiges industrielles Formverfahren, auf das fast 50% der gesamten weltweiten Metallgussproduktion entfällt. Der Stahlsandguss bietet eine hervorragende Kosteneffizienz und strukturelle Vielseitigkeit für einfache und mittelschwere Bauteile. Aufgrund der extrem hohen Schmelztemperatur und der Fließeigenschaften von Stahl sind eine standardisierte Prozesssteuerung, die Auswahl geeigneter feuerfester Sande sowie strenge Sicherheitsvorschriften im Betrieb unerlässlich, um Gussfehler und Sicherheitsrisiken zu vermeiden.
Wichtigste Erkenntnisse
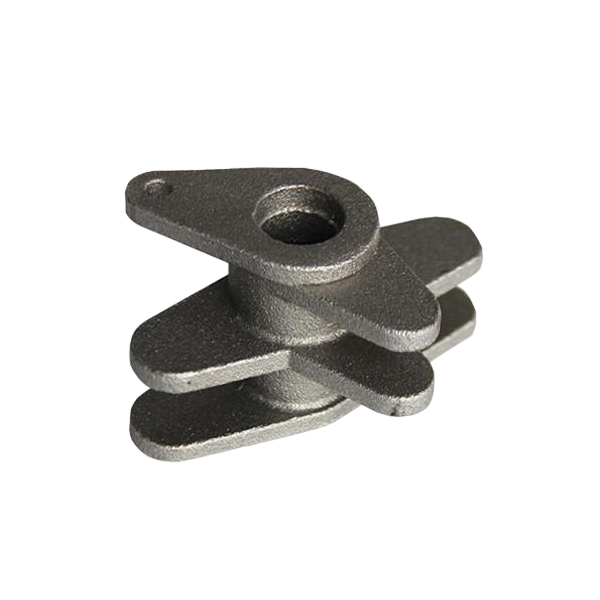
- Der Sandguss ist ein kostengünstiges, skalierbares Fertigungsverfahren, das speziell für großformatige, dickwandige und einfach strukturierte Stahlbauteile optimiert ist und in der Fertigung von Schwermaschinen und Industrieanlagen weit verbreitet ist.
- Strenge thermische Sicherheitsvorkehrungen und standardisierte Betriebsabläufe sind beim Stahlsandguss unerlässlich, um Verbrennungen durch hohe Temperaturen, Metallspritzer und Arbeitsunfälle wirksam zu verhindern.
- Hochtemperaturbeständige feuerfeste Sande (Chromitsand, Zirkonsand) sind die wichtigsten Formmaterialien für den Stahlguss. Sie widerstehen der Erosion durch geschmolzenen Stahl und minimieren Oberflächenfehler, um die Gussqualität zu gewährleisten.
Sandguss: Verfahrensübersicht
Das Sandgussverfahren ist ein ausgereiftes, standardisiertes industrielles Gussverfahren, das sowohl für große, hochbelastbare als auch für mittelgroße und kleine Stahlbauteile geeignet ist. Der aus qualifiziertem feuerfestem Sand geformte Formhohlraum begrenzt die Formgebung des geschmolzenen Stahls und ermöglicht so eine flexible, kundenspezifische Fertigung mit geringen Werkzeugkosten und hoher Prozessanpassungsfähigkeit. Der industrielle Sandguss umfasst die Formverfahren mit Grünsand, Harzsand und Natriumsilikatsand und ermöglicht die Herstellung hochfester Stahlgussteile für die Automobil-, Schiffs- und Landmaschinenindustrie gemäß den Stahlgussnormen ASTM A27/A148.
Arten von Sandformen für Stahl
Die Auswahl des Formsandes ist der entscheidende Faktor für die Oberflächenqualität und die Ausbeute bei der Stahlgussherstellung. Verschiedene Sandformsysteme zeichnen sich durch unterschiedliche Hochtemperaturbeständigkeit, strukturelle Festigkeit und Oberflächenformbarkeit aus und sind auf unterschiedliche Stahlbauteilstrukturen und Produktionschargen abgestimmt. Die gängigsten Sandformtypen für den industriellen Stahlguss sind im Folgenden aufgeführt:
| Art der Sandform | Eigenschaften |
|---|---|
| Grüner Sand | Alte Gussformen, die für die meisten Gussverfahren geeignet sind, benötigen Wasser, um ihre Festigkeit zu gewährleisten. |
| Kunstharz Sand | Sehr robust, glatte Oberfläche, gut geeignet für komplizierte Formen. |
| Natriumsilikat-Sand | Enthält ein chemisches Bindemittel, behält seine Form gut bei, ist hitzebeständig. |
| Unterlags- und Bodensand | Bietet Halt, wird oft wiederverwendet, ist günstig, nicht so wichtig. |
| System Sand | Für Maschinen entwickelt, hitzebeständig, luftdurchlässig, robust. |
| Melasse-Sand | Enthält ein natürliches Bindemittel, ist fest und glatt und eignet sich gut für filigrane Formen und Kerne. |
Für das Gießen von Hochtemperaturstahl (1370–1510 °C) sind Chromit- und Zirkonsand die bevorzugten Materialien für die Auskleidung in industriellen Gießereien. Chromitsand zeichnet sich durch eine hervorragende Wärmeleitfähigkeit und Beständigkeit gegen Erosion durch geschmolzenen Stahl aus, während Zirkonsand eine geringe Wärmeausdehnung und eine hohe Feuerfestigkeit aufweist. Beide Materialien verhindern wirksam Adernfehler, das Eindringen von Metall und Oberflächenrauheit und verbessern so die Oberflächenqualität und die Ausschussquote von Stahlgussteilen erheblich.
Schritt-für-Schritt-Anleitung zum Gießen
Der Stahlsandguss erfolgt nach standardisierten industriellen Arbeitsablaufvorgaben. Jeder Arbeitsschritt erfordert eine präzise Parametersteuerung und ein Sicherheitsmanagement, um Prozessfehler zu vermeiden. Die vollständigen standardisierten Prozessschritte lauten wie folgt:
- Mustererstellung: Fertigung hochpräziser Vorlagen aus Holz, Aluminium oder Kunstharz gemäß den Konstruktionszeichnungen der Bauteile, um die endgültige Kontur des Bauteils nachzubilden.
- Vorbereitung der Form: Den geeigneten Formsand entsprechend den Produktionsanforderungen gleichmäßig in der Gussform verdichten, wobei Grünsand-, Harzsand- oder Natriumsilikatsand-Systeme zum Einsatz kommen.
- Kernplatzierung: Setzen Sie vorgefertigte Sandkerne für Bauteile mit Hohlstrukturen ein, um die Konturen der inneren Hohlräume zu formen.
- Montage der Form: Das Modell aus der Form nehmen, die obere und untere Formhälfte zusammenfügen und festklemmen, um die Dichtheit der Form und die Positioniergenauigkeit sicherzustellen.
- Schmelzen und Gießen: Schmelzen Sie den Stahl in professionellen Industrieöfen auf die Standardgießtemperatur und gießen Sie die Stahlschmelze mit konstanter Durchflussrate in den Formhohlraum.
- Abkühlung und Erstarrung: Lassen Sie die Form unversehrt, damit eine natürliche, schichtweise Abkühlung stattfinden kann, um Schrumpfungsfehler zu vermeiden, die durch schnelle Temperaturunterschiede verursacht werden.
- Ausschütteln und Reinigen: Nach vollständiger Erstarrung eine mechanische Entformung durchführen und Sandreste sowie Grate von der Gussoberfläche entfernen.
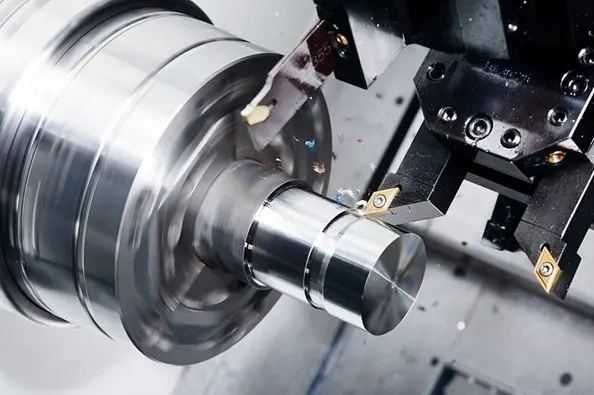
- Endbearbeitung und Prüfung: Durchführung von Zerspanungsarbeiten, Schleifarbeiten, Präzisionsbearbeitung und umfassender Qualitätsprüfung zur Erfüllung der industriellen Abnahmestandards.
Tipp: Ein umfassendes Sicherheitsmanagement ist beim Stahlsandguss zwingend erforderlich. Das vorschriftsmäßige Tragen von persönlicher Schutzausrüstung, eine trockene Werkstattumgebung, regelmäßige Geräteinspektionen und professionelle Betriebsschulungen sind grundlegende Voraussetzungen für die Vermeidung von Arbeitsunfällen.
| Sicherheitshinweise | Beschreibung |
|---|---|
| Persönliche Schutzausrüstung | Die Arbeiter tragen Handschuhe, Gesichtsschutz und Schutzkleidung. |
| Maschinenwartung | Regelmäßige Überprüfungen und Reparaturen sorgen für die Sicherheit der Maschinen. |
| Kontrolle der Luftfeuchtigkeit | Trockene Böden verhindern unerwünschte Reaktionen mit heißem Stahl. |
| Erkennung von Hitzestress | Durch Schulungen lernen die Mitarbeiter, Anzeichen von Hitzestress zu erkennen. |
| Fortlaufende Schulungen | Durch Lernen bleiben Sicherheitsregeln aktuell und sinnvoll. |
Durch standardisierte CNC-Endbearbeitung und lückenlose Qualitätskontrollen während des gesamten Fertigungsprozesses wird sichergestellt, dass alle Stahlgussteile den gängigen internationalen Industriestandards entsprechen, was eine flexible Produktion sowohl von kundenspezifischen Kleinserien als auch von standardisierten Großaufträgen ermöglicht.
Unterschiede zum Gießen anderer Metalle
Der Stahlsandguss unterscheidet sich in wesentlichen Punkten vom Gussverfahren für Aluminium, Kupfer und Grauguss. Stahl weist einen weitaus höheren Schmelzpunkt und eine geringere Fließfähigkeit auf, was hochfeuerfesten Formsand und eine höhere Gießtemperatur erfordert. Mit Chromit und Zirkon versetzte Decksande sind unerlässlich, um der Erosion durch die hohe Temperatur der Stahlschmelze standzuhalten und massive Gussfehler zu vermeiden.
Der Sandguss ist die optimale Lösung für große, dickwandige Stahlbauteile mit einfacher Geometrie und bietet dabei Kostenvorteile. Für hochpräzise, komplexe, dünnwandige Stahlteile mit strengen Anforderungen an Oberflächenqualität und Toleranzen eignet sich das Wachsausschmelzverfahren Feinguss Die Verwendung von Keramikschalenformen sorgt für höchste Präzision und eine hervorragende Oberflächengüte, wodurch der Aufwand für die Nachbearbeitung reduziert wird.
| Aspekt | Sandgießen | Druckgießen |
|---|---|---|
| Teil Größe | Große und schwere Teile | Kleinere Teile |
| Produktionsvolumen | 1 bis 5.000 Einheiten | 5.000 bis über 1.000.000 Einheiten |
Der Sandguss eignet sich gut für kundenspezifische Aufträge und großvolumige Industrieaufträge. Der übliche Produktionszyklus beträgt bei der Musterfertigung 3 bis 5 Wochen, und der gesamte Prozess einschließlich Modellentwicklung, Probeproduktion, Prüfung und Serienlieferung dauert in der industriellen Standardfertigung bis zu 24 Wochen.
Anmerkung: Die Wahl zwischen Sandguss und alternativen Formverfahren hängt von der Baugröße, der strukturellen Komplexität, den Toleranzanforderungen und der Losgröße ab. Professionelle Gießereien bieten auf der Grundlage der Projektparameter maßgeschneiderte Lösungen für die Prozessauswahl an.
Herausforderungen und Lösungen im Bereich Stahlguss

Der Stahlsandguss steht vor zentralen industriellen Herausforderungen, darunter extrem hohe Gießtemperaturen, strenge Anforderungen an die Feuerfestigkeit der Gussformen und eine hohe Anfälligkeit für Fehler. Um sicherzustellen, dass die Fertigteile den nationalen und internationalen industriellen Spezifikationsstandards entsprechen, sind eine lückenlose Steuerung der Prozessparameter sowie Qualitätsprüfungen erforderlich.
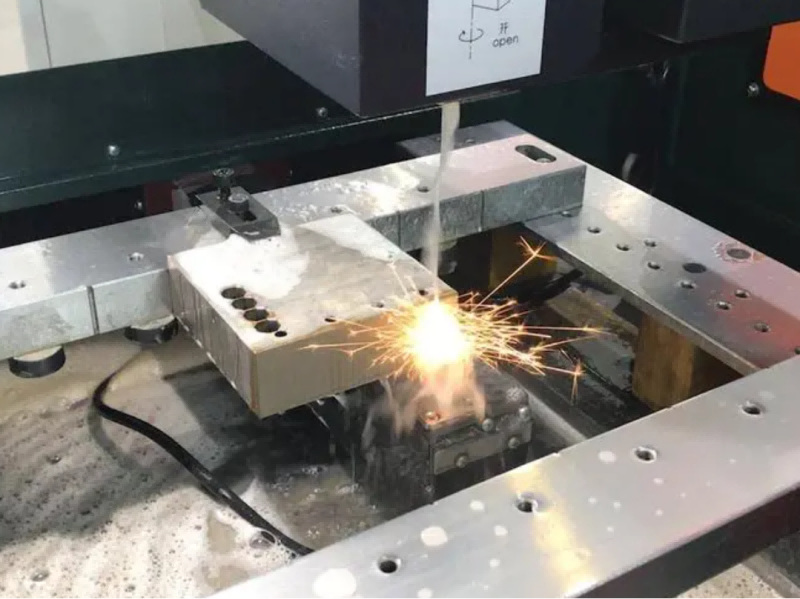
Hohe Temperaturanforderungen
Stahl hat einen weitaus höheren Schmelzpunkt als die meisten herkömmlichen Gussmetalle. Der übliche Schmelzbereich von industriellem Stahlguss liegt bei 1370 °C–1510 °C (2500 °F–2750 °F), was spezielle Hochtemperatur-Schmelzanlagen und Maßnahmen zum Wärmeschutz erfordert.
| Metall | Schmelzpunkt (°C) | Schmelzpunkt (°F) |
|---|---|---|
| Aluminium | 660.3 | 1220.5 |
| Kupfer | 1084 | 1983 |
| Eisen | 1538 | 2800 |
| Stahl | 1370–1510 | 2500–2750 |
| Titan | 1668 | 3034 |
| Zink | 419.5 | 787 |
| Blei | 327.5 | 621.5 |
Aus diesem Grund sind spezielle Öfen erforderlich. Viele Gießereien verwenden Lichtbogenöfen oder Induktionsspulenöfen. Lichtbogenöfen erreichen Temperaturen von über 3000 °C. Sie eignen sich gut zum Schmelzen von Stahlschrott. Induktionsspulenöfen können beliebige Mengen an Stahl schmelzen. Außerdem ermöglichen sie es den Arbeitern, andere Materialien hinzuzufügen. Die Arbeiter müssen Schutzausrüstung wie Handschuhe, Gesichtsschutz und Masken tragen. Dies schützt sie vor Hitze und Staub.
Formbeständigkeit und Materialbeschränkungen
Der Formsand darf sich nicht vom heißen Stahl ablösen. Nicht jeder Sand hält dieser Hitze stand. Es werden Chromit- und Zirkonsande verwendet, da diese sich nicht zersetzen. Die richtigen Zusatzstoffe machen die Formen fester und glatter. In der folgenden Tabelle sind einige gängige Zusatzstoffe und ihre Wirkung aufgeführt:
| Material/Zusatzstoff | Auswirkungen auf die Haltbarkeit |
|---|---|
| Technisch hergestellte Sandzusätze | Kosten senken, Riss- und Adernbildung verringern |
| Kohlenstoffhaltige Zusatzstoffe | Verbesserung der Oberflächenspannung, Verringerung des Eindringtiefens in das Metall |
| Hochwertige Materialien | Unebenheiten ausgleichen, glattere Oberflächen schaffen |
Wenn der Sand zu weich ist oder keine Bindemittel enthält, kann es zu Problemen kommen:
- Schneiden und Waschen: Heißer Stahl nutzt die Form ab.
- Wellen: Der Sand wird nach außen gedrückt und verändert die Form.
- Tropfen: Feiner Sand fällt in den Stahl.
- Leckage: Durch Undichtigkeiten entweicht Metall.
- Verschmelzung: Der Sand schmilzt und haftet am Werkstück.
- Eindringen von Metall: Stahl dringt in losen Sand ein und verursacht raue Stellen.
- Rattenschwänze: Durch die Hitze entstehen Linien auf dem Bauteil.
Sandverunreinigungen und das Eindringen von Metall sind häufige Probleme. Diese treten oft auf, wenn der Sand nicht fest verdichtet ist oder nicht genügend Bindemittel enthält. Die Fabriken müssen die Sandqualität und den Feuchtigkeitsgehalt regelmäßig überprüfen. KEMING setzt spezielle Sandmischungen und Zusatzstoffe ein, um die Lebensdauer der Formen zu verlängern und Fehler zu vermeiden.
Praktische Tipps für optimale Ergebnisse
Gießereien können durch folgende Maßnahmen bessere Stahlgussteile herstellen:
- Gießtemperatur regeln: Halten Sie den Stahl auf der richtigen Temperatur, um Kaltverschlüsse und Schrumpfhohlräume zu vermeiden.
- Optimierung der Anguss- und Steigkanalgestaltung: Verwenden Sie Computerprogramme zur Auslegung von Gusskanälen und Steigrohren. Dies sorgt für einen besseren Stahlfluss und beugt Problemen vor.
- Die Sandqualität aufrechterhalten: Den Sand auf Festigkeit und Wassergehalt prüfen. Zusätze hinzufügen, damit er besser funktioniert.
- Verfahren zur Herstellung sauberer Schmelzen: Halten Sie den Schmelzbereich sauber. Verwenden Sie Filter, um Schmutz zu entfernen.
- Prüfung während des Fertigungsprozesses: Nutzen Sie Röntgen-, Magnetpulver- und Farbstoffprüfungen, um Probleme frühzeitig zu erkennen.
- Befolgen Sie die Sicherheitsvorschriften: Die Mitarbeiter sollten Schutzausrüstung tragen, Staubabsauganlagen verwenden und verschüttete Flüssigkeiten umgehend beseitigen.
Die folgende Tabelle zeigt häufige Probleme und deren Behebung:
| Defekt Typ | Eigenschaften | Verursacht | Lösungen |
|---|---|---|---|
| Blowholes | Glatte, runde Löcher | Gas im Metall, schlechte Entlüftung | Formen trocknen, Entlüftung verbessern, Gas regulieren |
| Sandlöcher | Unregelmäßige, raue Löcher | Locker sitzender Sand, mangelhafte Beschichtung | Sand festigen, Beschichtung verbessern |
| Kaltverschluss | Feine Risse oder Fugen | Niedrige Temperatur, langsames Gießen | Temperatur erhöhen, schneller einfüllen |
| Schrumpfhohlraum | Hohlräume im Inneren oder nahe der Oberfläche | Metall schrumpft beim Abkühlen | Steigleitungen optimieren, Kühlung steuern |
| Gaseinschluss | Gasblasen im Gussstück | Beim Gießen eingeschlossenes Gas | Degas-Metall, Entlüftung verbessern |
| Nichtmetallische Einschlüsse | Spröde Stellen | Verunreinigungen in geschmolzenem Metall | Schmelze reinigen, Filter verwenden |
KEMING überprüft die Qualität in jedem Schritt. Die Ingenieure des Unternehmens prüfen Härte, Material und Oberfläche. Sie verwenden CNC-Maschinen sowie spezielle Prüfverfahren, die das Bauteil nicht beschädigen. Die Produkte entsprechen Normen wie ASTM und DIN. Diese Maßnahmen tragen dazu bei, dass B2B-Kunden robuste, einwandfreie Stahlgussteile erhalten.
Anmerkung: Gute Qualität entsteht durch die Prüfung der Materialien, die sorgfältige Überwachung jedes einzelnen Schritts und den Einsatz moderner Werkzeuge. Der Fokus von KEMING auf Qualität stellt sicher, dass jedes Projekt den Anforderungen der Kunden und der Branche gerecht wird.
Der Stahlsandguss zeichnet sich durch hohe Festigkeit, hervorragende Haltbarkeit, vielseitige Anwendungsmöglichkeiten und deutliche Kostenvorteile aus und ist ein gängiges Fertigungsverfahren für Industrieausrüstung in den Bereichen Ölförderung, Bergbau und Landwirtschaft. Standardisierte Vorbereitungsmaßnahmen vor der Produktion und strenge Sicherheitsvorschriften sind die Voraussetzungen für hochwertige Gussteile. KEMING verfügt über eine gültige SGS-Zertifizierung für die Gussproduktion und das Qualitätsmanagement.
| Nutzen Sie | Beschreibung |
|---|---|
| Haltbarkeit und Festigkeit | Mit dem Sandgussverfahren werden robuste Bauteile für anspruchsvolle Aufgaben hergestellt. |
| Vielseitigkeit | Es eignet sich für detaillierte Formen und viele Größen. |
| Kosten-Wirksamkeit | Bei der Herstellung großer Stückzahlen senkt dies die Kosten. |
| Schnelles Prototyping | Damit können Sie Entwürfe schnell testen und anpassen. |
FAQ
Kann man Sand nach dem Stahlguss wiederverwenden?
Gießereien können Formsand nach dem Stahlguss wiederverwerten. Der Alt-Sand wird gereinigt, gesiebt und mit neuem Sand sowie Bindemitteln gemischt, um die strukturelle Festigkeit wiederherzustellen. Dadurch lassen sich die Produktionskosten senken und die Emissionen von Industrieabfällen verringern.
Welche Schutzausrüstung benötigen Arbeiter beim Stahlsandguss?
Zur Standard-PSA gehören hitzebeständige Handschuhe, wärmeisolierende Gesichtsschutzschilde, flammhemmende Arbeitskleidung und verbrühungssichere Sicherheitsschuhe, die das Personal vor Spritzern geschmolzenen Metalls, Hitzestrahlung und Metallstaub schützen.
Wie unterscheidet sich der Sandguss vom Feinguss bei Stahlteilen?
Der Sandguss ist eine kostengünstige Methode für große, einfache Stahlbauteile mit dicken Wandstärken. Der Feinguss bietet eine höhere Maßgenauigkeit, eine feinere Oberflächengüte und eine bessere Detailwiedergabe bei komplexen, hochpräzisen Stahlteilen mit strengen Toleranzanforderungen.