Fundición de espuma perdida is an innovative method for manufacturing metal parts. It utilizes foam models that are ultimately filled with molten metal. Manufacturers typically use models made of expandable polystyrene, which are assembled, coated, and then placed into a sand mold. During the casting process, molten metal melts the foam and fills the mold, resulting in a high-precision, smooth-surfaced casting. This technology is widely used across various industries; for example, automotive and machinery manufacturers rely on it to produce durable parts. The main steps of lost foam casting include: model making, model assembly, coating, pouring the metal, and finishing the final product.
| Tipo de aplicación | Descripción |
|---|---|
| Automotive Parts | Used to make complex car parts, marking its initial application. |
| Iron Castings for Body Panels | Frequently employed for producing iron castings for car body panel dies. |
| Machine Tool Components | Utilized for crafting machine tool parts, demonstrating its versatility. |
| Non-Ferrous Parts | Applied in the production of housings and casings, showcasing its broad range of uses. |
Principales conclusiones
- Lost foam casting uses a fusible foam mold. This allows hot metal to be cast into smooth, precise parts.
- This process reduces waste, thus saving costs. Furthermore, it allows for the recycling of sand, making it environmentally friendly.
- Engineers can easily create various rigid shapes using lost foam casting. This means they don’t need many parts or tools.
- The process can produce very precise shapes and smooth surfaces. Therefore, it is ideal for the manufacture of automobiles and ships.
- The lost foam casting process is versatile, but the foam mold must be handled carefully to maintain its shape and strength.
Lost Foam Casting Process Flow
Mold Making for Lost Foam Molding
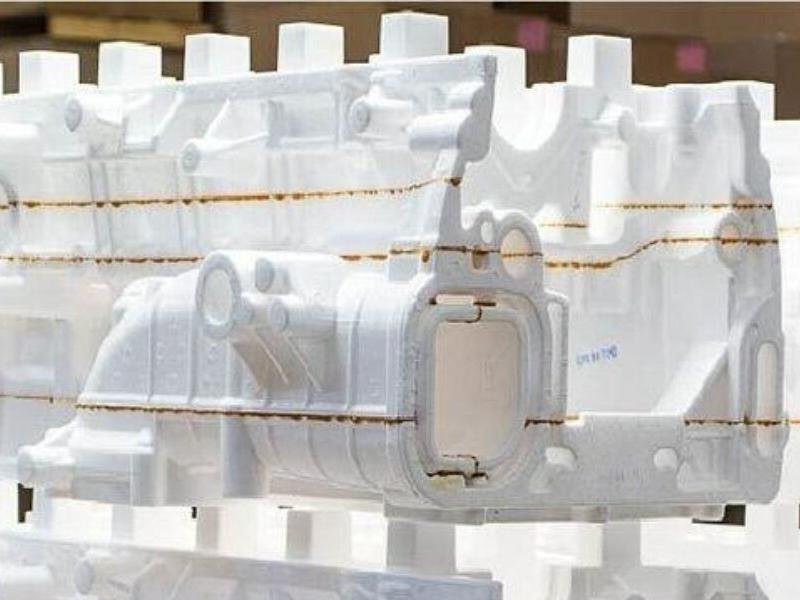
The lost foam molding process begins with the creation of a foam mold. Manufacturers typically use expanded polystyrene (EPS) because it is lightweight and easy to mold. Furthermore, the mold disappears cleanly and crisply when hot metal comes into contact with it. For workpieces requiring higher strength or precision, expanded polypropylene (EPP) and copolymers are used.
| Material | Propiedades |
|---|---|
| Poliestireno expandido (EPS) | Light, easy to mold, keeps its shape, disappears well when melted by metal. |
| Expanded Polypropylene (EPP) | Strong and accurate, often mixed with EPS for special uses. |
| Copolymers | Used for better performance in certain jobs. |
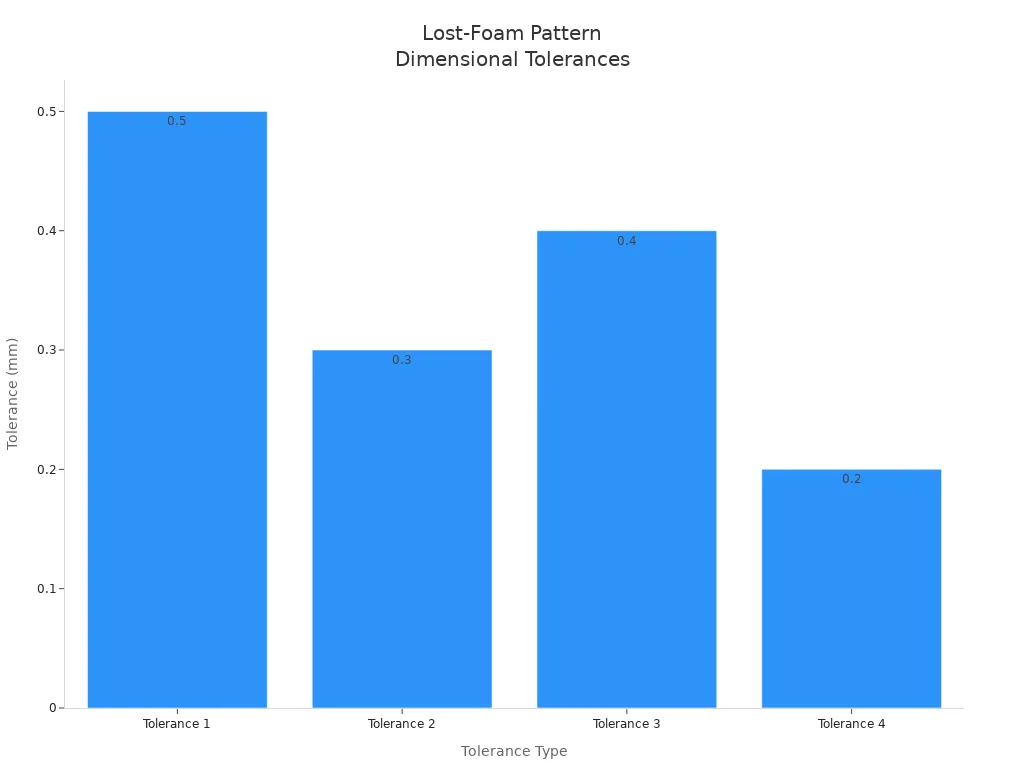
Manufacturers use injection molding to create EPS foam molds. They place foam particles into an aluminum mold and fuse the particles together using steam and pressure. For small-batch production, they use CNC machine tools or 3D printers to shape the foam. This step helps maintain the precision of the mold. Typical tolerances are between ±0.2 mm and ±0.5 mm.
Montaje de patrones
After the foam molds are made, workers assemble them to create the final mold. Sometimes, to create complex shapes, multiple parts are joined together. Special adhesives, such as hot melt or cold glue, are used to bond the individual parts. The gaps between bonded parts should be less than 0.1 mm. This prevents metal leakage and keeps the surface smooth.
Assembly quality depends on many factors:
- Foam density determines the strength of the foam.
- Uniform foam spreading ensures a stable effect.
- Controlled heating ensures a strong mold bond.
- Fine machining and material selection reduce defects.
- Fewer seams and smooth connections enhance the strength of the mold.
Coating and Sand Mold Covering
After the mold is completed, workers apply a fire-resistant coating to its surface. This coating protects the foam from the corrosive effects of high-temperature metal. Commonly used coatings are heat-resistant and allow gases produced when the foam melts to escape. The coating must be strong enough to withstand the pressure of the sand mold and metal.
After coating, the model is placed in a sand box after drying. Workers fill the model with unbonded sand. The sand holds the model in shape during casting. The sand and coating affect the surface and precision of the final casting. Round ceramic-coated sand has good flowability, reducing defects. A strong coating prevents foam deformation and ensures dimensional accuracy.
Metal Pouring and Foam Removal
Next, workers pour hot metal into the sand mold. The metal temperature is typically between 700°C and 1600°C, depending on the type of metal. The hot metal melts the foam model. The molten foam penetrates the coating and sand, creating a void that the metal fills.
This step is crucial. The foam must completely melt to prevent errors during casting. Lost foam casting allows workers to create complex shapes with minimal waste because the foam completely dissipates.
Demolding and Finishing
After the metal cools, the worker removes the casting from the sand mold. Demolding in lost foam casting is very easy. Loose sand falls off quickly. After sieving, up to 60% of the sand can be reused. This makes lost foam casting more efficient than other methods that require more steps to remove the sand.
| Proceso | Fundición de espuma perdida | Otros métodos de fundición |
|---|---|---|
| Shakeout | Loose sand comes off easily; up to 60% reused after screening | Harder shakeout steps needed |
| Acabado | Only 1.5–3 mm of material removed for gates and rough spots | More finishing work needed |
Finishing refers to the removal of gates or rough spots from castings. Workers typically remove only 1.5 to 3 millimeters of material, less than in other casting methods. This step ensures the final product meets required standards and has a smooth surface.
Keming Company, with its expertise in lost foam casting, can process a variety of metals and undertake projects of all sizes. Its modern equipment and professional team ensure high-quality, high-precision castings for industries such as automotive, shipbuilding, and agriculture at every stage.
Advantages of Lost Foam Casting

Cost and Material Efficiency
Lost foam casting helps save on costs and materials. The foam mold guides the molten metal into the mold, minimizing leftover material. Workers can reuse dry sand, reducing waste and benefiting the environment.
Lost foam casting is less expensive than fundición de precisión. It requires less material and labor. The table below shows a comparison:
| Factor de coste | Fundición de espuma perdida | Fundición a la cera perdida |
|---|---|---|
| Costes de material | Menos residuos | Materiales más caros |
| Costes de utillaje y preparación | Patrones más bajos y sencillos | Moldes más altos y complejos |
| Costes laborales y de transformación | Menos mano de obra necesaria | Más trabajo práctico |
Flexibilidad de diseño
Lost foam casting technology enables engineers to create complex shapes and join multiple parts into a single unit. This simplifies the design process and reduces the amount of tooling required. Lost foam casting can create thin walls and internal spaces, as well as undercuts that are difficult to achieve using other methods.
The KEMING team uses lost foam casting technology to create custom parts, providing special designs for industries such as automotive and marine.
Acabado superficial y precisión
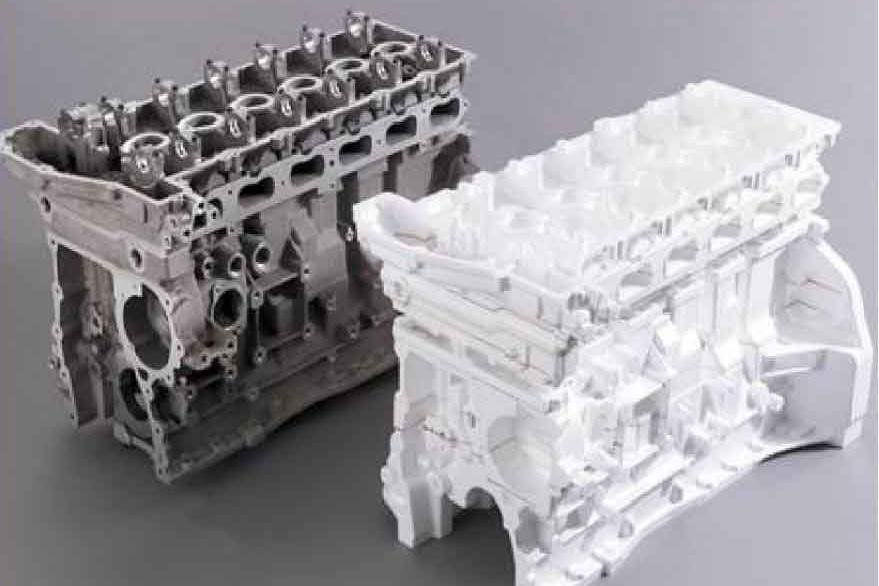
Lost foam casting produces parts with smooth surfaces and high precision. When hot metal enters the mold, the pattern in the foam mold disappears, which helps the metal fill every detail in the mold. Ultimately, the parts have smooth surfaces and precise shapes.
| Método de fundición | Rugosidad superficial (Ra) |
|---|---|
| Fundición a la cera perdida | 1-3 µm |
| Fundición de espuma perdida | 3-6 µm |
Lost foam casting maintains extremely high tolerances, with an accuracy of ±0.005 mm per millimeter. This is crucial for parts requiring tight fits. KEMING equipment ensures that every part meets stringent surface finish and precision standards.
Lost foam casting enables manufacturers to produce fine, efficient, and cost-effective parts for numerous industries.
Disadvantages and Limitations
Pattern Handling Challenges
Lost foam casting uses foam molds. Operators must be extremely careful. Insufficient support can cause the mold to bend and deform. The mold is also prone to breakage due to the fragility of the foam material. Each mold requires gentle handling to maintain its shape. Maintaining the correct mold position is critical for casting.
- Insufficient support can cause the mold to bend and deform.
- The foam material is fragile and must be handled with care.
- Accurate dimensions are essential for obtaining high-quality castings.
Process Limitations
Lost foam casting is suitable for parts of various sizes. It can produce small to large parts. Advanced process methods facilitate the manufacture of large castings. This process can use both ferrous and non-ferrous metals. Most metals require a pouring temperature above 1000°F (approximately 538°C). Low-temperature metals are only suitable for small parts. Copper alloys can also be used, but may produce gases and defects.
Note: Lost foam casting is a flexible process, but certain metals and dimensions require special attention.
Comparación con otros métodos de fundición
Lost foam casting is fast and has low costs for medium-volume production. Parts can be completed in 3-7 days. Sometimes, the first piece can be completed in just 15 days. This is faster than sand casting. Labor costs can be reduced by up to 60%. Less finishing is required after casting.
| Método de fundición | Resistencia mecánica | Resistencia a los impactos | Resistencia a la tracción |
|---|---|---|---|
| Lost-Foam Casting | Alta | Bien | Alta |
| Fundición a la cera perdida | Alta | Bien | Alta |
| Fundición en arena | Baja | Variable | Baja |
| Método de fundición | Factores de coste | Velocidad de producción |
|---|---|---|
| Fundición de espuma perdida | Higher pattern-making costs, lower finishing costs | 3-7 days for model cycle |
| Fundición en arena | Higher tooling and finishing costs | Longer than lost foam |
| Fundición a la cera perdida | Higher fixed costs, best for large volumes | Slower than lost foam |
Lost foam casting produces strong and precise parts quickly. Each casting method is suitable for different applications.
Lost foam casting is a relatively low-cost method for manufacturing high-precision metal parts. It is particularly suitable for manufacturing parts with complex shapes and smooth surfaces. This method is suitable for small-batch production of parts, as well as the manufacture of products such as automobiles, aircraft, and ships. Many companies use lost foam casting because of its speed and versatility. More and more people around the world are starting to use this method. If you need detailed and high-quality metal parts, lost foam casting is a good choice. KEMING can assist you with various projects and always deliver accurate and reliable results.
PREGUNTAS FRECUENTES
What materials do manufacturers use for lost foam casting?
In most cases, manufacturers choose expanded polystyrene (EPS). EPS is lightweight and easy to cut or shape. Sometimes, they also use expanded polypropylene (EPP) to create stronger parts.
How does lost foam casting reduce waste?
Lost foam casting uses foam molds that disappear during the metal pouring process. Workers can reuse the sand molds repeatedly. Only a small amount of excess material needs to be removed. This process helps conserve resources and reduce waste.
Can lost foam molding create complex shapes?
- Lost foam molding enables engineers to create parts with rigid shapes.
- It can create thin walls and internal spaces without the need for special cores.
- It can also create undercuts.
Which industries can benefit from lost foam molding?
| Industria | Ejemplos de piezas |
|---|---|
| Automoción | Engine blocks, body panels |
| Marina | Exhaust housings, propellers |
| Agricultura | Machinery components |



