Fundición de espuma perdida uses foam patterns and sand to produce detailed metal parts such as engine blocks and pump housings. Developed in the 1950s, this process reduced waste and improved efficiency. KEMING leverages its casting expertise to deliver precise parts for automotive, aerospace, and industrial applications.
Principales conclusiones
- Lost foam casting efficiently produces precise metal parts while minimizing waste.
- There are four main steps in this process. First is making the pattern. Next is getting the mold ready. Then, metal is poured in. Last, the part cools and is taken out.
- This way of casting lets people make tricky shapes and smooth surfaces. It is great for car and airplane companies.
- KEMING is good at lost foam casting. They make strong parts that fit well and need little fixing after.
- Being green is a big plus because the sand can be used again. This helps lower harm to the environment.
What is the lost-wax casting process?
Also known as evaporative-pattern casting, lost foam casting uses foam patterns to create accurate metal parts with smooth surfaces. KEMING incorporates this method in its fundición de precisión services for high-quality components.
How does the lost-wax casting process work?
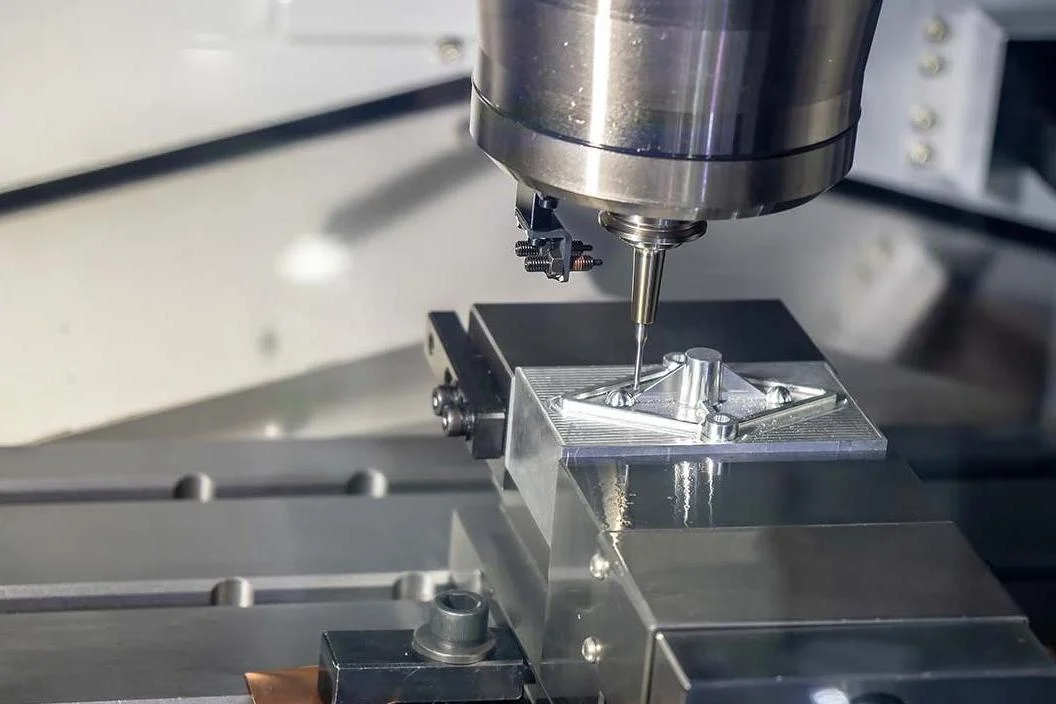
Lost-foam casting begins with a pattern made from expanded polystyrene foam. Workers shape the foam to match the final part. Expanded polystyrene foam is easy to cut and shape. This makes it great for detailed designs. When the pattern is ready, workers put it in a box. They cover it with dry sand. The sand keeps the foam pattern in place and forms the mold.
When the mold is finished, workers pour hot metal onto the foam pattern. The heat makes the foam evaporate. That is why it is called evaporative-pattern casting. As the foam disappears, the metal fills the empty space. The metal takes the shape of the foam pattern. The casting cools and gets hard inside the sand mold. Workers remove the sand to show the finished metal part.
Key elements of the lost-wax casting process
Lost-foam casting has several important steps and materials. Here is a simple list:
- Pattern Creation: Workers use expanded polystyrene foam to make a pattern that matches the final part.
- Mold Preparation: They put the foam pattern in a container and cover it with unbonded sand. The sand supports the pattern and forms the mold.
- Metal Pouring: Workers pour hot metal into the mold. The foam pattern evaporates as the metal flows in. This is a key part of evaporative-pattern casting.
- Cooling and Removal: The metal cools and gets hard. Workers remove the sand to get the finished casting.
Expanded polystyrene foam is very important in lost-foam casting. It melts away when hot metal touches it. This leaves a perfect space for the metal to fill. Sometimes, gas pressure builds up as the foam evaporates. If not controlled, this can cause small problems in the casting. These problems can be trapped gas or uneven surfaces.
Lost-foam casting is different from traditional sand casting. In fundición en arena, workers use a hard pattern and pack sand around it. Lost-foam casting uses a foam pattern that disappears during casting. This lets lost-foam casting make more detailed and tricky parts.
KEMING uses lost-foam casting to help customers who need special shapes and smooth surfaces. Their team knows many types of casting, including lost-wax and evaporative-pattern casting. This helps them serve industries like cars, boats, and farming with reliable and accurate parts.
Materials and Tools of lost foam casting

Foam patterns
Lost foam casting begins with a foam pattern. Most factories use expanded polystyrene foam or co-polymer beads. Workers put these beads in an aluminum tool. The beads grow bigger and stick together. This makes a solid shape for the part. The foam pattern can show small details and tricky shapes. If the part is big, workers glue foam pieces together. This helps make a full copy of the final product. When hot metal is poured, the foam pattern disappears. This leaves the right space for the metal to fill.
Sand molds
Sand molds keep the foam pattern steady during casting. Workers use dry sand that is not bonded. The sand flows around the foam easily. They pour sand into a box and shake it. This fills every space around the foam. The sand holds the foam and keeps its shape. No binders or chemicals are needed for this step. The sand mold stays strong when metal is poured. After the metal cools, workers take away the sand. This shows the new metal part. The sand can be used again for more castings.
Metal types
Lost foam casting can use many kinds of metals. Aluminum alloys are used for engine blocks and brackets. Cast irons are good for pump housings and heavy machines. Cast steels are used for pipes and car parts. Specialty alloys are used in planes and electronics. The table below lists some metals and what they are used for:
| Tipo de metal | Aplicaciones |
|---|---|
| Aleaciones de aluminio | Engine blocks, cylinder heads, brackets |
| Hierros fundidos | Pump housings, valve bodies, machinery components |
| Cast Steels | Automotive parts, pipes, machinery parts |
| Specialty Alloys | Aerospace, electronics, electrical components |
Ferrous alloys like cast iron and steel are strong and last long. Non-ferrous metals like aluminum and magnesium are light and do not rust easily. These choices make lost foam casting helpful for many industries.
Steps of the lost-wax casting process

Pattern design
Pattern design is the first step in casting. Engineers make foam patterns that look like the final part. They think about important things to make sure the part is good and accurate:
- Sprue priming helps metal fill the mold fast. This stops air from getting in and keeps pressure steady.
- Gases from foam breakdown must escape. This keeps the gas gap steady and stops defects.
- The metal must fill the mold at the right speed. This lets gases leave and stops flaws.
- Heat loss should be low. The thermal gradient must be right. This helps metal flow well and keeps the part’s shape.
Designers use these ideas to make strong and accurate castings. They pick the best foam and shape it to show all needed details.
Mold setup
Mold setup gets the foam pattern ready for metal pouring. Workers put the foam pattern in a box and cover it with dry sand. They follow good steps to stop defects and keep the mold steady:
| Aspecto | Recomendación | Rationale |
|---|---|---|
| Diseño de compuertas | Use bottom-pour with refractory sprue/runners | Reduces gas load, stabilizes flow, conserves heat |
| Temperatura de vertido | Lower by 20-40°C relative to standard casting | Slows foam decomposition, syncs with metal advance |
| Negative Pressure | Moderate range (-0.035 to -0.025 MPa) | Prevents excessive gas ingress and mold instability |
| Pouring Speed | Slow-fast-slow sequence, no interruption | Ensures steady metal head and reduces turbulence |
| Coating Thickness | 1-1.5 mm, uniform application | Provides adequate permeability without weakening |
Workers control how the mold fills and how the metal gets hard. They stop problems like shrinkage, trapped gas, and folds. Thermal control is important for big or thick parts. Good mold setup makes the casting process smooth and gives high-quality parts.
Metal pouring
Metal pouring fills the mold with hot metal. Workers pick the right temperature for each material:
| Material | Pouring Temperature (°C) |
|---|---|
| General | 700 – 1600 |
| Aluminio | 660 |
| Hierro | 1400 |
Metal is poured steadily, causing the foam pattern to evaporate. Controlled pouring ensures the molten metal reaches all areas of the mold.
Cooling & finishing
Cooling and finishing are the last steps in casting. The metal cools inside the sand mold. Cooling time changes the quality and strength of the part:
- Water-cooled samples are stronger than air-cooled samples.
- Faster cooling makes finer microstructures and better properties.
- Higher solidification rates make smaller grains and stronger parts.
- Rapid solidification can make parts stronger but may cause shrinkage in tricky shapes.
After cooling, workers take away the sand and clean the casting. They check size and surface finish:
| Atributo | Valor |
|---|---|
| Rugosidad superficial (Ra) | 6.3 – 12.5 µm |
| Typical Dimensional Tolerance | ± 0.5 – 1.0 mm |
- Linear tolerance can be ±0.05 mm, based on part size and shape.
- Surface finish can be from 60 to 250 RMS.
Finishing steps can include trimming, machining, or polishing. These steps make sure the casting meets the needed specs and is ready to use.
Pros & cons of lost foam casting
Advantages of the lost-wax casting process
Lost foam casting offers several benefits. It allows creation of complex parts in one piece without extra cores, closely matching the final shape, which reduces post-processing and material waste. The size is usually very close to what is needed, about ± 0.3–0.8 mm for every 100 mm. The surface is smooth, with Ra 3–6 µm. Lost foam casting works with many metals, like iron and aluminum. Factories can reuse up to 95% of the sand. This saves money and keeps waste out of landfills. The process needs fewer risers and runners, so making molds is easier. Lost-foam casting is cheaper for big parts or small groups of parts. It is also fast because foam patterns are easy to make.
Tip: Lost-foam casting uses sand that is not glued together. This sand can be used again and again. It helps keep the earth clean and supports green factories.
Disadvantages of lost-wax casting
Lost foam casting has some problems too. Foam patterns can break or bend if not handled gently. Aluminum molds cost a lot, so this method is best for making many parts. Factories must watch the heat and pouring speed closely. If not, the part can have holes or folds on the surface. When the foam turns to gas, it can make tiny holes in the metal. This can make the part weaker.
| Disadvantage | Descripción |
|---|---|
| Low Pattern Strength | Foam patterns can break or bend, so workers must be careful. |
| High Initial Investment | Aluminum molds are expensive, so this method is better for making lots of parts. |
| Stringent Process Control | Workers must control the process well to stop holes and folds. |
| Performance Limitations | Foam turning to gas can make tiny holes and weaker parts. |
Comparison with other methods
Lost foam casting is different from sand casting and investment casting. Sand casting costs less because it uses simple molds and fewer steps. Lost foam casting costs more because it needs special foam and skilled workers. But it is cheaper when making many parts. Investment casting costs even more for tools, so it is not good for big jobs. Lost foam casting uses less water and energy than green sand casting. It makes less waste and fewer bad fumes. The sand can be used again, and there are fewer gases. Lost foam casting needs fewer steps, saves time, and can make shapes that are hard with old methods. KEMING offers both lost foam and investment casting. They help customers pick the best way for their parts.
Techniques of the lost-wax casting process
Safety
Safety is very important in lost foam casting. Workers need to protect themselves and their work area. They do several things to stay safe. They wear special clothes, gloves, face shields, and strong shoes when working with hot metal. Good air flow and fans help get rid of bad fumes. Workers read safety sheets before using pattern and coating materials. They keep the room full of fresh air. When handling dry sand, workers wear dust masks. They use ways to stop dust from getting in the air. Flammable things are kept in safe places. Fire extinguishers are close by. Everyone knows how to leave the building if there is a fire.
Tip: Training helps workers learn about dangers and how to stay safe.
Common mistakes
The table below lists some common errors, why they happen, and how to fix them:
| Mistake Description | Causas | Contramedidas |
|---|---|---|
| Inside does not melt well but looks fine | Not enough heating or low steam; beads too dry or too hot | Use more steam and heat; watch bead drying and heating |
| Inside is loose and does not stick well | Beads not filled evenly; not enough heat or time | Fill beads better; use more steam and heat for longer |
| Shape is not complete or clear | Mold not filled all the way; air holes not placed right | Fill mold better and change air pressure; fix mold design |
| Pattern melts too much | Too much steam or heated too long | Use less steam and heat for less time |
| Big shrink spots | Mold heated too long or too hot; cooled too fast | Heat for less time or lower heat; cool more slowly |
| Small shrink spots | Beads not fed evenly; mold not designed well | Feed beads evenly; make mold design better |
Advice for beginners
If you are new to lost foam casting, these tips can help you. Pick EPS foam because it holds its shape and is simple to use. Try using computer tools like ProCAST to see how your casting will turn out. Put the heat-proof layer on the foam pattern in an even way. Add vents or risers so gas can get out when pouring metal. Clean the foam pattern before you use it. Choose EPS foam that can be used again to help the environment.
New ideas in lost foam casting help make better parts and use better materials. This method lets people make tricky shapes and cuts down on waste. That is why many factories like to use it.
Lost foam casting is special because it can make hard shapes. It does not need cores or parting lines. This way gives very smooth surfaces and good accuracy. Factories can make parts faster and spend less money. There is also less waste. KEMING uses smart machines and a skilled team. They make exact castings for many kinds of businesses.
| Beneficio | Resultado |
|---|---|
| Formas complejas | Single-piece castings |
| Lower costs | 20-40% tooling savings |
| Faster production | 30-50% shorter lead times |
| Alta precisión | Tight tolerances, less machining |
| Sustainable process | Less waste, less energy use |
PREGUNTAS FRECUENTES
What makes lost foam casting different from sand casting?
Lost foam casting differs from sand casting in that the foam pattern evaporates during pouring, enabling more intricate shapes and smoother finishes.
¿Se pueden hacer piezas grandes con la fundición a la espuma perdida?
Yes, lost foam casting can produce both small and large parts. Factories often use this method for engine blocks, pump housings, and other big components.
What metals work best with lost foam casting?
Lost foam casting works well with aluminum, cast iron, and steel. Some factories also use specialty alloys for aerospace and electronics.
How does KEMING ensure quality in lost foam castings?
KEMING uses strict quality checks. They test hardness, material strength, and surface finish. Their team uses advanced machines to make sure every part meets high standards.