Una desventaja de fundición a la espuma perdida es que los moldes de espuma son muy caros. Los fabricantes gastan más dinero cuando necesitan moldes especiales para cada encargo. Los compradores pagan precios más elevados, sobre todo cuando solo encargan unas pocas unidades. Además, la fundición por espuma perdida hace que los moldes se rompan con facilidad, lo que puede afectar a la calidad del producto y retrasar la entrega.
Principales conclusiones
- La fundición por espuma perdida requiere modelos de espuma que son muy caros. Cada modelo puede costar entre $500 y $2.000. Esto encarece el proyecto, sobre todo en los trabajos de menor envergadura.
- Los moldes de espuma se rompen con facilidad porque son frágiles. Si se rompen, pueden ralentizar el trabajo. Además, los moldes rotos pueden provocar problemas en las piezas acabadas.
- A pesar de estos problemas, la fundición por espuma perdida funciona bien con formas complejas. Resulta útil en la fabricación de automóviles y aviones.
Alto coste de los modelos en la fundición por espuma perdida

Por qué son tan elevados los costes de los patrones
La fundición por espuma perdida requiere un nuevo modelo de espuma para cada pieza. Estos modelos pueden costar entre $500 y $2.000 cada uno. Esto encarece los proyectos. Hay varias razones que explican estos altos costes:
- Cada pieza necesita un patrón de espuma especial fabricado específicamente para ella.
- Los precios de materiales como la sílice y los compuestos refractarios pueden variar. Esto puede hacer que los costes aumenten para las fábricas y los proveedores.
- Aunque poner en marcha el proceso de fundición por espuma perdida es más barato que otros métodos, los modelos de espuma siguen siendo muy caros.
Los fabricantes y los compradores también deben tener en cuenta los costes de los utillajes y los moldes. Por ejemplo, el moldeo por fundición utiliza utillajes más económicos fabricados en aluminio o espuma de alta densidad. La fundición por espuma perdida suele requerir un equipamiento más especializado. La tabla siguiente muestra una comparación de los costes de utillaje y material para los distintos métodos de fundición:
| Método de fundición | Coste de utillaje | Coste de los materiales | Notas |
|---|---|---|---|
| Moldeo por colada | Bajo | Bajo | Herramientas fabricadas en aluminio, epoxi, silicona o espuma de alta densidad. |
| Mecanizado | Alta | Alta | Genera más residuos, por lo que aumentan los costes de material. |
| Herramientas metálicas | Alta | N/A | Estas herramientas duran mucho, pero son muy caras. |
| Herramientas para materiales compuestos | Moderado | N/A | Cuestan aproximadamente un tercio del precio de las herramientas metálicas, pero es posible que haya que repararlas. |
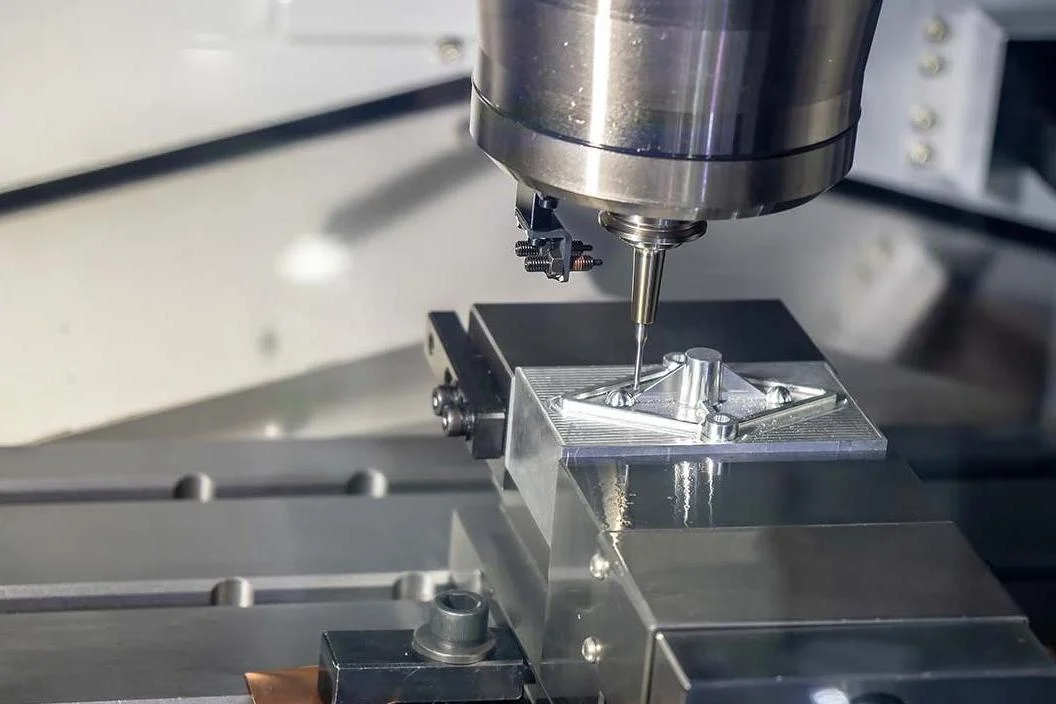
En KEMING conocen bien estos problemas. Utilizan máquinas CNC y controlan minuciosamente la calidad para reducir los residuos y trabajar más rápido. Sin embargo, la fabricación de cada patrón de espuma supone un coste elevado y afecta al presupuesto de los encargos personalizados.
Repercusiones en la producción de bajo volumen
Los costes de los moldes son muy importantes en los pedidos pequeños. En la fundición por espuma perdida, cada molde se agota al fabricar una pieza. Por lo tanto, cada pieza requiere un molde nuevo. Esto hace que los costes aumenten rápidamente en los lotes pequeños.
Por ejemplo:
- Si una fábrica solo fabrica unas pocas piezas a medida, el coste de cada pieza aumenta, ya que cada una requiere su propio molde.
- A los compradores que solo quieran unas pocas muestras o una pequeña tirada, es posible que la fundición por espuma perdida les resulte demasiado cara en comparación con otros métodos.
- Los moldes permanentes son muy caros al principio, pero la fundición por espuma perdida no requiere moldes permanentes. No obstante, fabricar nuevos patrones de espuma para cada pieza puede resultar más caro en los pedidos pequeños.
Nota: La fundición por espuma perdida permite ahorrar dinero a la hora de fabricar grandes cantidades de piezas. Los fabricantes de automóviles utilizan este método para pedidos de gran volumen, de modo que los costes de los moldes se reparten entre todas las piezas.
De KEMING fundición de precisión Puede ser de ayuda cuando necesitas piezas de buena calidad, pero en pequeñas cantidades. Utilizan técnicas de fundición avanzadas y buenas herramientas para ayudar a los clientes a ahorrar dinero y mantener un alto nivel de calidad, incluso en pedidos personalizados o de pequeña cantidad.
Vulnerabilidad del modelo en la fundición con espuma perdida
Riesgos de daños y distorsiones
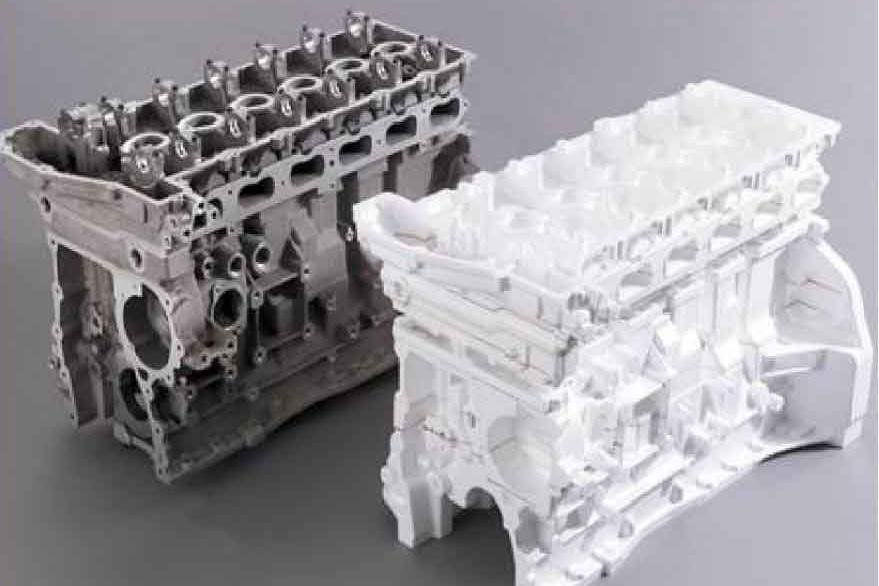
Los modelos de espuma utilizados en la fundición por espuma perdida son ligeros y se rompen con facilidad. Los trabajadores observan que estos modelos pueden sufrir daños al trasladarlos o almacenarlos. Incluso un pequeño golpe o una ligera compresión pueden provocar abolladuras o grietas. Al no ser resistentes, los modelos pueden deformarse. Esto supone un problema mayor en el caso de piezas grandes o de formas complejas. Por ejemplo, las grandes carcasas de transmisión presentan zonas gruesas y otras más delgadas. Las zonas gruesas se enfrían más lentamente y se contraen más. Esto genera tensión en el interior del modelo. Si no hay suficiente soporte, el modelo puede doblarse o hundirse. Esto hace que se deforme o cambie de forma antes de verter el metal. Los modelos que pierden su forma o se rompen pueden ralentizar la producción.
La siguiente tabla muestra los tipos más comunes de daños y deformaciones en los modelos utilizados en la fundición por espuma perdida:
| Tipo de incidencia | Descripción |
|---|---|
| Distorsión del patrón | Cambios de forma debidos a una baja resistencia |
| Rotura de patrones | Grietas o roturas provocadas por la manipulación o las vibraciones |
| Defectos relacionados con la evolución de gases | Durante la colada del metal se forman bolsas de gas |
Repercusiones en la calidad del producto
Cuando los moldes son poco resistentes, las piezas acabadas pueden presentar problemas. Si un molde se deforma, es posible que la pieza final no tenga el tamaño o la forma correctos. En la tabla siguiente se enumeran las causas de la deformación y las formas de reducir estos problemas:
| Causa de la distorsión | Estrategia de mitigación |
|---|---|
| Deformación de la espuma durante la compactación de la arena | Utiliza recubrimientos con mayor resistencia en seco |
| Fuerzas de flotabilidad del metal fundido | Ajustar los ciclos de vibración durante el moldeo |
| Compactación insuficiente de la arena | Pozo de arena compacto para resistir la presión del metal |
Estos problemas pueden provocar más defectos. Un estudio demostró que una mejor manipulación y compactación de la arena aumentaban el porcentaje de piezas de fundición de buena calidad en aproximadamente un 3 %. Las fábricas deben vigilar que no se introduzcan arena ni escoria en las piezas, lo cual puede ocurrir si se rompen los modelos. Si hay que reparar o volver a fabricar las piezas, el coste es mayor y el proceso lleva más tiempo. En el caso de pedidos personalizados o de gran volumen, estos problemas pueden retrasar la entrega y provocar el descontento de los clientes.
Problemas de precisión dimensional en la fundición por espuma perdida
Causas de la inexactitud
La precisión dimensional es muy importante en la fundición por espuma perdida. Hay muchos factores que pueden provocar que las piezas tengan un tamaño o una forma incorrectos. En la tabla siguiente se enumeran los problemas más habituales y sus consecuencias para las piezas fundidas:
| Problema | Impacto en la fundición | Factor clave |
|---|---|---|
| Flujo turbulento de metal | Inclusiones de escoria, porosidad gaseosa | Presión negativa |
| Mala calidad de la espuma | Defectos de carbono, escoria | Pureza del material |
| Presión negativa inestable | Adhesión a la pared, colapso | Ajustes de vacío |
| Gradientes de temperatura | Vaporización incompleta | Temperatura de vertido |
| Incorporación de aire | Oxidación, adherencia de la arena | Diseño de compuertas |
La fundición por espuma perdida requiere un control minucioso de estos aspectos. Si el metal se desplaza demasiado rápido, puede quedar atrapado aire o escoria. Una mala calidad de la espuma provoca puntos débiles o marcas de carbono en la pieza. Las fábricas deben comprobar los ajustes de vacío y la temperatura de colada. Pequeños cambios pueden hacer que la espuma se vaporice de forma desigual. Esto afecta al tamaño y la forma de la pieza acabada.
Consecuencias para las piezas finales
Las piezas con errores de dimensiones causan grandes problemas a las fábricas. Algunas piezas no encajan entre sí a la hora de montar los productos. Otras pueden no cumplir las estrictas normas de dimensiones para coches o máquinas. Si el patrón de espuma no es correcto, la pieza puede presentar puntos débiles o defectos superficiales. Esto hace que la pieza sea menos resistente e insegura para trabajos importantes. Es posible que los proveedores y los compradores se vean obligados a desechar lotes enteros. Esto supone un mayor gasto y retrasa la entrega. En el caso de pedidos personalizados o de gran volumen, estos problemas pueden minar la confianza entre la fábrica y el cliente.
Nota: Las fábricas pueden reducir estos riesgos utilizando espuma de buena calidad, supervisando minuciosamente el proceso y realizando inspecciones periódicas. Los buenos proveedores se centran en estos pasos para fabricar piezas que se ajusten al tamaño y la forma adecuados.
La fundición por espuma perdida frente a otros métodos de fundición
Fundición por espuma perdida frente a fundición a la cera perdida
A menudo se confunde la fundición por espuma perdida con la fundición a la cera perdida. Ambas se utilizan cuando las piezas requieren un alto nivel de detalle. La fundición a la cera perdida, como la que realiza KEMING, permite fabricar piezas con una superficie muy lisa. Además, garantiza que las piezas tengan las dimensiones correctas. La tabla siguiente muestra en qué se diferencian:
| Aspecto | Fundición a la cera perdida | Fundición de espuma perdida |
|---|---|---|
| Acabado superficial | 1,6-3,2 µm Ra (acabado superficial fino) | 6,3-12,5 µm Ra (necesita más trabajo) |
| Precisión dimensional | ±0,11 TP3T (alta precisión) | ±0,31 TP3T (precisión moderada) |
Las fábricas optan por la fundición a la cera perdida cuando las piezas deben encajar bien entre sí. Los proveedores obtienen una buena calidad y menos errores. La fundición a la cera perdida también permite fabricar piezas que se doblan más antes de romperse. Esto contribuye a que duren más en trabajos exigentes. La tabla siguiente muestra la resistencia y la flexibilidad de las piezas:
| Método de fundición | Resistencia a la tracción | Límite elástico | Ductilidad |
|---|---|---|---|
| Fundición de espuma perdida | Más alto | Más alto | Baja |
| Fundición a la cera perdida | Baja | Baja | Más alto |
Fundición por espuma perdida frente a la fundición en arena
Las fábricas también tienen en cuenta la fundición en arena a la hora de elegir un método. Fundición en arena utiliza moldes más económicos y resulta adecuado para fabricar muchas piezas. La fundición por espuma perdida genera menos residuos y permite un mejor control de las dimensiones. La tabla siguiente muestra las principales diferencias:
| Característica | Fundición de espuma perdida | Fundición en arena |
|---|---|---|
| Residuos materiales | Bajo | Medio |
| Coste | Moderado | Bajo |
| Coste de instalación inicial | Más alto | Baja |
| Velocidad de producción | Moderado | Rápido |
| Precisión dimensional | Alta | Medio |
| Acabado superficial | Excelente | Feria |
- La fundición por espuma perdida genera menos residuos y permite obtener piezas más lisas.
- La fundición en arena resulta más económica y rápida para trabajos de gran envergadura.
- La fábrica de KEMING utiliza nuevas herramientas para fabricar piezas a medida con gran nivel de detalle y una calidad constante.
Los compradores y los fabricantes deben plantearse cuáles son las necesidades de su proyecto. La fundición por inversión de KEMING ofrece el mejor acabado y ajuste para trabajos exigentes. La fundición por espuma perdida es ideal para pedidos grandes en los que la resistencia es fundamental. La fundición en arena es la mejor opción para proyectos económicos y rápidos.
Cuándo sigue siendo útil la fundición por espuma perdida
Aplicaciones adecuadas
La fundición por espuma perdida resulta útil en muchos sectores. Las fábricas optan por este proceso para formas complejas o piezas ligeras. Funciona bien cuando la resistencia y el nivel de detalle son importantes. La tabla siguiente muestra en qué ámbitos se utiliza la fundición por espuma perdida:
| Sector industrial | Aplicaciones |
|---|---|
| Automoción | Piezas para coches eléctricos y camiones grandes |
| Marina | Herramientas y recambios para embarcaciones y buques |
| Productos comerciales | Piezas internas para máquinas de jardinería y cuidado del césped |
| Productos de consumo | Generadores eléctricos y otros artículos para el hogar |
Las fábricas utilizan la fundición por espuma perdida para la fabricación de coches, barcos y aperos agrícolas. A estas industrias les gusta este método porque permite crear diseños especiales y ahorrar materiales. Los fabricantes pueden crear piezas con formas complejas que no se pueden conseguir con otros métodos.
Mitigar la desventaja
Las fábricas pueden reforzar los modelos de espuma modificando su proceso. Utilizan recubrimientos finos para facilitar el llenado de los moldes y evitar la aparición de agujeros. Los recubrimientos cerámicos impiden que la arena penetre en las piezas. El moldeo con arena verde evita que los gases causen problemas y previene los defectos. Los fabricantes también mejoran los recubrimientos cerámicos para impedir la entrada de arena. Controlan el flujo de gas para que los moldes no se rompan. Estas medidas ayudan a las fábricas a fabricar piezas con menos errores y de mejor calidad.
Consejo: Las fábricas que controlan la calidad y mejoran sus procesos pueden lograr que la fundición por espuma perdida funcione bien tanto para pedidos personalizados como para grandes pedidos.
La fundición por espuma perdida conlleva unos costes relativamente elevados debido al importante gasto asociado a la fabricación de cada modelo. Esto puede traducirse en un aumento de los costes del proyecto y en plazos de entrega más largos, problemas que resultan especialmente acusados en la producción de lotes pequeños. Los fabricantes deben tener en cuenta este factor a la hora de seleccionar el proceso de fundición óptimo. A pesar de estos retos, la fundición por espuma perdida sigue siendo muy valiosa, especialmente en sectores como el aeroespacial, la fabricación de automóviles y la industria de defensa, ya que satisface la demanda de producción de componentes complejos y de alta precisión.
PREGUNTAS FRECUENTES
¿Por qué es tan elevado el coste de los moldes para la fundición por espuma perdida?
Las fábricas deben fabricar un nuevo molde de espuma para cada pieza. Esto encarece los costes, sobre todo en el caso de proyectos a medida o pedidos de lotes pequeños.
¿Qué ocurre si un modelo se daña durante la fundición por espuma perdida?
Los daños en el patrón pueden provocar defectos en el producto acabado. Es posible que la fábrica tenga que alargar los plazos de producción o volver a fabricar las piezas, lo que aumentaría los costes.
¿En qué casos es la fundición por colada más adecuada que la fundición por espuma perdida?
Los proveedores optan por la fundición de precisión cuando se requiere un acabado superficial más liso y una mayor precisión. Este proceso es ideal para piezas a medida y aplicaciones que exigen una calidad excepcional.