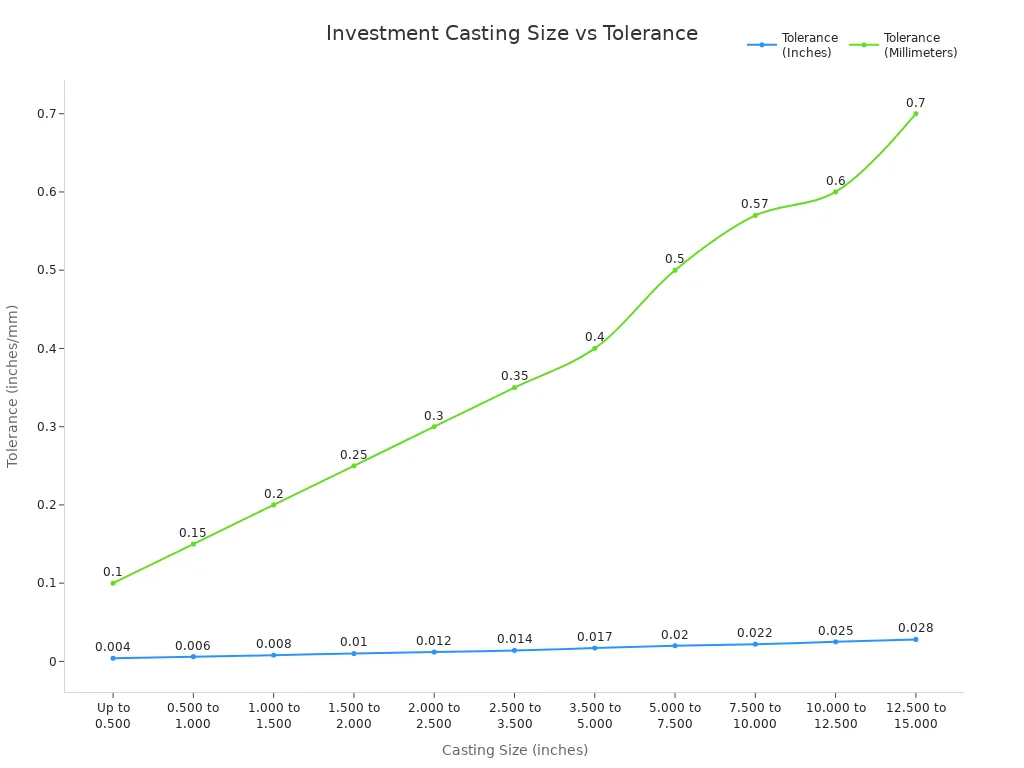
Fundición a la cera perdida consiguen una precisión extremadamente alta, con tolerancias que oscilan entre ±0,002 y ±0,010 pulgadas (±0,05 y ±0,25 mm). En la tabla siguiente se enumeran las fundición de precisión márgenes de tolerancia para piezas de diferentes tamaños:
| Fundición a la cera perdida Tamaño | Tolerancia (pulgadas) | Tolerancia (milímetros) |
|---|---|---|
| Hasta 0,500 | ± .004″ | ± 0,10 mm |
| 0,500 a 1,000″. | ± .006″ | ± 0,15 mm |
| 1.000 a 1.500″. | ± .008″ | ± 0,20 mm |
| 1.500 a 2.000″. | ± .010″ | ± 0,25 mm |
| 2.000 a 2.500″. | ± .012″ | ± 0,30 mm |
| 2.500 a 3.500″. | ± .014″ | ± 0,35 mm |
| 3.500 a 5.000″. | ± .017″ | ± 0,40 mm |
| 5.000 a 7.500″. | ± .020″ | ± 0,50 mm |
| 7.500 a 10.000″. | ± .022″ | ± 0,57 mm |
| 10.000 a 12.500″. | ± .025″ | ± 0,60 mm |
| 12.500 a 15.000″. | ± .028″ | ± 0,70 mm |
| Cada pulgada adicional añade | ± .001″ | ± 0,025 mm |
Para los ingenieros, diseñadores y compradores de piezas, la precisión es primordial. Les ayuda a fabricar piezas de alta calidad, robustas, duraderas y meticulosamente detalladas. KEMING emplea equipos avanzados y rigurosos procesos de inspección para garantizar que cada pieza cumple plenamente los requisitos.
Principales conclusiones
- La fundición a la cera perdida ofrece una precisión extremadamente alta, de ±0,002 a ±0,010 pulgadas, lo que la hace ideal para la fabricación de... partes delicadas.
- El acabado superficial es excepcionalmente suave, normalmente entre 4 y 16 micropulgadas, lo que significa que se requiere un pulido mínimo, ahorrando tiempo y costes.
- Este proceso permite crear formas complejas manteniendo tolerancias estrictas, por lo que se utiliza ampliamente en las industrias aeroespacial y automovilística.
- La inspección de calidad es primordial. KEMING emplea herramientas y métodos especializados para garantizar que cada pieza cumpla las normas más estrictas.
- Optar por la fundición a la cera perdida aumenta la resistencia y fiabilidad de las piezas, permitiéndoles rendir excepcionalmente en condiciones duras.
Tolerancias de la fundición a cera perdida

Márgenes de tolerancia típicos de la fundición a cera perdida
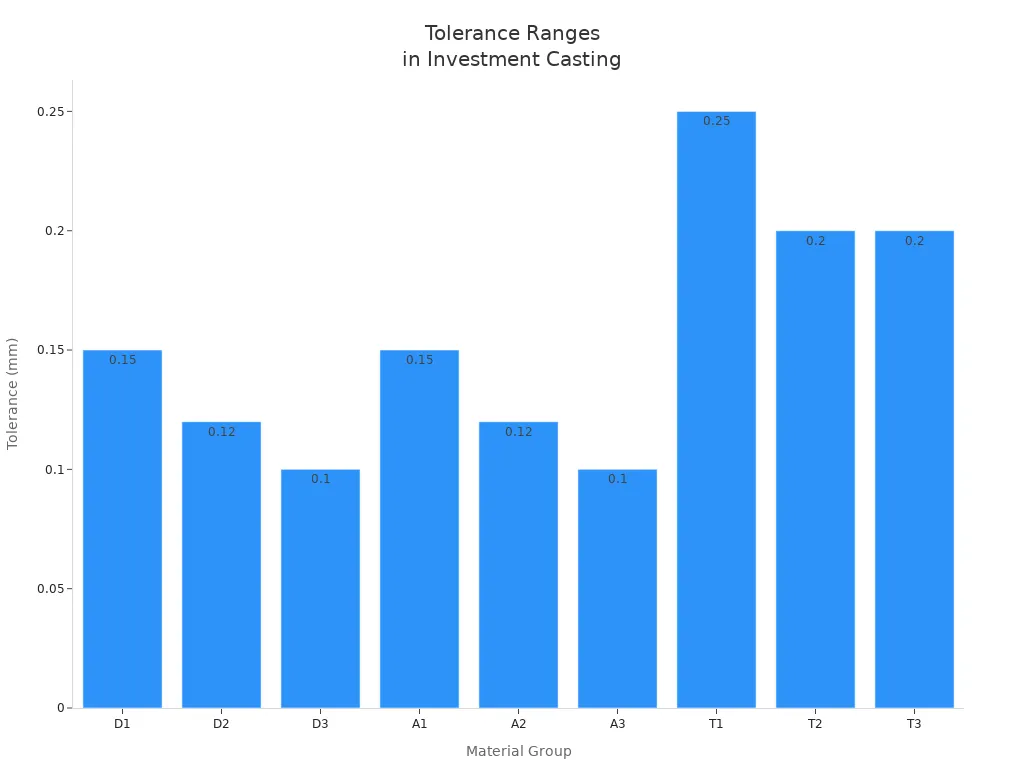
La fundición a la cera perdida produce piezas con tolerancias extremadamente pequeñas, adecuadas para una amplia gama de materiales y tamaños. Los ingenieros favorecen este proceso porque consigue una precisión que oscila entre ±0,005 y ±0,015 pulgadas. En la tabla siguiente se indican los márgenes de tolerancia habituales para diferentes aleaciones y tamaños:
| Grupo de materiales | Gama de tamaños nominales (mm) | Tolerancia (mm) |
|---|---|---|
| D1 | hasta 6 | ±0.15 |
| D2 | hasta 6 | ±0.12 |
| D3 | hasta 6 | ±0.10 |
| A1 | hasta 6 | ±0.15 |
| A2 | hasta 6 | ±0.12 |
| A3 | hasta 6 | ±0.10 |
| T1 | hasta 6 | ±0.25 |
| T2 | hasta 6 | ±0.20 |
| T3 | hasta 6 | ±0.20 |
KEMING utiliza equipos avanzados y rigurosos procesos de ensayo para garantizar que sus productos cumplen o superan las normas del sector. Su equipo emplea procesos precisos para garantizar que cada pieza fundida cumpla los requisitos.
Fundición a la cera perdida Precisión dimensional
La precisión dimensional se refiere al grado en que las dimensiones y la forma de una pieza se aproximan a las dimensiones estándar. En la fundición a la cera perdida, la precisión depende de la medición y el control de cada paso. KEMING utiliza herramientas especializadas, como máquinas de medición de coordenadas (MMC) y escáneres 3D, para inspeccionar las piezas. Estas herramientas ayudan a detectar errores sutiles antes de que las piezas salgan de la fábrica.
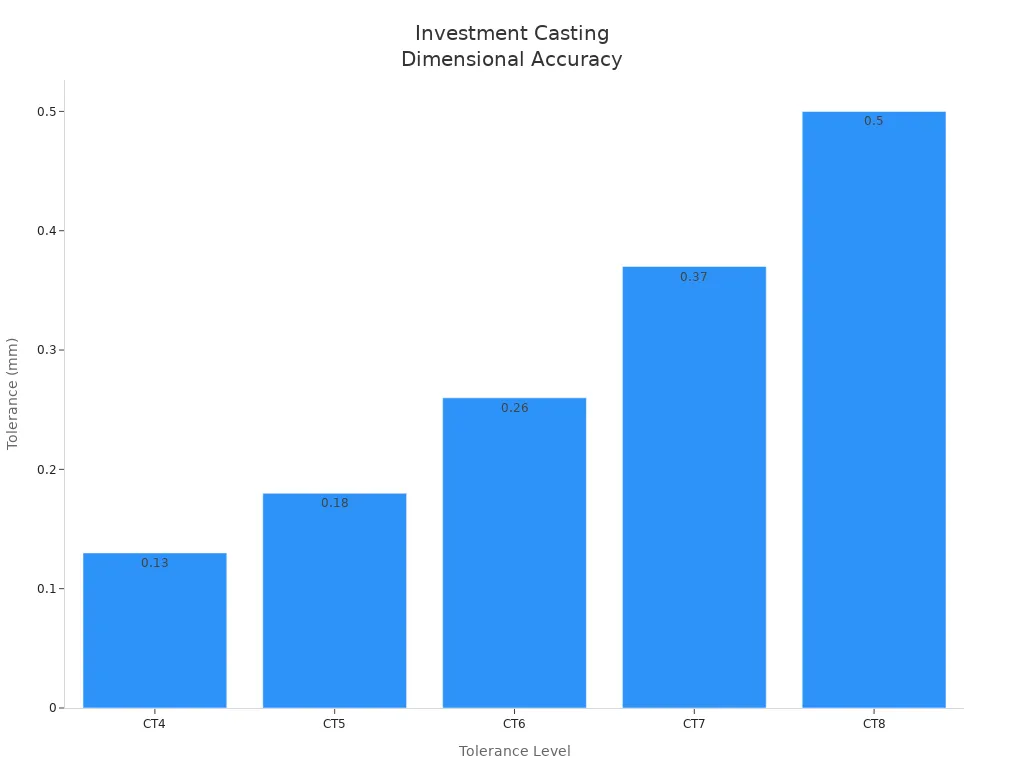
La tabla siguiente enumera las tolerancias dimensionales lineales utilizadas habitualmente en la fundición a cera perdida:
| Nivel de tolerancia | Tolerancia de dimensión lineal (mm) |
|---|---|
| CT4 | ±0.13 |
| CT5 | ±0.18 |
| CT6 | ±0.26 |
| CT7 | ±0.37 |
| CT8 | ±0.5 |
El equipo de KEMING utiliza el control de procesos y pruebas no destructivas, como rayos X y tomografía computarizada. Estos pasos ayudan a garantizar que cada pieza sea correcta para el cliente.
Fundición a la cera perdida Acabado superficial
El acabado superficial se refiere a la suavidad del tacto y el aspecto de una pieza. La fundición a la cera perdida produce superficies muy lisas. La rugosidad media de la superficie de la mayoría de las piezas oscila entre 4 y 16 micropulgadas. Esto es significativamente mejor que el acabado superficial de la fundición en arena, que suele oscilar entre 250 y 500 micropulgadas.
| Método de fundición | Ra (µin) | Nº de acabado |
|---|---|---|
| Fundición a la cera perdida | 4-16 | 8 |
| Fundición en arena | 250-500 | N/A |
Una superficie lisa significa que se requiere menos pulido o corte adicional. Las piezas fabricadas mediante el proceso de KEMING pueden utilizarse directamente o sólo requieren un acabado mínimo. Esto ahorra tiempo y dinero a los clientes.
Consejo: Un buen acabado superficial implica menos trabajo posterior a la colada, lo que acelera la producción.
Complejidad de las piezas de fundición a la cera perdida
La fundición a la cera perdida puede producir piezas con formas complejas y detalles finos. Los diseñadores pueden añadir tolerancias estrechas, espacios internos y superficies lisas. Este proceso es ideal para piezas complejas difíciles de fabricar con otros métodos.
- Los ingenieros pueden diseñar piezas con espacios internos complejos.
- Este proceso permite tolerancias ajustadas a detalles minúsculos.
- Las superficies lisas suelen requerir un mecanizado adicional mínimo.
- La fundición KEMING puede moldear piezas de diversos tamaños, pero funciona mejor para piezas de tamaño pequeño y mediano.
Los diseñadores deben tener en cuenta algunas reglas. El grosor de la pared debe ser de al menos 1,5-2,5 mm, dependiendo de la aleación. Un grosor de pared uniforme ayuda a que el metal llene el molde. Añadir nervios o refuerzos puede aumentar la resistencia de la pieza.
| Limitación/Reto | Descripción |
|---|---|
| Limitaciones de tamaño y peso | La fundición a la cera perdida es la más adecuada para piezas pequeñas y medianas. Las piezas grandes o pesadas suelen estar fuera del alcance de este proceso. |
| Estructuras muy pequeñas | Fabricar formas diminutas y delicadas puede resultar difícil y no conseguir los resultados deseados. |
| Espesor de pared uniforme | Mantener un grosor de pared constante es un reto importante en el diseño. |
| Transiciones bruscas | Evitar cambios bruscos en el diseño es crucial para lograr buenos resultados de fundición. |
| Ángulo de calado adecuado | Los ángulos de calado adecuados ayudan a crear cáscaras. |
Los expertos de KEMING ayudan a los clientes a diseñar piezas para aprovechar al máximo las ventajas de la fundición a la cera perdida. Su equipo ofrece apoyo integral a los clientes durante todo el proceso para lograr resultados óptimos.
Factores que afectan a la precisión de la fundición a cera perdida
Calidad de patrones y moldes
La calidad del molde es crucial para la precisión de la fundición a la cera perdida. Un modelo de cera de alta calidad revela detalles minuciosos, lo que ayuda a crear piezas de tamaño adecuado. Un molde cerámico robusto mantiene su forma durante el vertido del metal, garantizando la precisión dimensional.
- Los modelos de cera deben estar lisos y sin daños.
- Los moldes de cerámica deben ser lo bastante resistentes para evitar que se agrieten.
- Cada paso, desde la creación del modelo de cera hasta la inmersión del molde cerámico, contribuye a mejorar la precisión.
| Buenas prácticas | Descripción |
|---|---|
| Simplicidad de diseño | Las formas sencillas reducen los riesgos y hacen mejores moldes. |
| Consistencia en el grosor de la pared | El mismo grosor evita el alabeo y refuerza las piezas. |
| Utilización de ángulos de calado | Los ángulos pequeños ayudan a que las piezas salgan fácilmente de los moldes. |
KEMING inspecciona los moldes y modelos con herramientas especializadas antes de la fundición. Su equipo mide las dimensiones de los moldes y aplica el agente desmoldeante de manera uniforme. Estos pasos ayudan a evitar errores y garantizan que cada pieza cumpla las normas.
Control del proceso de fundición a la cera perdida
El control del proceso determina la precisión y la repetibilidad de la fundición de precisión. La temperatura y el tiempo deben controlarse con precisión. Unas temperaturas de inyección o vertido inadecuadas pueden provocar problemas como la contracción. Una presión adecuada garantiza el llenado completo del molde.
| Factor | Influencia en la precisión y la repetibilidad |
|---|---|
| Temperatura de inyección | Factores que afectan a la precisión y la repetibilidad |
| Temperatura de vertido | Controla el flujo de metal y evita problemas. |
| Cronometraje | Rellena el molde uniformemente y evita errores. |
| Presión adecuada | Asegúrese de que el molde se llena por completo y de manera uniforme. |
Las empresas modernas como KEMING utilizan máquinas y tecnologías inteligentes para ayudar a la producción. Estos dispositivos controlan continuamente la temperatura, la presión y el tiempo. Los gemelos digitales y las tecnologías de escaneado 3D pueden inspeccionar y predecir los resultados, garantizando así la precisión de fabricación de cada pieza.
Complejidad del diseño de la fundición a la cera perdida
La complejidad del diseño de la pieza también afecta a su precisión. Los diseños sencillos con paredes de grosor uniforme y ángulos de desmoldeo razonables son más fáciles de moldear. El diseño del núcleo evita el atrapamiento de aire y ayuda al llenado del molde. El número de compuertas y el peso de la pieza afectan al principio de funcionamiento del molde y a su coste.
| Aspecto del diseño | Descripción |
|---|---|
| Ángulos de calado | Ayudar a eliminar los patrones de cera y detener los errores. |
| Diseño del núcleo | Detiene las bolsas de aire y los puntos débiles. |
| Peso y tamaño | Cambia la capacidad del molde y el precio. |
| Cantidad de puertas | Una puerta hace que el proceso sea constante y rápido. |
| Espesor de pared | Un grosor uniforme hace que las piezas sean más exactas. |
Los ingenieros de KEMING ayudan a los clientes a elegir el mejor diseño. Proporcionan asesoramiento para ayudar a los clientes a fabricar piezas que sean precisas y fáciles de mecanizar. Su asistencia garantiza que cada proyecto cumpla unos estándares elevados.
Consejo: los diseños sencillos y un control cuidadoso del proceso hacen que la fundición a la cera perdida funcione mejor.
Procesos de fundición a la cera perdida

Ajustes de mecanizado
Tras la fundición, las piezas suelen requerir un mecanizado posterior. Los ajustes de mecanizado pueden hacer que las piezas metálicas encajen mejor. Las máquinas herramienta CNC pueden realizar tratamientos superficiales como corte, taladrado o rectificado. Estos pasos ayudan a que las piezas cumplan tolerancias más estrictas y a que las superficies sean más lisas. El mecanizado puede crear formas que la fundición no puede conseguir.
- Mejor ajuste de las piezas fundidas.
- Ayuda a que las piezas cumplan requisitos de tolerancia más estrictos.
- Superficies más lisas y estéticas.
- Fabricación de formas y detalles especiales.
- Mejora de la precisión dimensional de los planos de diseño.
- Mayor resistencia y rendimiento de la superficie.
- Garantizar el buen funcionamiento y la facilidad de montaje de las piezas.
Los ajustes por mecanizado son cruciales en muchas industrias. Las industrias automovilística, naval y ferroviaria requieren piezas perfectamente ajustadas que puedan funcionar bajo presión.
Garantía de calidad
Los controles de calidad garantizan que todas las piezas cumplen los requisitos. Se utilizan múltiples métodos para inspeccionar la precisión de las piezas de fundición. Algunas pruebas buscan grietas superficiales o microporos. Otros inspeccionan el interior de la pieza sin abrirla. Se utilizan equipos como máquinas de medición por coordenadas y escáneres 3D para medir cada pieza y comprobar si cumple los requisitos de diseño.
| Método | Propósito |
|---|---|
| Inspecciones visuales y dimensionales | Inspeccionar las piezas para comprobar su conformidad utilizando equipos especializados. |
| Pruebas ultrasónicas | Comprobar la resistencia interna de las piezas. |
| Ensayos no destructivos (END) | Utilice radiografías y tomografías computarizadas para encontrar agujeros o problemas ocultos. |
| Pruebas de penetración | Encontrar microfisuras superficiales. |
| Pruebas mecánicas | Probar la resistencia y la tenacidad del material. |
| Pruebas de dureza | Comprueba si la pieza resiste el desgaste y la flexión. |
La garantía de calidad comienza antes de la fundición y continúa después. El equipo inspecciona los materiales y el diseño para evitar que se produzcan problemas. Durante la fundición, supervisan todo el proceso y corrigen rápidamente los errores. Tras la fundición, inspeccionan y prueban cada pieza para garantizar que cumple los requisitos. Estos pasos ayudan a proporcionar a los clientes piezas robustas y precisas adecuadas para una amplia gama de proyectos.
Nota: El mecanizado fino y la inspección rigurosa de la calidad son fundamentales para fabricar piezas de fundición a la cera perdida de alta calidad.
Fundición a la cera perdida frente a otros métodos
Comparación de la fundición en arena
Fundición en arena y la fundición a la cera perdida son dos métodos de fabricación de piezas metálicas. Cada método tiene sus ventajas e inconvenientes. La siguiente tabla muestra sus diferencias en cuanto a precisión y acabado superficial:
| Método de fundición | Tolerancia típica | Acabado superficial (Ra, µm) |
|---|---|---|
| Fundición en arena | ±1,5-3,0 mm | 6.3-25 |
| Inversión (cera perdida) | ±0,1-0,5 mm | 1.6-6.3 |
Las piezas fundidas en arena tienen una superficie más rugosa y menor precisión. Estas piezas suelen requerir más mecanizado después de la fundición. Las piezas fundidas a la cera perdida tienen una superficie más lisa y mayor precisión. Los diseñadores pueden utilizarla para fabricar piezas de paredes finas y formas complejas.
En la tabla siguiente se enumeran las ventajas e inconvenientes de cada método:
| Aspecto | Fundición a la cera perdida | Fundición en arena |
|---|---|---|
| Precisión | Tolerancias muy ajustadas (hasta 0,003″) | Las formas son cercanas pero no exactas |
| Acabado superficial | Acabado liso, unos 125 micro | Acabado más rugoso |
| Coste | Cuesta más empezar y hacer | Más barato de fabricar |
| Limitaciones de tamaño | Ideal para piezas pequeñas y detalladas | Puede fabricar piezas grandes (hasta 6.000 lbs) |
| Ciclo de producción | Lleva más tiempo porque es complejo | Más rápido de fabricar |
| Capacidades de diseño | Puede hacer formas duras | Sólo formas simples |
Comparación de fundición a presión
La fundición a presión utiliza moldes de acero de alta resistencia para fabricar rápidamente grandes cantidades de piezas. Es adecuado para la producción en serie de piezas idénticas. Este método permite tolerancias muy pequeñas y espesores de pared extremadamente finos. La tabla siguiente compara la precisión y el grosor de pared de cada método:
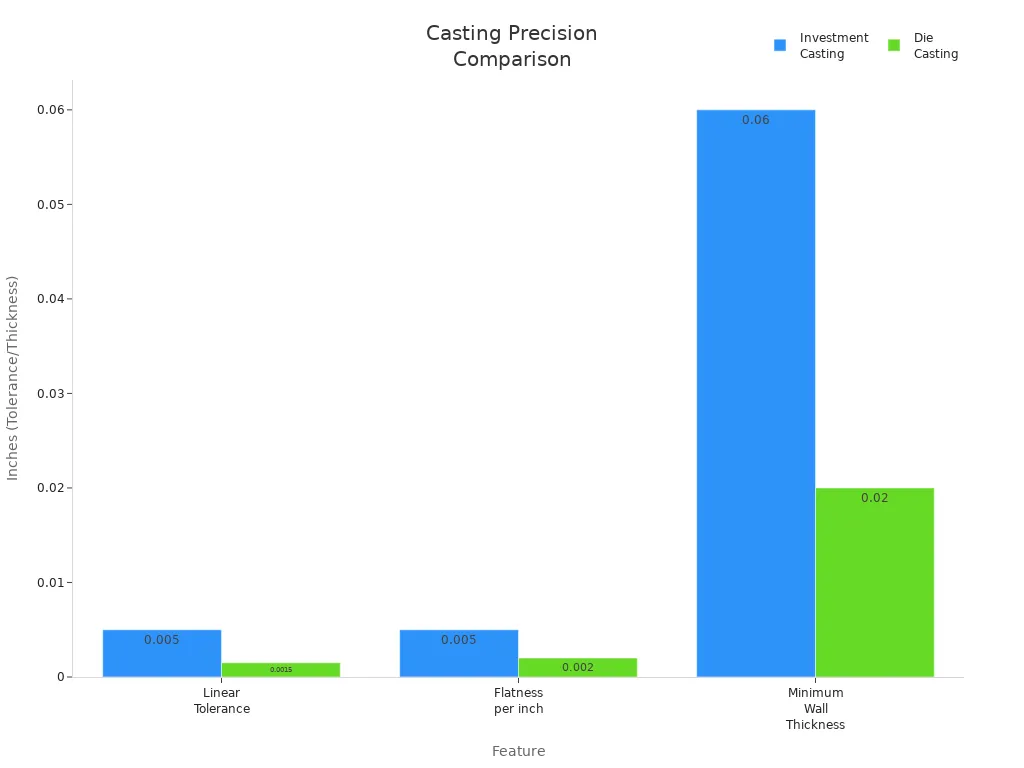
| Tolerancia de características | Fundición a la cera perdida | Fundición a presión |
|---|---|---|
| Tolerancia lineal (típica) | ±0,005 pulg./pulg. | ±0,0015 pulg./pulg. |
| Planitud (por pulgada) | 0,005 pulgadas | 0,002 pulgadas |
| Espesor mínimo de pared | ~0,060″ (1,5 mm) | ~0,020″ (0,5 mm) |
La fundición a presión produce piezas casi siempre idénticas. La fundición a la cera perdida puede producir formas más refinadas y complejas.
Implicaciones de la aplicación
La fundición de precisión es la más adecuada para fabricar piezas con formas complejas y requisitos de alta tolerancia. Suele utilizarse en aplicaciones que exigen una precisión extremadamente alta, como la industria aeroespacial, la automoción, los dispositivos médicos y la maquinaria energética. En la tabla siguiente se enumeran las mejores áreas de aplicación de la fundición de precisión:
| Industria | Descripción |
|---|---|
| Aeroespacial | Piezas ligeras y difíciles |
| Automoción | Piezas exactas para mayor seguridad y rendimiento |
| Equipos médicos | Piezas que deben estar en su punto |
| Maquinaria industrial | Formas duras para máquinas |
| Energía | Piezas exactas para turbinas |
| Vehículo eléctrico | Batería y piezas del motor |
| Procesado de alimentos | Piezas buenas para máquinas alimentarias |
| Militar | Piezas resistentes y fiables |
| Minería | Equipos resistentes y exactos |
| Náutica | Piezas difíciles para barcos |
| Fabricación de papel | Piezas exactas para máquinas papeleras |
| Desalinización del agua | Buenas piezas para limpiar el agua |
Consejo: La fundición de precisión se recomienda para piezas pequeñas y complejas que requieren superficies lisas y tolerancias elevadas. Ayuda a ingenieros y diseñadores a crear productos robustos y duraderos capaces de soportar diversos entornos de trabajo difíciles.
Las piezas fabricadas mediante el proceso de fundición de precisión tienen un ajuste excelente y una superficie lisa y estéticamente agradable. Este método de fabricación es especialmente adecuado para piezas de formas complejas y se utiliza ampliamente en numerosos sectores. Elegir el método de fundición óptimo ayuda a producir piezas robustas y duraderas, alargando su vida útil. KEMING utiliza equipos avanzados e inspecciona rigurosamente cada pieza para garantizar que todos los proyectos cumplen las normas más estrictas.
| Aspecto | Beneficio |
|---|---|
| Precisión | Tolerancias estrechas para piezas exactas |
| Acabado superficial | Superficies lisas con poco trabajo extra |
| Control de calidad | Controles minuciosos de seguridad y resistencia |
- El equipo de KEMING planifica y comprueba cada pieza para obtener grandes resultados.
PREGUNTAS FRECUENTES
¿Cuáles son las tolerancias típicas de la fundición a la cera perdida?
La mayoría de las piezas de fundición a la cera perdida son muy precisas. Sus tolerancias suelen estar entre ±0,005 pulgadas y ±0,015 pulgadas. KEMING produce a menudo piezas con una precisión aún mayor. Estas piezas se utilizan en muchas industrias diferentes.
¿Cuál es el acabado superficial de la fundición a la cera perdida?
La fundición a la cera perdida produce superficies muy lisas. La rugosidad de la superficie suele estar entre 4 y 16 micropulgadas (Ra). Esta superficie lisa significa que se necesita poco o ningún pulido adicional.
¿Puede la fundición a la cera perdida crear formas complejas?
Sí, la fundición a la cera perdida puede crear formas complejas. Los ingenieros pueden diseñar piezas con detalles minuciosos, paredes finas y espacios internos. Este proceso es adecuado para formas que no pueden fabricarse con otros métodos de fundición.
¿Cuáles son las industrias que más recurren a la fundición a cera perdida?
Las empresas aeroespaciales, de automoción, médicas, navales y de maquinaria industrial utilizan mucho la fundición a cera perdida. Requieren piezas de alta precisión, gran resistencia y excelente rendimiento.
¿La fundición a la cera perdida requiere un mecanizado posterior?
Algunas piezas requieren un mecanizado adicional tras la fundición. El mecanizado adicional ayuda a conseguir tolerancias más estrictas o formas especiales. Coming utiliza avanzadas máquinas herramienta CNC para acabar las piezas cuando es necesario.