
Wachsausschmelzverfahren verwendet Wachs zur Herstellung komplizierter Formen, während Lost-Foam-Gießen verwendet Schaumstoffe zur Formgebung der Teile. Wachsformen erzeugen glatte Oberflächen und sind für kleine, komplexe Teile geeignet. Schaumstoffformen eignen sich für große oder einfache Formen und sind kostengünstiger. Jede Präzisionsguss Methode verwendet unterschiedliche Materialien und Schritte. Wenn man diese Unterschiede versteht, kann man das beste Verfahren für sein Projekt wählen.
Wichtigste Erkenntnisse
- Das Wachsausschmelzverfahren ist für kleine, komplizierte Teile geeignet. Er ist ideal, wenn Sie glatte Oberflächen und hohe Präzision benötigen. Das Lost-Foam-Gießen ist besser für große, einfache Formen geeignet. Es ist im Allgemeinen preiswerter und schneller. Je nach Größe, Form, Material und Menge des Teils sollten Sie das geeignete Gießverfahren wählen. Beim Wachsausschmelzverfahren werden Wachsformen und Keramikformen verwendet. Beim Lost-Foam-Gießen werden Schaumstoffformen und Sandformen verwendet. KEMING kann beide Gießverfahren durchführen. Das Unternehmen hilft seinen Kunden bei der Auswahl des für ihr Projekt am besten geeigneten Verfahrens.
Gussverfahren mit verlorenem Wachs

Mit dem Wachsausschmelzverfahren können sehr präzise Teile hergestellt werden. Es erzeugt auch glatte Oberflächen. Viele Branchen bevorzugen dieses Verfahren wegen seiner bemerkenswerten Ergebnisse.
Wachsausschmelzverfahren Modellherstellung
Der erste Schritt ist die Herstellung eines Modells. Die Hersteller verwenden entweder normales Wachs oder spezielles 3D-Druckwachs. Jede Art hat ihre eigenen Vorteile, wie in der folgenden Tabelle dargestellt:
| Material Typ | Vorteile |
|---|---|
| Konventionelle Wachsmodelle | Kostengünstiger für viele Teile, ergibt glatte Oberflächen, gut für wiederholte Teile mit Werkzeugen. |
| 3D-Druck gießbares Wachs/photosensitives Polymer | Es werden keine harten Werkzeuge benötigt, es können knifflige Formen, schnelle Änderungen und kundenspezifische Teile für Patienten hergestellt werden. |
Diese Optionen helfen den Konstrukteuren bei der Herstellung komplizierter und wiederholbarer Teile.
Wachsausschmelzverfahren Formgebung
Als Nächstes erstellen die Arbeiter die Form. Sie tauchen das Wachsmodell in einen Keramikschlamm. Diesen Vorgang müssen sie mehrmals wiederholen, um eine robuste Außenhülle zu erhalten. Die folgende Tabelle zeigt die einzelnen Schritte dieses Prozesses:
| Aspekt | Beschreibung |
|---|---|
| Material der Form | Der keramische Schlamm bildet eine zähe Außenschicht. |
| Technik | Durch wiederholtes Eintauchen wird die Schale dick und fest. |
| Auswirkungen auf das Endprodukt | Eine hochwertige Formschale sorgt für eine glatte Oberfläche und präzise Abmessungen. |
| Wachsausschmelzverfahren | Das Wachs wird erhitzt und geschmolzen, so dass eine perfekte Form entsteht. |
| Metallarten | Geeignet für verschiedene Metalle, darunter Bronze, rostfreier Stahl und Aluminium. |
Dieses Verfahren trägt dazu bei, die Präzision und Glätte der fertigen Teile zu gewährleisten.
Wachsausschmelzverfahren Anwendungen
Das Wachsausschmelzverfahren ist in zahlreichen Branchen weit verbreitet. Es ist ideal für die Herstellung starker und komplexer Teile. Hier sind einige Branchen, die dieses Verfahren verwenden:
- Automobilindustrie: Herstellung präziser Teile und komplexer Formen
- Luft- und Raumfahrt: Herstellung leichter, stabiler und empfindlicher Teile
- Öl und Gas: Herstellung von Teilen, die für hohe Temperaturen und raue Umgebungen geeignet sind
- Lebensmittelverarbeitung: Herstellung sauberer und funktioneller Teile
- Allgemeines Ingenieurwesen: Angewandt auf eine Vielzahl verschiedener Bereiche
Auch die Eisenbahn- und die Schiffsbauindustrie verwenden Wachsausschmelzverfahren. Hier werden präzise und stabile Teile benötigt. Dieses Verfahren ist die bevorzugte Wahl, wenn Präzision und Festigkeit entscheidend sind.
Lost-Foam-Gießverfahren

Schaumstoff-Muster Verwendung
Das Lost Foam Casting beginnt mit der Herstellung von Schaumstoffformen. Die Arbeiter entwerfen die Formen mit CAD-Software. Sie formen den Schaumstoff mit CNC-Werkzeugmaschinen oder 3D-Druckern. Die meisten Gießereien entscheiden sich für EPS-Schaum, weil er preiswert und leicht ist. EPS-Schaum ist leicht zu formen und brennt sauber. Das vereinfacht den Gießprozess. XPS-Schaum ist schwerer und hat eine längere Lebensdauer. Allerdings ist XPS-Schaum schwieriger zu schneiden und zu recyceln. Die folgende Tabelle zeigt die Unterschiede zwischen EPS- und XPS-Schaum:
| Merkmal | EPS (Expandiertes Polystyrol) | XPS (Extrudiertes Polystyrol) |
|---|---|---|
| Kosten | Unter | Höher |
| Gewicht | Feuerzeug | Schwerer |
| Dauerhaftigkeit | Mehr zerbrechlich | Dauerhafter |
| Recycling | Einfacher | Schwieriger |
EPS-Schaum wird häufig gewählt, weil er seine Form gut hält. Außerdem hilft er den Arbeitern, präzise Teile herzustellen.
Lost Foam Casting Formvorbereitung
Nach der Herstellung der Schaumstoffform fügen die Arbeiter Anschnitte und Entlüftungskanäle hinzu. Sie tragen einen speziellen Schlamm auf den Schaum auf. Dadurch werden die Festigkeit und die Glätte der Form verbessert. Die Form wird in die Form gelegt. Die Arbeiter füllen sie dicht mit Sand auf. Quarzsand wird wegen seiner Stabilität und Verfügbarkeit häufig verwendet. Manchmal hilft Zirkoniumsand, die Temperatur besser zu kontrollieren. Bentonit hilft, den Sand besser zu binden. In der nachstehenden Tabelle sind die in der Form verwendeten Materialien aufgeführt:
| Material Typ | Beschreibung |
|---|---|
| Polystyrol | Leicht, stabil und brennt sauber ab. |
| Feuerfeste Aufschlämmung | Das macht die Form stabiler und glatter. |
| Quarzsand | Häufig, stabil und leicht zu bekommen. |
| Zirkon-Sand | Hilft, die Hitze zu kontrollieren und verhindert, dass sich Schimmel ausbreitet. |
| Bentonit-Ton | Sorgt dafür, dass der Sand für eine starke Form zusammenhält. |
Diese Schritte tragen zur Herstellung von präzisen und robusten Teilen im Lost-Foam-Guss bei.
Lost Foam Casting Anwendungen
Die Lost-Foam-Gießtechnik ist in zahlreichen Branchen weit verbreitet. Automobilhersteller verwenden es zur Herstellung von Motorblöcken und Gehäusen, Luft- und Raumfahrtunternehmen zur Herstellung von Schaufeln und Rahmen, Gerätehersteller zur Herstellung von Ventilen und Pumpen, Künstler und Architekten zur Herstellung von Skulpturen und Türen und Landwirte zur Herstellung von Traktormotoren und Bewässerungsventilen. Lost Foam Casting ist flexibel und hochpräzise und eignet sich für eine Vielzahl von Gussverfahren.
Tipp: Das Lost-Foam-Verfahren eignet sich am besten für große oder einfache Formen. Es ist besonders geeignet, wenn Kosten und Geschwindigkeit entscheidend sind.
Vergleichende Analyse von Wachsausschmelzverfahren und Lost-Foam-Gießverfahren
Eine vergleichende Analyse hilft Ingenieuren und Designern bei der Wahl des besten Gießverfahrens. KEMING bietet sowohl das Lost-Foam-Gießverfahren als auch das Lost-Foam-Formmassivverfahren an und bietet seinen Kunden damit Optionen für verschiedene Verfahren. In diesem Abschnitt werden die wichtigsten Unterschiede zwischen den beiden Verfahren in Bezug auf Schritte, Werkzeuge, Materialien und Kosten vorgestellt.
Prozess-Schritte
Die Arbeitsschritte beim Lost Foam Casting und Lost Foam Molding unterscheiden sich. Sie unterscheiden sich auch in den verwendeten Modellmaterialien und im Arbeitsablauf. Beim Lost Foam Casting werden Wachsmodelle verwendet, während beim Lost Foam Molding Schaummodelle zum Einsatz kommen. Diese Unterschiede wirken sich auf die Anzahl der Prozessschritte und das Risiko von Fehlern aus. Auch der Produktionsumfang und die Flexibilität sind unterschiedlich.
| Schritt | Wachsausschmelzverfahren (Lost Wax Casting) | Lost Foam Gießen |
|---|---|---|
| Modell Materialien | Wachs | Expandiertes Polystyrol (EPS) |
| Mustererstellung | Hergestellt mit einer Form | Geformt oder aus Schaumstoffblöcken zusammengesetzt |
| Shell-Erstellung | In Keramikschlamm getaucht und getrocknet | Beschichtet mit feuerfestem Schlamm und getrocknet |
| Entfernen von Mustern | Wachs wird weggeschmolzen | Schaumstoff verdampft beim Gießen |
| Endgültiger Abguss | Geschmolzenes Metall in eine Keramikform gegossen | Geschmolzenes Metall füllt den vom verdampften Schaum hinterlassenen Hohlraum |
Das Wachsausschmelzverfahren umfasst mehr Schritte und erfordert eine komplizierte Modellherstellung und Schalenformung. Bei diesem Verfahren entstehen sehr präzise und glatte Teile. Das Lost-Foam-Gießen umfasst weniger Schritte und ist für manche Projekte schneller und kostengünstiger. Das Schaumstoffmodell verschwindet während des Metallgusses, so dass weniger Schritte zum Entfernen des Modells erforderlich sind.
Werkzeuge und Materialien
Formen und Materialien beeinflussen Kosten, Produktionsumfang und Flexibilität. Sie beeinflussen auch die Arten von Metallen, die verwendet werden können. Für den Feinguss sind komplexere Wachsmodelle und Keramikschalenformen erforderlich. Beim Schaumstoffguss werden einfachere Schaumstoffformen verwendet. Dies senkt die Formkosten für kleine bis mittlere Serienaufträge.
| Gießverfahren | Komplexität der Werkzeuge | Kosten für die Erstausstattung mit Werkzeugen | Kompatibilität der Materialien | Beschränkungen |
|---|---|---|---|---|
| Wachsausschmelzverfahren (Lost Wax Casting) | Komplexere Formen (Wachs- und Keramikformen) | Hoch für hohe Stückzahlen | Große Vielfalt an Metallen und Legierungen | Die Größe des Modells kann die Gussgröße begrenzen |
| Lost Foam Gießen | Einfacher (Schaumstoffmuster) | Niedriger für kleine/mittlere Auflagen | Am besten für Aluminium und Gusseisen | Schaum muss mit geschmolzenem Metall kompatibel sein |
Feinguss eignet sich für eine Vielzahl von Metallen, wie Stahl, Bronze und Aluminium. Das macht es für viele Branchen geeignet. Schaumstoffgießen wird häufig für das Gießen von Aluminium- und Gusseisenteilen verwendet. Die Schaumstoffform muss sehr gut mit dem geschmolzenen Metall kompatibel sein, um Probleme zu vermeiden.
Kostenvergleich
Die Kosten sind ein wichtiger Faktor bei der Wahl eines Gießverfahrens. Das Lost-Foam-Gießen hat in der Regel niedrigere Formkosten. Das Feingussverfahren (auch bekannt als Wachsausschmelzverfahren) hat höhere Anfangskosten, kann aber für die Massenproduktion aufgrund seiner hohen Präzision und Wiederholbarkeit wirtschaftlicher sein.
| Produktionsvolumen | Lost Foam Gießen Kosten | Kosten für Feinguss |
|---|---|---|
| Kleinstauflagen (< 100 Stück) | $150-$300 jeweils | $250-$500 jeweils |
| Mittelgroße Auflagen (100-1.000 Stück) | $120-$250 | $100-$200 |
| Hohe Stückzahlen (> 1.000 Stück) | $100-$200 | $80-$150 |
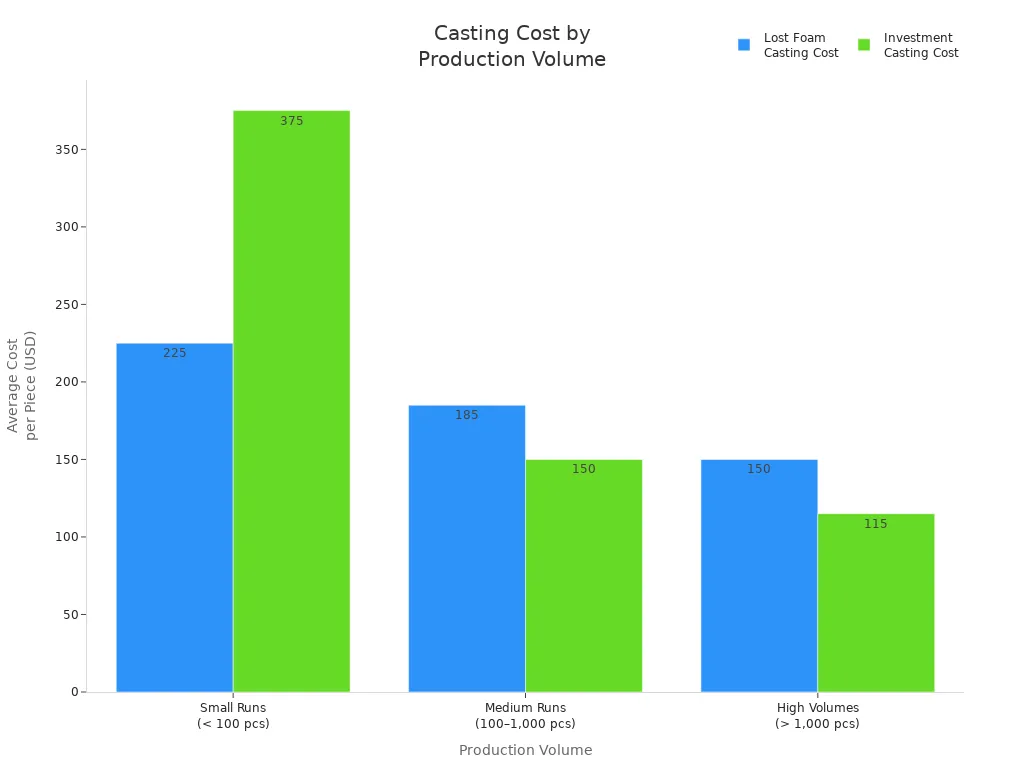
Lost-Foam-Gießen ist wirtschaftlicher für die Produktion kleiner bis mittlerer Serien. Feinguss eignet sich besser für die Großserienproduktion, da die Formkosten verteilt werden können. Beide Verfahren sind für viele Branchen geeignet. Die Wahl hängt von den Präzisionsanforderungen an die Teile, der Anzahl der benötigten Teile und den verwendeten Materialien ab.
Hinweis: KEMING verfügt über ausgezeichnete Fähigkeiten sowohl im Wachsausschmelzverfahren als auch im Schaumgießen und hilft seinen Kunden, optimale Ergebnisse zu erzielen. Kunden können je nach Projektanforderungen eine hochpräzise oder kostengünstige Lösung wählen.
Wachsausschmelzverfahren und Lost Foam Casting Oberflächengüte und Maßgenauigkeit
Wachsausschmelzverfahren Ergebnisse
Der Feinguss ist bekannt für seine extrem hohe Präzision. Es entstehen Teile mit glatten Oberflächen und scharfen Details. Viele Unternehmen entscheiden sich für dieses Verfahren, wenn hochpräzise Teile benötigt werden. Mit diesem Verfahren können dünnwandige und komplexe Formen hergestellt werden, die mit anderen Verfahren unmöglich zu erreichen sind.
- Mit Feinguss lassen sich sehr präzise Teile mit glatter Oberfläche herstellen.
- Es kann komplexe Designs und dünne Wände verarbeiten.
- Viele Branchen verwenden Feinguss zur Herstellung von Teilen, die Präzision und Festigkeit erfordern.
Hersteller von Luft- und Raumfahrzeugen sowie von medizinischen Geräten verwenden dieses Verfahren häufig. Sie benötigen Teile mit engen Passungen und glattem Aussehen. Das Feingussverfahren liefert für sie durchweg die gleichen hervorragenden Ergebnisse.
Lost Foam Casting Ergebnisse
Das Lost-Foam-Gießen bietet ebenfalls eine gute Oberflächengüte und Präzision. Die Präzision ist jedoch nicht so hoch wie beim Feinguss. Dieses Verfahren eignet sich für größere Teile oder Situationen, in denen die Kostenkontrolle entscheidend ist. Das Schaumstoffmodell wird weggebrannt, so dass keine Entformungsschrägen erforderlich sind. Dadurch lassen sich Formen herstellen, die mit anderen Verfahren nur schwer zu erreichen sind.
Die folgende Tabelle zeigt die zu erwartenden Ergebnisse des Lost-Foam-Gießens:
| Oberflächengüte (Ra μm) | Abmessungstoleranz (%) | Anmerkungen |
|---|---|---|
| 4 bis 8 | ±0,4 bis ±1,5 | Verwendet Schaumstoffmuster und losen Sand zusammen. |
Das Lost-Foam-Gießen ist dem Nasssandguss überlegen, aber nicht so glatt und präzise wie das Feingießen. Es stellt ein gutes Gleichgewicht zwischen Preis und Qualität dar. Viele Unternehmen verwenden es für Teile, die keine hohe Präzision erfordern, aber dennoch eine gute Leistung gewährleisten müssen.
Tipp: Wenn Sie sehr präzise und glatte Teile benötigen, ist Lost Foam Casting die beste Wahl. Das Lost-Foam-Gießen ist eher für größere oder einfachere Teile geeignet, um Zeit und Kosten zu sparen.
Wachsausschmelzverfahren und Lost Foam Casting - Stärken und Grenzen
Wachsausschmelzverfahren Pro und Kontra
Lost Foam Casting ist ideal für die Herstellung sehr glatter und präziser Teile. Viele Unternehmen verwenden dieses Verfahren, wenn sie hochwertige Teile benötigen. In der nachstehenden Tabelle sind die Vorteile und Grenzen des Feingusses aufgeführt:
Die Stärken des Wachsausschmelzverfahrens:
- Ausgezeichnete Oberflächenqualität
- Genaue Abmessungen
- Verschlungene Formen
- Minimale Nachbearbeitung
- Ideal für hochwertige Komponenten
Beschränkungen des Wachsausschmelzverfahrens:
- Höhere Wahrscheinlichkeit einer Kontamination
- Potenzial für Cold Shuts
- Poren durch Verwirbelung
Dieses Verfahren ist in der Luft- und Raumfahrt-, Automobil- und Schmuckindustrie weit verbreitet. Ingenieure entscheiden sich für Feinguss, wenn sie empfindliche Teile benötigen, die keine übermäßige zusätzliche Bearbeitung erfordern. Allerdings hat dieses Verfahren auch einige Nachteile. Manchmal können Reste von Keramikschalen oder Wachs zu Verunreinigungen führen. Auch Schlacke und Oxidation können die Qualität des Endprodukts beeinträchtigen. Bei schlecht fließendem Metall kann es zu Porosität oder Kaltverformungen kommen.
Hinweis: Feinguss eignet sich ideal für kleine und komplexe Teile, aber die Bediener müssen das Gießverfahren genau überwachen, um Fehler zu vermeiden.
Lost Foam Casting Pro und Kontra
Das Lost-Foam-Gießen ist einfach zu handhaben und erfordert nur wenig manuelle Arbeit. Viele Fabriken bevorzugen dieses Verfahren, weil es Zeit und Kosten spart. In der nachstehenden Tabelle sind die wichtigsten Vorteile und Einschränkungen aufgeführt:
Vorteile des Lost Foam Casting:
- Vereinfachtes Verfahren
- Geringere Arbeitsintensität
- Hohe Maßhaltigkeit
- Flexibilität bei der Gestaltung
- Gute Gussqualität
- Effiziente Platzierung des Speisers
- Leichte Beherrschung des Prozesses
- Geringe Investition mit schnellen Ergebnissen
Nachteile des Lost-Foam-Gießens:
- Nicht für alle Metalle geeignet
- Potenziell höhere Emissionen (organische Dämpfe)
Mit dem Lost-Foam-Gießverfahren lassen sich Teile in verschiedenen Formen und hoher Qualität herstellen. Es ist leicht zu erlernen. Dieses Verfahren ist am besten für Aluminium und Gusseisen geeignet. Es ist jedoch nicht für alle Metalle geeignet. Außerdem können mehr Dämpfe entstehen, weshalb die Anlage gut belüftet werden muss.
Tipp: Bei der Auswahl eines Verfahrens sollten die Ingenieure dessen Vorteile und Grenzen berücksichtigen. Die beste Wahl hängt von der Größe, der Form und dem Material des Teils ab.
Die Wahl des richtigen Verfahrens für Wachsausschmelzverfahren und Lost Foam Casting
Wichtige Auswahlfaktoren
Die Entscheidung zwischen Wachsausschmelzverfahren und Lost Foam Casting ist entscheidend. Die Ingenieure berücksichtigen das Formmaterial und das Verfahren zur Herstellung der Form. Auch die Art des benötigten Teils ist wichtig. In der nachstehenden Tabelle sind die Unterschiede zwischen diesen Faktoren aufgeführt:
| Faktor | Wachsausschmelzverfahren (Lost Wax Casting) | Lost Foam Gießen |
|---|---|---|
| Muster Material | Wachs | Schaumstoff (Polystyrol) |
| Ähnlichkeit der Prozesse | Ähnlich wie beim Feinguss | Ähnlich wie beim Feinguss |
| Erstellung von Formen | Erfordert das Ausschmelzen eines Wachsmodells | Schaumstoffmodell wird beim Gießen verbraucht |
| Anmeldung | Präzisionsteile, komplizierte Konstruktionen | Größere Teile, weniger komplizierte Designs |
Auch die Projektanforderungen sind entscheidend. Lost Foam Casting eignet sich für große, komplex geformte Teile sowie für mittelgroße bis große Teile. Dieses Verfahren reduziert den Schneide- und Montageaufwand. Das Wachsausschmelzverfahren eignet sich besser für kleine, hochdetaillierte Teile, insbesondere solche, die eine extrem hohe Präzision erfordern.
Die Ingenieure berücksichtigen den Schwierigkeitsgrad der Teile, die Anzahl der Teile und die benötigten Materialien. KEMING hilft seinen Kunden durch intelligente Beratung und den Einsatz neuer Technologien bei der Entscheidungsfindung. Das Team nutzt die 3D-Scantechnologie, um Schaumstoffmodelle und Metallformen zu prüfen und sicherzustellen, dass jedes Teil passgenau gefertigt wird.
Anwendungsfälle für die Industrie
Verschiedene Branchen haben unterschiedliche Anforderungen. In der nachstehenden Tabelle sind die besten Anwendungsszenarien für jedes Verfahren aufgeführt:
| Gießverfahren | Bevorzugte Anwendungsfälle | Materialeignung | Genauigkeit und Oberflächengüte | Produktionsvolumen |
|---|---|---|---|---|
| Lost Foam Gießen | Große, geometrisch einfache Teile wie Motorblöcke und Pumpengehäuse | Aluminium, Sphäroguss für normale Temperaturen | ±0,5-1,0 mm Toleranzen, einfache Oberflächengüte | Mittlere bis hohe Produktion |
| Wachsausschmelzverfahren (Lost Wax Casting) | Präzisionskritische Anwendungen wie Luft- und Raumfahrtkomponenten und medizinische Geräte | Rostfreie Stähle, Superlegierungen, Titan | Toleranzen von ±0,1-0,3 mm, hervorragende Oberflächengüte | Geringe bis mittlere Produktion |
Automobil- und Maschinenbauunternehmen verwenden Lost-Foam-Guss zur Herstellung von Motorblöcken und Pumpen. Unternehmen der Luft- und Raumfahrt und der Medizintechnik verwenden Feinguss zur Herstellung von Teilen mit extrem hohen Anforderungen an Passform und Oberflächengüte. Commin kann beide Verfahren anbieten. Sie helfen den Kunden aus der Industrie, optimale Gussergebnisse zu erzielen.
Tipp: Achten Sie darauf, ein Verfahren zu wählen, das zu Größe, Form und Material des Projekts passt. Das KEMING-Team kann Ihnen bei der Auswahl der besten Lösung für Ihre Fabrikprojekte helfen.
Feinguss eignet sich am besten für Teile, die hohe Präzision erfordern. Viele Unternehmen verwenden es zur Herstellung von Teilen mit komplexen Formen und glatten Oberflächen. In der nachstehenden Tabelle sind die Gründe aufgeführt, warum Ingenieure dieses Verfahren für anspruchsvolle Aufgaben wählen:
| Metrisch | Wert |
|---|---|
| Oberfläche | 0,9-1,0 Ra |
| Präzision | Besser als 0,1 mm |
| Produktionsvolumen | Mäßig |
Feinguss ist für größere oder einfachere Teile geeignet. Es kann Fabriken helfen, Zeit und Kosten zu sparen. Bei der Auswahl eines Gießverfahrens sind das Material, die Anzahl der benötigten Teile, die Komplexität der Teile und das Budget zu berücksichtigen. KEMING bietet in jeder Phase Unterstützung, um sicherzustellen, dass der Kunde das richtige Verfahren wählt. Wenn Sie Fragen haben, wenden Sie sich bitte an das KEMING-Team.
FAQ
Was sind die Hauptunterschiede zwischen Feinguss und Schaumguss?
Beim Feinguss werden Wachsmodelle und Keramikformen verwendet. Beim Schaumguss werden Schaumstoffformen und Sandformen verwendet. Beim Feinguss werden glattere Oberflächen und eine höhere Detailgenauigkeit erzielt. Schaumguss ist besser für größere oder einfachere Teile geeignet.
Welches Gießverfahren ist für komplexe Formen besser geeignet?
Feinguss ist am besten für komplexe Formen geeignet. Es erzeugt feine Formen und glatte Oberflächen. Viele Branchen entscheiden sich für dieses Verfahren, um Teile mit empfindlichen Merkmalen oder dünnen Wänden zu gießen.
Können die beiden Methoden die gleichen Metalle verwenden?
Feinguss eignet sich für eine Vielzahl von Metallen, darunter Stahl, Bronze und Aluminium. Schaumguss ist im Allgemeinen am besten für Aluminium und Gusseisen geeignet. Jedes Verfahren hat seine spezifische Metallkompatibilität.
Wie sieht es mit den Kosten der beiden Methoden aus?
Schaumgießen ist im Allgemeinen für kleine und mittlere Produktionsmengen kostengünstiger. Feinguss hat höhere Anfangskosten, ist aber für die Großserienproduktion kostengünstiger.



